Изобретение относится к области поверхностной обработки изделий с помощью абразивных частиц и может быть использовано в различных отраслях народного хозяйства, где требуется обработка внутренних поверхностей изделий, преимущественно труб, например, перед полировкой или после термообработки для удаления окалины, ржавчины и т. д.
Известны головки пескоструйных головок для обработки внутренней поверхности изделий, осущ.ествляющие одновременную обработку четырех труб, расположенных в два рядаСП.
Трубы, предназначенные для обработки, устанавливаются в гнездах планщайбы, которую навинчивают на корпус до предела усилия затягивания. Это усилие через нажимную втулку передается эластичным элементам, которые деформируются и обжимают трубы по диа.метру.
Недостатко.м такой конструкции является надежная фиксация изделий в головке.
Расположение гнезд в два ряда создает удобства при загрузке и выгрузке труб (необходимость в перекладывании труб и подаче их на pa3Fn ie уровни) и затрудняет механизацию этих операций.
Цель данного предложения - по и 1Ц1ение на.а.ежностп фиксации изделий в головке.
Достигается это тем. что головка снабжена силовым механизмом, кинематически соединенным посредством, например, зубчато-реечного зацепления, с наружной поверхностью нлан1пайбы. на внутренней поверхности которой выполнены выступы, а торцовая пове|1 ность нажимпо пту.пки имеет канавки переменного сечения, расположенные по окружности напротив выступов планшайбы, иpичe гнезда под установку обрабатываемых деталей расположены в одной горизонтальной плоскости.
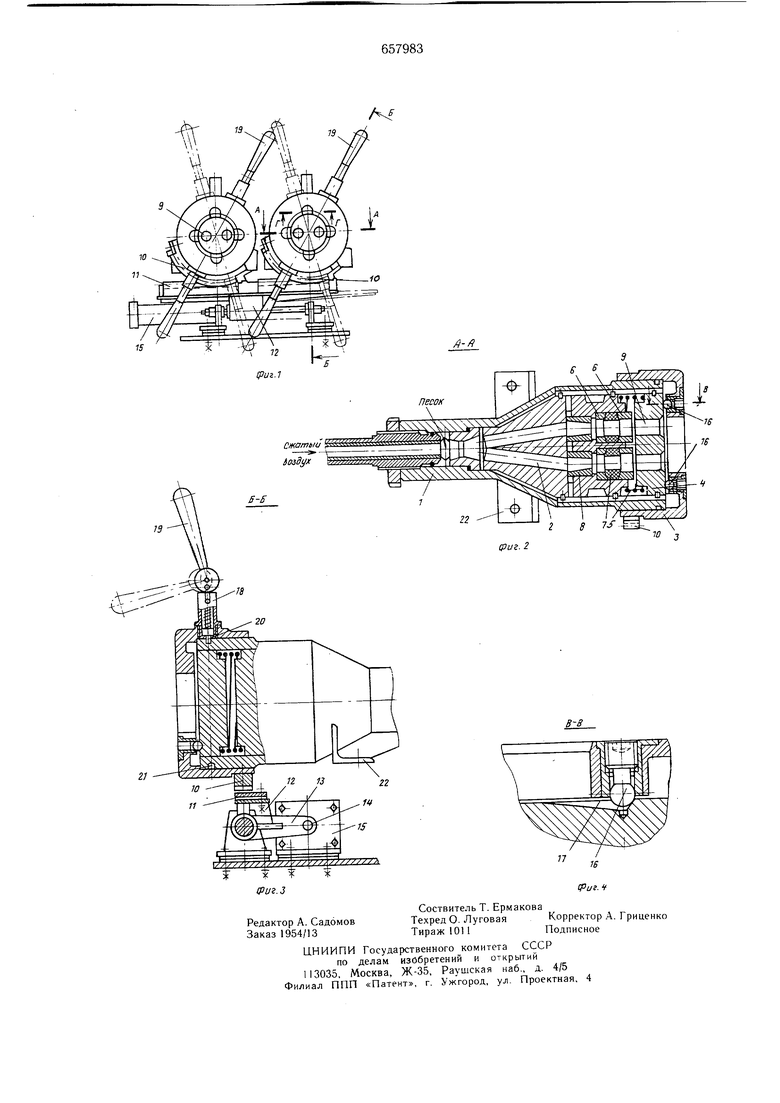
На фиг. 1 схематично представлена опи5сываемая головка; на фиг. 2 - разрез .Л -.Л фиг. 1; на фиг. 3 - стопор планн1айбы и корпуса, разрез Б Б фиг. 1; на фиг. 4 - вид на канавки переменного сечения, разрез В-В.
0
Оппсываемая го.ювк;. пескоструйной установки содержит корпус 1, каналы 2 для нодачи песка и сжатого воздуха и планп1айбы 3. В корпусе расположена нажимная втулка 4 с пружиной 5, промежуточные кольца 6, непосредственно воздействующие на .частичные элементы 7 и втулки 8 с конусными отверстиями. ЗХтастичные элементы 7 выполнены в виде резиновых колец. В планшайбе 3, в нажимной втулке 4, промежуточных кольцах 6 и эластичных элементах 7 выполнены осевые отверстия, образующие гнезда 9 для установки изделий. Головка имеет два гнезда под установку изделий, расположенных в одной горизонтальной плоскости. Нажимна-я втулка имеет возможность перемещения в осевом направлении. Между нажимной втулкой 4 и промежуточным кольцом 6 имеется зазор. Наружная поверхность планшайбы снабжена зубчаты.м секторо.м 10, находящи.мся в зацеплении с зубчатой рейкой 1, расположенной на каретке 12, которая посредством рычага 13 связана со штоком 14 силового механизма 15. Зубчатый сектор 10 обеспечивает поворот планшайбы на угол до 45°. Внутренняя торцовая поверхность планшайбы имеет выступы 16, а торцовая поверхность нажимной втулки - канавки 17 пере.менного сечения, расположенные по окружности напротив выступов 16. На планшайбе установлено два стопора, каждый из которых состоит из рукоятки 18, рукоятки 19 с эксцентриком и подпружиненного стержня 20. Стержень входит в кольцевой паз 21 корпуса головки. Головка с помощью кронштейна 22 крепится к раме нескоструйной установки. На фиг. 1 показан вариант выполнения, в котором установка содержит две описываемых головки, планшайбы которых управляются от одного силового механизма. Для очистки труб последние со стола пескоструйной установки вводятся в гнезда головки до упора во втулки 8. Включается привод силового механизма, Шток 14 перемещается, передавая врашение через каретку 12 с рычаго.м 13, зубчатую рейку 11 и зубчатый сектор 10 планшайбе 4. Стержни 20 находятся в крльцевом пазу 21, связывая планшайбу с корпусом. При вращении планшайбы выступы 16 взаи.модействуют с канавками пере.менного сечения 17, перемещаясь из положения с наибольшим углублением канавки в положение с наименьшим углублением. Выступы смещают нажимную втулку в осевом направлении. Своим перемещением нажимная втулка выбирает зазор между его и промежуточным кольцом 6 и воздействует на последнюю. Под действием этого усилия сжатия эластичные элементы деформируются и зажимают трубы в гнездах головки. Этим обеспечивается уплотнение, обеспечивающее герметизацию узла при подаче песка и сжатого воздуха. Во время обработки один конец трубы установлен в головке, а противоположный - в ка.мере для отбора песка (на черт, не показано). По окончании пескоструйной обработки под действием хода щтока силового механизма зубчатая рейка перемещается, поворачивая планщайбу с зубчаты.м сектором в обратном направлении. Выступы планшайбы, контактируя с канавками нажимной втулки, попадут в углубление наибольшей величины. Нажимная втулка под действием пружины 5 перемещается в осевом направлении, образуя зазор с про.межуточным кольцом. Эластичные элементы восстанавливают свою первоначальную форму, ослабляя крепление труб, которые выгружают из головки. Для доступа к деталям, расположенны.м в корпусе, например, при замене эластичных элементов и втулок, поворачивают рукоятки 18 на 90° и снимают планшайбу с корпуса, открывая доступ к сменным деталям. При этом стержни 20 выходят из кольцевого паза 21, расстопаривая корпус и планшайбу. Формула изобретения i.Головка пескоструйной установки для обработки внутренних поверхностей изделий, преимущественно труб, содержащая корпус с каналами для подачи рабочего агента в обрабатываемые трубы, установленные в гнездах корпуса головки с возможностью удержания и фиксации их посредством эластичных элементов, деформируемых через нажимную втулку посредством поворотной планщайбы, отличающаяся тем, что, с целью повыщения надежности фиксации изделий в головке, последняя снабжена силовым механизмом, кинематически соединенны.м посредством, например, зубчато-реечного зацепления с наружной поверхностью планщайбы, на внутренней поверхности которой выполнены выступы, а торцовая поверхность наружной втулки имеет канавки переменного сечения, расположенные по окружности напротив выступов планщайбы. 2. Головка по п. 1, отличающаяся тем, что, с целью снижения трудоемкости и повыщения удобства выполнения операций загрузки и выгрузки изделий, гнезда под установку обрабатываемых деталей расположены в одной горизонтальной плоскости. Источники информации, принятые во внимание при экспертизе 1. Головка пескоструйной установки конструкции Первоуральского Новотрубного завода (черт.-арх. № ЛАМ 72661), работающая в заготовительно-отделочных трубоволочильных цехах указанного завода с 1966 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки кромок стекла | 1976 |
|
SU682354A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНЫЙ СТАНОК | 1972 |
|
SU426759A1 |
| Устройство для торцового шлифования | 1985 |
|
SU1291381A1 |
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |
| УСТРОЙСТВО для СМЕНЫ МОДЕЛЕЙ В АЭРОДИНАМИЧЕСКОЙТРУБЕ | 1968 |
|
SU206876A1 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| Планшайба расточного станка | 1978 |
|
SU780979A1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ТРУБ | 1991 |
|
RU2008118C1 |
| Зажимной кулачок | 1975 |
|
SU564926A1 |
| Револьверная головка | 1988 |
|
SU1696158A1 |