Изобретение относится к сварочным трансформатора.м для дуговой сварки и резки металлов.
Известно, что каркас с кожухом трансформаторов для дуговой сварки и резки металлов на базе трансформаторов с развитым рассеянием выполнен в виде пространственного куба. Для уменьшения добавочных потерь от вихревых TOKOS панели и крышка кожуха обычно выполнены из изоляционного материала, например, из бакелезированной фазеры, текстолита, пресс-материала типа АГ-4С и др. 1.
Известен трансформатор с развитым ярмовым рассеянием, для дуговой сварки и резки металлов, заключенный в металлическом каркасе, состояш.ем из горизонтальных и вертикальных элементов, соединенных между собой 2.
В известном устройстве трансформатор с развитым ярмовым рассеянием имеет дополнительную обмотку, намотанную стационарно под кожухом вокруг магнитной системы, включенную согласно или встречно со вторичной обмоткой и сварочный кабель, намотанный поверх кожуха. Дополнительная обмотка и сварочный кабель, расположенные
на пути потоков рассеяния, попользуются д.iji Г;ег лцроиан11Я сварочпшч) тока без измеяепия напряжеп1 я хо.юстого хода.
В 1-;звестгК5м каркасе имеется по меньшей мере два образованных ii3 горизонтальных и вертикальных элементов замкнутых контура, ;1ер ;ендикулярных осям обмоток трансформатора. При применении такого каркаса магнитные потоки рассеяния, пересекая за; п нутые коптуры, расположенные на I.x пути (гк-рпенд,1К тяр1п 1е осям трансформатора) наведут в них контурные токи. Контурные токи нагревают каркас, увеличивают добавочные потери, снижают коэффициент полезного действия источника питания. Так, например, в трансформаторе на 500А добавочные потери от контурных токов составляют 7000, 8000 ВТ. т. е. около 4% полезной м о ш. ноет и.
Из-за экранирования ярмовых потоков рассеяния трансформатора замкнутыми контурами каркаса, расположенными на их пути. эффективность регулирования тока посредством навивки сварочного кабеля на кожух весьма мала.
Цель настояп1его изобретения - расширение диапазона регулирования тока и повышение коэффициента полезного действия за счет уменьшения добавочных нотерь трансформатора для дуговой сварки и резки металлов, выполненного на базе трансформатора с развитым ярмовым рассеянием. Поставленная цель достигается тем, что горизонтальные элементы каркаса проходят через вертикальную ось симметрии трансформатора в меридианных плоскостях.
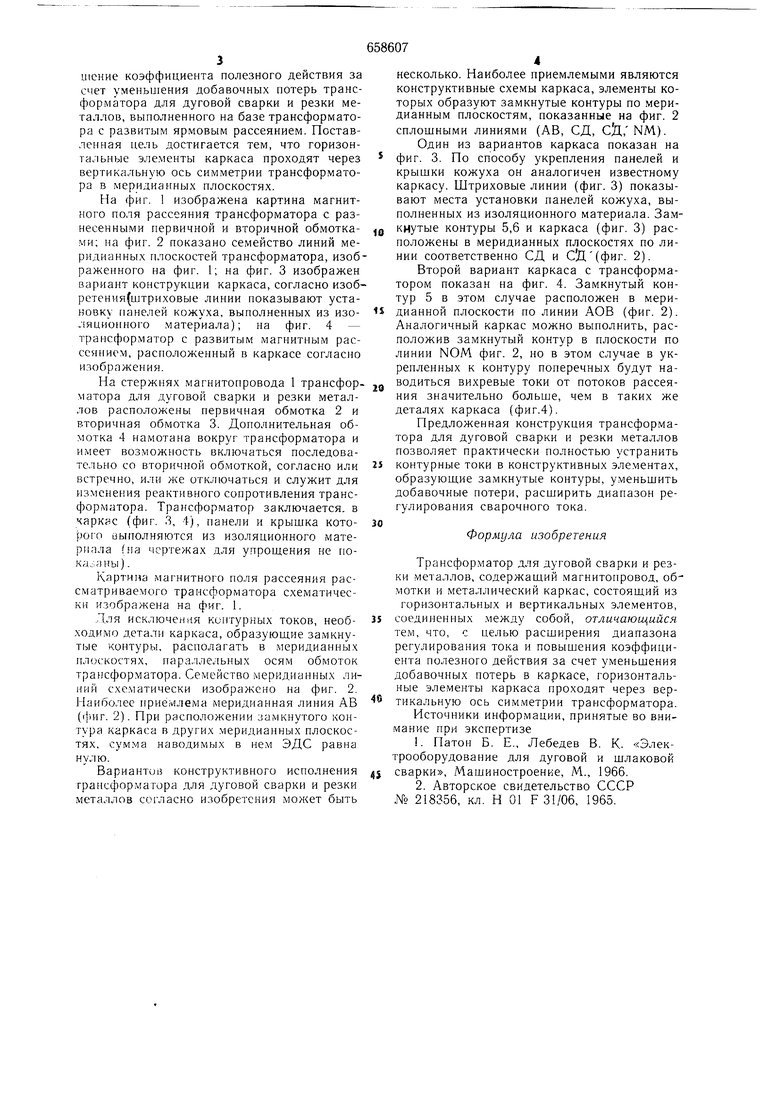
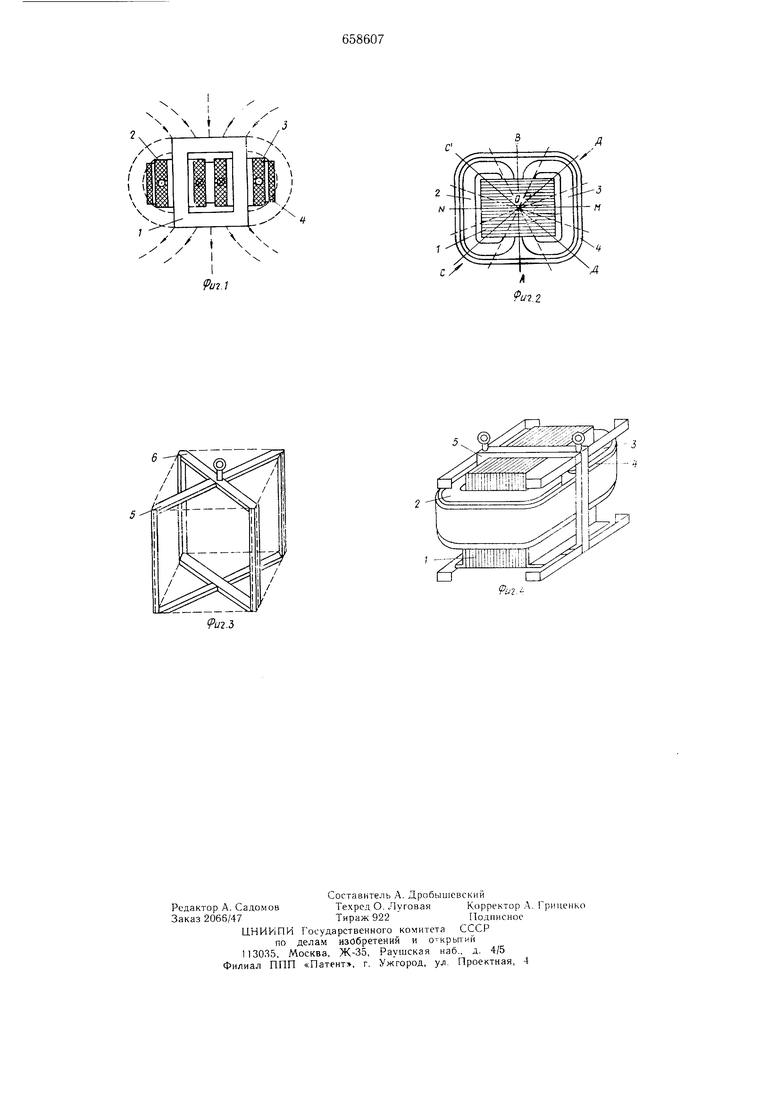
На фиг. 1 изображена картина магнитного поля рассеяния трансформатора с разнесенными первичной и вторичной обмотками; на фиг. 2 показано семейство линий меридианных плоскостей трансформатора, изображенного на фиг. 1; на фиг. 3 изображен вариант конструкции каркаса, согласно изобретения(штриховые линии показывают установку панелей кожуха, выполненных из изоляционного материала); на фиг. 4 - трансформатор с развитым магнитным рассе5гнием, расположенный в каркасе согласно изображения.
На стержнях магнитопровода 1 трансформатора для дуговой сварки и резки металлов расположены первичная обмотка 2 и вторичная обмотка 3. Дополнительная обмотка 4 намотана вокруг трансформатора и имеет возможность включаться последовательно со вторичной обмоткой, согласно или встречно, или же отключаться и служит для изменения реактивного сопротивления трансформатора. Трансформатор заключается, в чаркйс (фиг. 3, 4), панели и крышка которого выполняются из изоляционного материала (на чертежах для упрощения не покаодны).
Картина магнитного поля рассеяния рассматриваемого трансформатора схематически изображена на фиг. 1.
Для исключения контурных токов, необходимо детали каркаса, образующие замкнутые контуры, располагать в меридианных плоскостях, параллельных осям обмоток трансформатора. Семейство меридианных линий схематически изображено на фиг. 2. Наиболее приемлема меридианная линия АВ (||)иг. 2). При расположении замкнутого контура каркаса в других меридианных плоскостях, сумма наводимых в нем ЭДС равна нулю.
Вариантов конструктивного исполнения трансформатора для дуговой сварки и резки металлов согласно изобретения быть
несколько. Наиболее приемлемыми являются конструктивные схемы каркаса, элементы которых образуют замкнутые контуры по меридианным плоскостям, показанные на фиг. 2 сплошными линиями (АВ, СД, СИ, NM).
Один из вариантов каркаса показан на фиг. 3. По способу укрепления панелей и крышки кожуха он аналогичен известному каркасу. Штриховые линии (фиг. 3) показывают места установки панелей кожуха, выполненных из изоляционного материала. Замe кнутые контуры 5,6 и каркаса (фиг. 3) расположены в меридианных плоскостях по линии соответственно СД и (фиг. 2).
Второй вариант каркаса с трансформатором показан на фиг. 4. Замкнутый контур 5 в этом случае расположен в мериS дианной плоскости по линии АОВ (фиг. 2). Аналогичный каркас можно выполнить, расположив замкнутый контур в плоскости по линии NOM фиг. 2, но в этом случае в укрепленных к контуру поперечных будут наводиться вихревые токи от потоков рассеяния значительно больше, чем в таких же деталях каркаса (фиг.4).
Предложенная конструкция трансформатора для дуговой сварки и резки металлов позволяет практически полностью устранить
5 контурные токи в конструктивных элементах, образующие замкнутые контуры, уменьшить добавочные потери, расширить диапазон регулирования сварочного тока.
Формула изобретения
Трансформатор для дуговой сварки и резки металлов, содержащий магнитопровод, обмотки и металлический каркас, состоящий из горизонтальных и вертикальных эле.ментов, S соединенных между собой, отличающийся тем, что, с целью расширения диапазона регулирования тока и повышения коэффициента полезного действия за счет уменьшения добавочных потерь в каркасе, горизонтальные элементы каркаса проходят через верS тикальную ось симметрии трансформатора. Источники информации, принятые во внимание при экспертизе
. Патон Б. Е., Лебедев В. К. «Электрооборудование для дуговой и шлаковой сварки. Машиностроение, М., 1966. 2. Авторское свидетельство СССР № 218356, кл. И 01 F 31/06, 1965.
й/г.;
А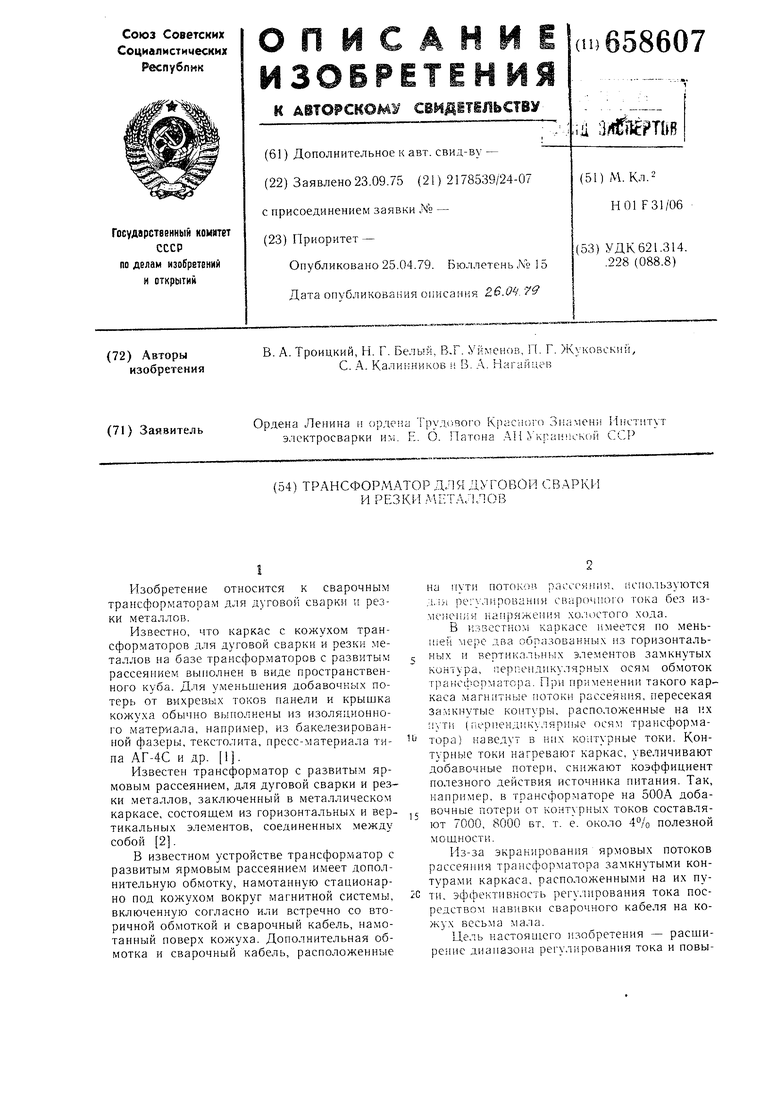
| название | год | авторы | номер документа |
|---|---|---|---|
| Источник питания для сварки переменным модулированным током | 1976 |
|
SU639671A1 |
| Комбинированный электромагнитный датчик положения стыка при дуговой электросварке | 1980 |
|
SU941059A1 |
| Комбинированный электромагнитный датчик положения стыка | 1991 |
|
SU1816592A1 |
| Регулируемый трансформатор для дуговых и плазменных установок | 1985 |
|
SU1379813A1 |
| Сварочный трансформатор | 1988 |
|
SU1563910A1 |
| Трансформатор | 1977 |
|
SU786939A3 |
| Комбинированный электромагнитныйдАТчиК | 1978 |
|
SU821091A1 |
| Сварочный трансформатор | 2017 |
|
RU2647876C1 |
| Источник питания для многопостовой дуговой сварки постоянным током | 1982 |
|
SU1073027A1 |
| СВАРОЧНЫЙ ТРАНСФОРМАТОР | 1992 |
|
RU2006087C1 |
Vui.i:
