(54) МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РАСКРОЯ ЛИСТОВОГО ПРОКАТА
1
Изобретение относится к газовой резке, а именно к конструкции механизированной линии для раскроя листового проката.
Известна механизированная линия для раскроя листового проката, со- держаидая смонтированные на основании и перемещаемые по направляющим газорежущие машины, раскройные столы для размещения столов, подающий и возвратный рольганги, расположенные параллельно направляющ им, подъемные устройства для раскройных столов, установленные на основании под газорежущими машинами, самоходные тележки со смонтированными на них опорными роликами, перемещаемые по рельсовым путям, установленным перпендикулярно рольгангам 11.
Недостатком линии является то, что самоходные тележки, наход ядйеся на рельсовых путях, установлены за пределами рабочих зон газорежущих машин. Это увеличивает расстояние и время транспортировки рас- , кройных столов с листами между технологическими позициями, что снижает производительность линии.
Цель изобретения - увеличение производительности -путем сокращения
межоперационного времени, т.е. сокращения расстояния транспортировки раскройных столов.
Указанная цель достигается тем, что в механизированной линии для раскроя листового проката, содержащая смонтированные на основании и перемещаемые по направляющим газорежущие машины, раскройные столы для
10 размещения листов, подающий и возвратный рольганги, расположенные параллельно направляющим, подъемные :устройства для раскройных столов, установленные на основании под газо15режущими машинами, самоходные тележки со смонтированными на них опорными роликaми перемещаемые по рельiCOBbiM путям, установленным перпендикулярно рольгангам,достигается тем,
20 что основание оснащено стойками, на ко-г |торых смонтированы направляющие для газорежущих машин и высота которых превышает высоту самоходных тележек с опорными роликами,при этом в самоходных тележках
25 выполнены две прорези для прохода в них (роликов подающего рольганга.
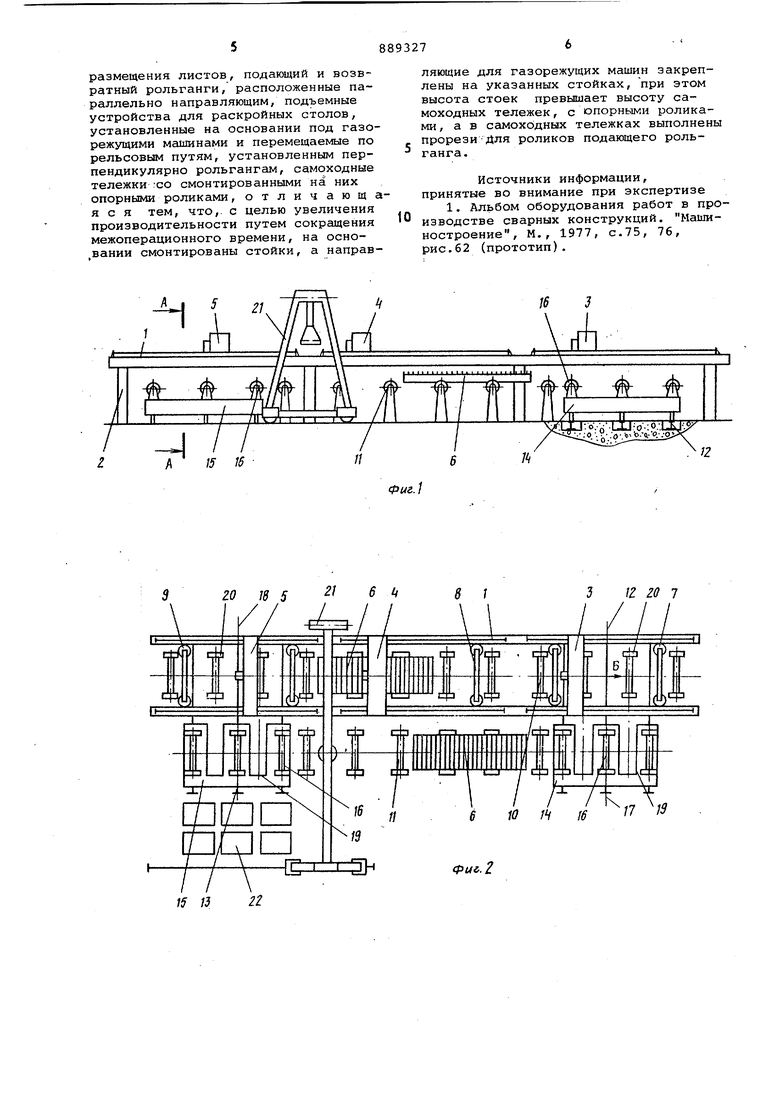
На фиг.1 изображена схема линии, вид спереди, (тара для вырезанных Л11еталей не показана); на фиг. 2 - то
30 же, вид сверху; на фиг.З - разрез
А-Л на фиг.1; на фиг.4 - вид Б на фиг.2.
Механизированная линия для раскроя листового проката содержит направляющие 1, смонтированных на стойках 2, на направляющих 1 установлены газорежущие машины 3-5. Раскройные столы 6 предназначены для размещения на них (обрабатываемых листов (на чертежах УСЛОВНО изображены два раскройных стола). Под каждой из газорежущих машин 3-5 на основании смонтированы подъемные устройства соответственно ,7 - 9, а между направляющими 1 параллельно им установлен подающий рольганг 10 для раскройных столов б. Возвратный рольганг 11 установлен вне направляющих 1 также параллельно им. В рабочих зонах крайних газорежущих машин 3-5 под направляющими 1 перпендикулярно рольгангам 10 и 11 расположены рельсовые пути 12 и 13, на которых установлены самоходные тележки 14 и 15 со смонтированными на них опорными роликами 16, при этом самоходные тележки 14 и 15 расположены по одним общим осям 17 и 18 соответственно с подъеHUjviH устройствами 7 и 8. Высота стола 2 превышает высоту самоходных тележе с опорными роликами 16.
В самоходных тележках 14 и 15 выполнены прорези 19 соосно с роликами 20 подающего рольганга 10, расположенными у рельсовых путей 12 и 13. Линии включают в себя также . .грузоподъемное устройство 21 (например полукозловый электромагнитный кран) для сортировки и разгрузки вырезанных деталей с самоходной тележки 15 в тару 22. Ролики 20 подающего рольганга 10 выполнены подъемными, для чего они смонтированы на силовых циливдрах 2Д.
Линия работает следующим образом. Прокатный лист, подлежащий раскрою на детали, загружают на раскройный стол 6, находящийся на роликах 16 самоходной тележки 14. После этого самоходную тележку 14 подают по рельсовому пути 12 под газорежущую машину 3, при этом ролики 20 подающего рольганга 10 опускают в крайнее нижнее положение посредством силовых цилиндров 23, обеспечивая беспрепятственный проход над ними pacкpoйнoгo стола. Тележку 14 останавливают таким /образом, что раскройный стол 6 располагается над роликами 20 роль: Ганга;
Если раскройный стол 6 с листом необходимо подать к газорежущей машине 3, приводят в действие подъемное устройство 7, посредством которого раскройный стол б снимают с тележки 14 и поднимают к рабочему органу машины 3. В случае, если раскройный стол 6 необходимо подать к ;газорежущим машинам 4 или 5, ролики
20 поднимают в крайнее верхнее положение так, что они принимают на себя раскройный стол 6 с тележками 14 и по рольгангу 10 перемещают рас кройный стол под соответствующую машину 4 или 5, а затем поднимают его в рабочее положение подъемным устройством 8 или 9. При этом подающий рольганг 10 освобождается для следующего раскройного стрла. Самоходную тележку 14, освобождающуюся от рас- : |кройного стола 6, возвращают по рельсовому пути 12 на загрузку.
Раскрой листового проката на детали производят с помощью газорежущих машин 3-5, перемещающихся по направляющим 1, установленным на стойках 2. После окончания операции раскроя листа раскройный стол 6 опускают посредством подъемного устройства 7-9 на подающий рольганг 10, и затем по этому рольгангу перемещают под газорежущую машину 5 на ролики 20, находящиеся в нейтральном положении. Самоходную тележку 15 перемещают по рельсовому пути 13 под газорежущую машину 5 и вводят под раскройный стол 6, для чего предварительно ролики 20 с находящимся на них pacкpoйныIvl столом поднимают в крайнее верхнее положение. При этом подъемные ролики 20 входят в прорези 19 тележки 15.
После этого ролики 20 опускают на силовых цилиндрах 23 в крайнее нижнее положение, в результате чего раскройный стол укладывается на ролики 16 тележки 15.Самоходную тележку 15 с находящимся на ней раскройным столом перемещают по рельсовому пути 13 и останавливают в таком положении, при.котором поперечные оси роликов 16 совпадают с осью возвратного рольганга 11. С помощью грузоподъемного устройства 21 производят сортировку и разгрузку вырезанных деталей с раскройного стола 6 в тару 22.
После окончания сортировки деталей освобождающийся раскройный стол 6 перемещают по возвратному рольгангу 11 с тележки 15 на тележку 14 для загрузки новым листом.
Данное изобретение позволяет снизить трудоемкость изготовления деталей за счет уменьшения трудоемкости транспортных операций, уменьшения численности обслуживающего персонала и снижения загрузочной и разгрузочной позиций и появления возможности их обслуживания одними и теми же исполнителями, упрощения управления линией
Формула изобретения
Механизированная линия для раскроя листового проката, содержащая смонтированные на основании и перемещаемые по направляющим газорежущйе машины, а также раскройные столы для
размещения листов, подающий и возвратный рольганги, расположенные параллельно направляющим/ подъемные устройства для раскройных столов, установленные на основании под газорежущими машинами и перемещаемые по рельсовым путям, установленным перпендикулярно рольгангам, самоходные тележки :со смонтированными на них опорными роликами, отличающаяся тем, что, с целью увеличения производительности путем сокращения межоперационного времени, на основании смонтированы стойки, а направЛ I f Л / 16
ляющие для газорежущих машин закреплены на указанных стойках, при этом высота стоек превышает высоту самоходных тележек, с опорными роликами , а в самоходных тележках выполнены прорези Для роликов подающего рольГанга.
Источники информации, принятые во внимание при экспертизе
1. Альбом оборудования работ в производстве сварных конструкций. Машиностроение, М. , 1977, с.75, 76, рис.62 (прототип). 16 J
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для раскроя листового проката | 1980 |
|
SU952491A1 |
| Механизированная линия раскроя листового проката | 1990 |
|
SU1750882A1 |
| Поточная линия для непрерывной газовой резки листов | 1983 |
|
SU1139590A1 |
| Поточная линия для газовой резки изделий из листа | 1980 |
|
SU899290A1 |
| Поточная линия для обработки изделий | 1983 |
|
SU1183313A1 |
| Поточная линия для непрерывной газовой резки листов | 1976 |
|
SU591276A1 |
| Механизированная линия газовой резки листового материала | 1973 |
|
SU500029A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Поточная линия для термической резки листов | 1990 |
|
SU1738518A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |

20 IS 5 Фий.2 5 г го 1 77 13
А- Д
...;,.j,/uVo; :лл...l;.;,. 23}f 22
Фиг.. 5
