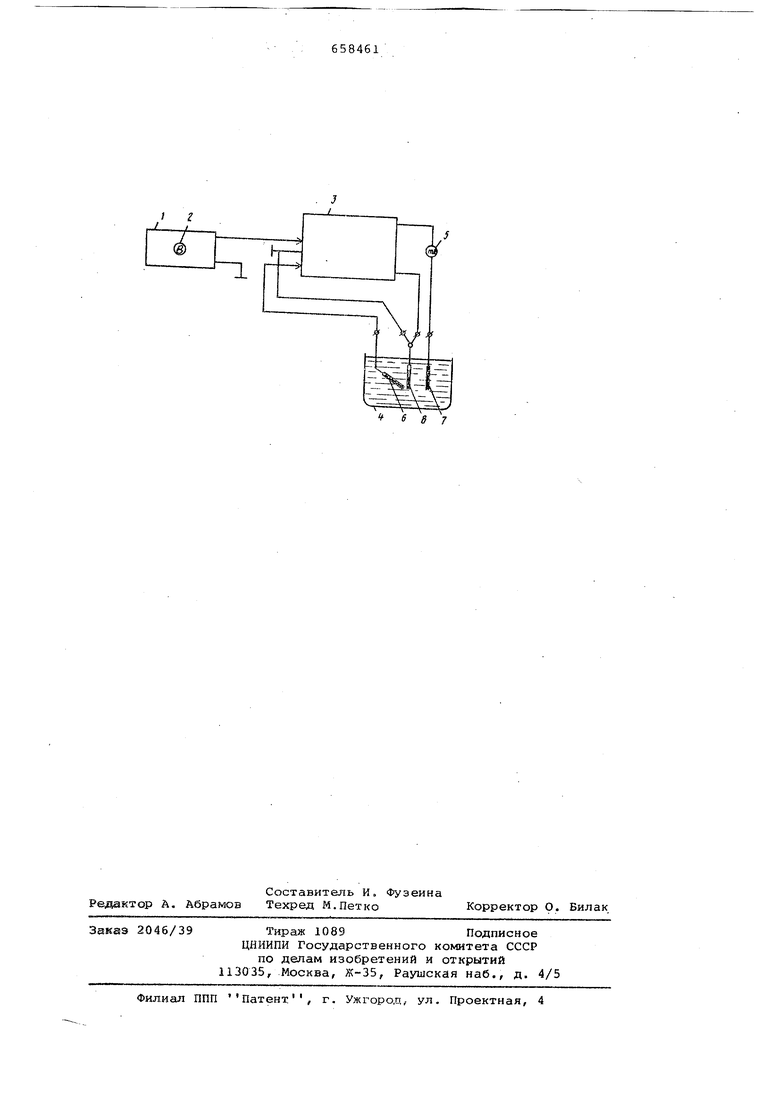
точно точно отражают качественные изменения noBepxHocTvs металлов. Целью предполагаемого изобретени является повьлиение кг1чества подгото ки поверхности. В соответствии с предлагаемым изобретением это достигается за сче того, что измеряют потенциалы грани области средней пассивности металла устанавливают потенциал средней точ ки в этой области, измеряют потенци перепассивации образца подложки с о работанной для нанесения покрытия поверхностью и оценившот степень по готовки поверхности в зависимости о приближения измеренного потенциала перепассивации к потенциалу средней точки и удаления от потенциалов гра ниц области средней пассивности металла. При этом поаенцигшы границ области пассивного состояния и потенциал пе.у: епассивации образца подложки измеряют с помощью потен.циостата. При оценке исходят из того, что наилучшие покрытия по:г/ча1от ся при потенциалах перепассивации образцов по.цложки, расположеню.зх вблизи потенциала средней точки области средней пассивности (iO,010 В и качество покрытия ухудшается при приближении потенциала перепассивации к значемиям потенциалов границ области средней пассивности, Способ контроля качества подготовки поверхности более подробно рассматривается на схеме устройства для выполнения измерений и примере -выполнения способа. На чертеже представлена схема потенциостата для измерения потенциалов границ средней пассивности и потенциала перепассивации„ Представленный на черетелсе потен циостат включает в себя источник задающего напряжения 1 с высокоомны вольтметром 2, усилитель 3, электро xи личecкyю ячейку 4, например, электрохимическую ячейку ЯСЭ-Г с ацета ным буфером, миллиамперметр 5, а та же помещенные в электрохимическую ячейку хлорсеребрянный электрод сравнения б, вспомогательный Pt - электрод 7 и исследуе злй электрод 8 Вспомогательный электрод 7 служи для пропускания тока через систему исследуемый электрод - буферный рас вор . В качестве исследуемого электрод 8 в электрохимическую ячейку 4 поме щают образец подложки, выполненный в виде лопатки. При потенциостатической поляриза ции с помощью источника задающего напрйжения 1 поддерживают постоянны потенциал исследуемого электрода 8 определяя силу тока как функцию по . тенциала. Ток в цепи поляризации регистрируют с помощью «шллиамибрметра 5, Контроль качества подготовки.поверхности образца подложки выполняютследующим образом: измеряют потенциаЛЕт границ области средней пассив}1ости металла. При этом, с помощью высокоомиого вольтметра 2 измеряют стационарный потенциал образца подложки (исследуемого электрода) с естественной окисной пленкой при отсутствии поляризующего тока. Источник задающего напряжения 1 устанав;п-5вают в соответствии с измеренным значением стационарного потенциала. Затем на электрохимическую ячейку 4 подают напряжение, давая приращение потенциалу в сторону положительных значений и фиксируют значение тока на Ivtиллиамперметре 5.Нарушение пассивности металла (нижняя граница средней пассивности) характеризуется возрастанием тока на миллиамперметре. 5 выше 0. Значение напряжения на вольтметре 2 при этом и будет значением потенциала нижней границы области средней пассивности. Аналогично определяют значение потенциала верхней границы областисредней пассивности, только измеряют потенциал образца подложки с механическо 1 очисткой поверхности. Устанавливают потенциал средней точки области средней пассивности. Измеряют потенциал перепассивации образца подложки с обработанной для нанесения - покрытия поверхностью .Измерение этого потенциала производят аналогично измерению потенциала границы области средней пассивности металла образца подложки с естественной окисной пленкой. Напряжение на вольтметре 2 в момент превышения током на миллиамперметре 5 значения О, в данном случае, будет значением потенциала перепассивации образца подложки с обработанной для нанесения покрытия поверхностью. Степень подготовки поверхности образца подложки для нанесения покрытия оценивают в зависимости от приближения измеренного потенциала перепассивации к потенциалу средней точки области средней .пассивности и удаления от потенциалов границ этой области. При оценке исходят из того, что наилучшие покрытия получаются при потенциалах перепассивации образцов подложек, расположенных вблизи потенциала средней точки области средней пассивности (10,010 В) и качество покрытия ухудшается при приближении потенциала перепассивации к значениям потенциалов границ области средней пассивности. При потенциалах перепассивации, близких к потенциалу нижней границы области средней пассивности, покрытие не получается. П р и м е р . Для подложек из алю- миниевого сплава АМг-5 м границы области средней пассивности приходятся на значения потенциалов - 0,675 В и - 0,736 В. гиггснциал сродней точкк длиной области приходится на значение - О,706 В. Хорсхлее покрытие методом электро осаждеиия получается в гфеделах зна чений потенциалов перепассквации от 0,696 В до - О, 716 В. Удовлетворительное покрытие полу чается в пределах значений потенциалов перепассивации от 0,717 В до 0,736 В и от - 0,686 В до -- 0,695 В. Покрытие не получается в предела значений потенциалов перепассивации от - 0,675 В до - 0,685 В. Предлагаемый способ позволяет с помощью стандартных потенциостатов, например, типа П-5827 м, устанавливать, в зависимости от приближения к потенциалу средней точки области средней пассивности, пределы значений потенциалов перепассивации обра батываемых металлов для получения хорошего и удовлетворительного покр тия, а также пределы аначекнй потен циалов перепассивацки. при которых покрытие не получается и по измерен ным потенциалам перепассивации обра цов .подложек производить количестве ный контроль степени подготовки поверхности для нанесения покрытия. Предлагаемый способ позволяет та же выбирать оптимальный вид подгото ки поверхности обрабать-ваемого мате риала для нанесения покрытия. Пример . Измеряли потенциалы перепассивации образцов полло :;ек из алюминиевого сплава после различных видов подготовки поверхности для нанесения покрытия электр осаждением. Выпи получены следуюгдие значения потенциалов перепассивации Вид подготовки поПотенциал перепас BejixHOCTH подложки СИВ9 Ц1.И (р. , f В; из алюминиевого сплава Д16-ЛТ Металл с естественной окисной пленкой Механическая очистка Фосфатирование Химическое ОКСИ- дирование Хроматирование Потенп.кал; средней точки ооласчи средней пассивности приходится на значение - 0,665 В, которое соответствует потешлиалу перепассивации образца подложки после химического оксидироваг ия, Потенциал перепассивации образцгз подлохки после хроматирования близок к значению потенциала средней точки. Это позволяет сделать вывод о том, что ка1).лучыие результаты дают химические оксидирование и хро.маткрование, Предлагаемз-лй способ позволяет с высокой TO4HocvfcB количественно оцениЕзть степень подготовки, поверхности образцов подложек для нанесения покрытия. Предлагаег.-ый способ позволяет также вьтбкрать оптимальный вид подготовки поверхности металлов для нанесения Г о:-;рьзтия, Погрешность в оценке степени подготовки поверхности в относительных значениях не паевг:2 заег -2%, изобретения С.ссо5 контроля качества подготовки поверхкости металлов для нанесения пог;рытия, осноЕанп.ьй на измерении потенц5;,ала меял;.- электродакда электролитической ячейки, одним из которых является контролируемая металлическая деталь,, отличающийся тем, что,- с целью повышения качества полготовки поверхности, измеряют потенциалы границ области средней пассивности металла, устанавливают потенциал средней точки в этой области, устанавливают потенциал перепассивацнк образца подложки с обработанной для HaiieaeKiis покрытия поверхностью и оценивают степень обработки поверхности в зависимости от приближения измеренного потенциала пер пассивации к потенциалу средней точки и удаления от потенциалов границ области средней пассивности металла. принятые во информации, Источники экспертизе внимание при Патент ФРГ 5J 1.537897, 46/04, 1972, . Патент Франции } 2097325, N 27/00, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛАСТИНЫ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2016 |
|
RU2633688C1 |
| Способ контроля качества покрытия на металлической основе | 1979 |
|
SU859878A1 |
| СПОСОБ НАНЕСЕНИЯ КОРРОЗИОННО-СТОЙКОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛИ | 2014 |
|
RU2591826C2 |
| Устройство для управления процессом электрофоретичекого осаждения | 1979 |
|
SU885368A1 |
| Способ определения срока службы защитных покрытий на металлах в агрессивных средах | 1991 |
|
SU1817013A1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ АЛЮМИНИЯ ИЛИ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2622466C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ АЛЮМИНИЯ | 2017 |
|
RU2693278C2 |
| Устройство для ускоренного определения коррозионной стойкости металлов электрохимическим травлением | 1984 |
|
SU1404901A1 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ НЕЛЕГИРОВАННОЙ СТАЛИ | 2012 |
|
RU2513670C2 |
| Способ и устройство для непрерывного контроля питтинговой коррозии внутренних стенок металлических конструкций | 2017 |
|
RU2692118C2 |