остальной части системы вынужден кромкой плунжера пересекать уплотнения в гидравлической камере, чем способствует их более быстрому разрушению.
Кроме того, отсутствие подпитки, при.,;ванной восполнять утечки масла в системе также снижает надежность последней,
Целью изобретения является повышение эксплуатационной наделчности и КПД системы при уирош,е;1Ш1 конструкции.
Для этого предлагаемая пневмогидравлическая система многоэлектродиой машины для контактной сварки снабжена расширительным баком, всасывающим трубопроводом с обратным клапаном, соединяющим гидравлическую камеру нитающего устройства с расширительным баком, нагнетательным трубопроводом с обратным клапаном, соединяющим упомянутую камеру со св21рочньши пистолетами, и сливным трубопроводом с запорным клапаном, соедипяющим сварочные пистолеты с расширительным баком, при этом питающее устройство и 1реобразователь давления выполнены в виде соосно установленных пневмоцилиндра двойного действия и двух гидроцилиидров с иорш:иями, жестко закрепленными на общем щтоке.
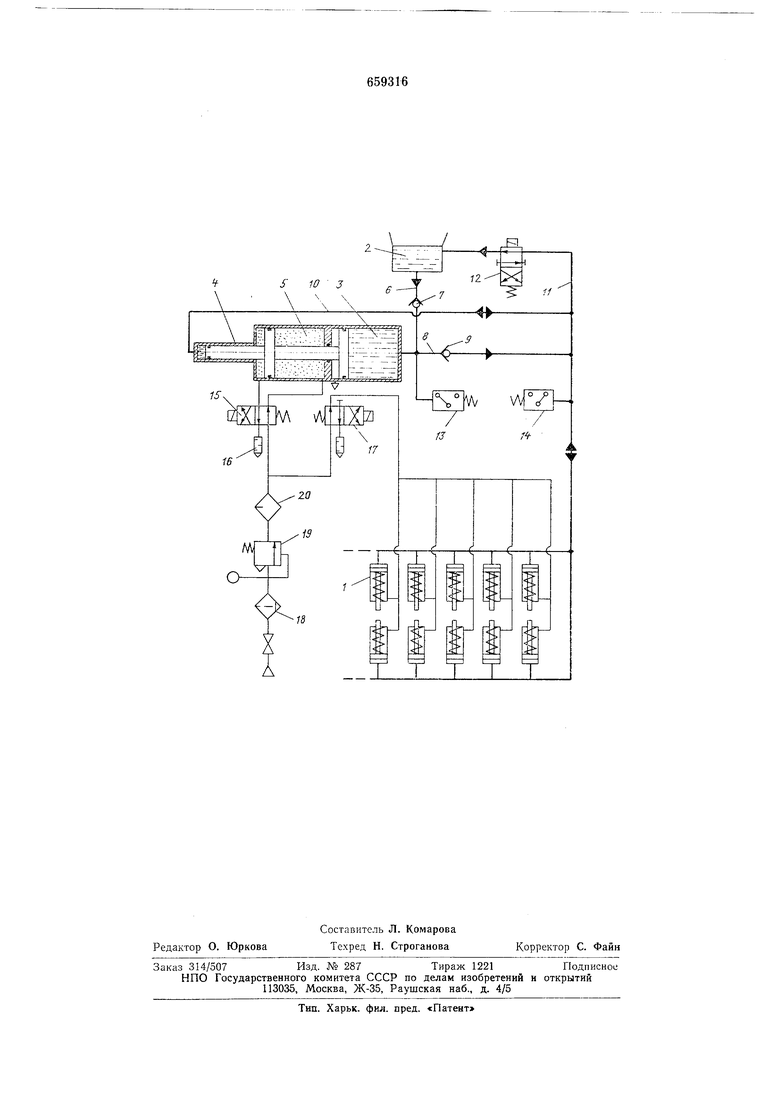
На чертеже изображена схема предлагаемой пневмогидравлической системы многоэлектродной машины для контактной сварки.
Система имеет сварочные пистолеты 1, соединенные трубопроводами с расщирительным баком 2, пневмогидравлическим питающим устройством 3 и преобразователем давления 4. Питающее устройство 3 и преобразователь давления 4 сблокированы в единый конструктивный узел в виде соосно установленных пневмоцилиндра 5 и гидроцилиндра с поршнями, жестко закрепленными на общем штоке, причем пневмоцилиндр 5 (двойного действия) при ходе поршня вправо приводит в действие питающее устройство 3, а при ходе поршня влево привадит в действие преобразователь давления 4. Гидроцилиндр питающего устройства 3 соединен с расширительным баком 2, всасывающим трубопроводом 6 через обратный клапан 7, а со сварочными пистолетами 1 - нагнетательным трубопроводом S также чер-ез обратный- клапан 9. Сварочные пистолеты 1 соединены напорным трубопроводом 10 с гидрокамерой преобразователя давления 4, а -с расширительным баком 2 -сливным трубопроводом // через запорный клапан 12.
Для контроля за давлением масла в системе и для управления ее работой на нагнетательном трубопроводе 8 установлено реле давления 13 (низкого давления), а на напорном трубопроводе 10 - реле давления 14 (высокого давления).
Приводной пневмоцилиндр 5 подключен к иневмосети через воздухораспределитель 15 с глушителем щума 16. Через воздухораспрвделит1ель 17 осуществляется питание сварочных пистолетов / при возврате их в исходное положение, так как одних пружии недостаточно для отрыва электродов от свариваемого изделия.
Система снабжена приборами для подготовки воздуха: влагоотделителем 18, регулятором давления 19 и маслораснылителем 20.
Гидравлическая часть системы заполняется минеральным маслом, а пневматическая часть подключается к промышленной п невм о сети.
Пневмогидравлическая система работает следующим образом.
При подаче сжатого воздуха через воздухораспределитель 15 в левую полость пневмоцилиндра 5 (правая полость иневмоцилиндра 5 и воз-душные полости сварочных пистолетов / соединяются с атмосферой) порщень питающего устройства 3 вытесн5:ет масло ,из гидрав тического цилиндра ио нагнетательному трубопрорюду 8 к сварочным пистолетам / и по напорному трубопроводу 10 в гвдрокамеру преобразователя давлепня 4 (клаиан 12 в это время закрыт). Сварочные пистолеты / предварительно сжимают свариваемые детали при низком давлении масла в системе, равном давлению воздуха в пневмосети. По достижении заданного давления срабатывает реле давления 13, которое дает команду (сигнал) на переключение воздухораспределителя 15. В результате этого переключения воздух подается в правую полость пиевмоцилиндра 5, а из полости уходит в атмосферу. Г1невмоцилиндр 5 работает уже как привод преобразователя давления 4, создавая в гидрокамере преобразователя, а через ьапорный трубопровод 10 и в сварочных пистолетах 1 высокое давление, которое во столько раз больще давления сжатого воздуха, во сколько раз площадь поршня больше площади штока, находящегося в контакте с жидкостью. По достижении заданного давления в системе срабатывает реле давления 14, дающее команду на цикл сварки. По окончании сварки открывается клапан 12, и масло из сварочных пистолетов / и из гидрокамеры преобразователя давления 4 вытесняется в расщирительный бак 2, а из него но всасывающему трубопроводу 6 перетекает в гидравлический цилиндр питающего устройства 3. Для надежного отрыва электродов от сваренного изделия одновременно с запорным клапаном 12 срабатывает воздухораспределитель 17, с помощью которого воздух направляется г, сварочные нистолеты. Система приходит в первоначальное состояние.
Объединение игггающего устройства и преобразователя давления в один блок с
общим приводным пневмоцилиндром двойного действия ynpoui,aeT конструкцию системы, сокращая количество конструктивных узлов, позволяет повысить КПД ее за счет снижения расхода сжатого воздуха и исключения холостых ходов и повысить эксплуатационную надежность.
Отсутствие хс.чостых ходов в узлах системы исключает повыщенный износ трущихся деталей, и это сказывается на их долговечности (надежности).
Наличие расширительного блока позволяет обеспечить подпитку системы, что также noBbiU-aieT эксплуатационную надежность ее.
Кроме того, отсутствие непосредственного контакта масла со сжатым воздухом исключает так называемое «газирование масла, что также делает систему надежноГг.
Использование системы возможно ка;; при небольщом, так и при значительном количестве сварочных нистолетов.
Формула изобр.етения
Пневмогидравлическая система многоэлектродной мащины для контактной сварки, содержащая соединенные трубоировод ми со сварочными пистолетами пневмогидравлическое питающее устройство и преобразователь давления, управляемые при помощи воздухораспределителей, отличающаяся тем, что, с целью повышения эксплуатационной надел ности и КПД системы при упрощении конструкции, она снабжена расширительным баком, всасывающим трубопроводом с обратным клапаном, соединяющим гидравлическую камеру питающего устройства с расширительным баком, нагнетательным трубопроводом с обратным
клананом, соединяющим упомянутую камеру со сварочными пистолетами, и сливным трубопроводом с запорным клапаном, соединяюш,а1м сварочные пистолеты с расширительным баком, при этом питающее устройство и преобразователь давления выполнены в виде соосно установленных пневмоцилиидра двойного действия и двух гидроцилиидров с порщнями, жестко закрепленными на общем штоке.
Источники информации, принятые во внимание при экспертизе:
1.Электрическая промыщленность. Пиформационный научно-технический сборник,
вьшуск 3(30). «Электросварка, 1975, с. 20.
2.Гуляев А. И. Технология точечной и рельефной сварки сталей. М., «Машиностроение, 1969, с. 192-193, рис. 117а.
3.Кочановский Н. Я. Машины для контактной электросварки. Л., 1954, с. 349,
фиг. 13-19.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения покрытий | 1978 |
|
SU968924A2 |
| МАШИНА ДЛЯ МНОГОЭЛЕКТРОДНОЙ ТОЧЕЧНОЙ СВАРКИ КОРОБЧАТЫХ КОНСТРУКЦИЙ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU251111A1 |
| Аппарат для нанесения высоковязких лакокрасочных материалов | 1986 |
|
SU1327988A1 |
| СПОСОБ РАБОТЫ И УСТРОЙСТВО ГИДРАВЛИЧЕСКОГО ПРИВОДА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2279989C2 |
| Автоматическая установка поддержания давления и заполнения | 2017 |
|
RU2696291C2 |
| Пневмагидравлический привод многоместных зажимных приспособлений технологического оборудования | 1977 |
|
SU992153A1 |
| Установка для нанесения покрытий | 1974 |
|
SU579034A1 |
| МНОГОЦЕЛЕВОЙ ТЕПЛОВОЙ ПУНКТ | 2013 |
|
RU2546415C1 |
| Окрасочная установка безвоздушного распыления | 1977 |
|
SU710650A1 |
| Установка для нанесения покрытий | 1980 |
|
SU959835A1 |