Предлагаемая машина предназначена для свар.ки различных коробчатых конструкций из тонколистовой стали. Данное свариваемое изделие представляет собой корпус коробчатого типа, к наружным поверхностям которого предъявляются повышенные требования t точки зрения их качества после сварки. Наличие отбортовок затрудняет подвод электродов к месту -сварки изнутри свариваемого изделия.
Известны машины для точечной сварки коробчатых конструкций с электродами, установленными на качающейся консоли.
Однако в таких машинах сварочный ток и сварочное усилие .подводятся к электродам, пр,и этом .все усилия, возникаюш,ие при сварке, воспринимаются станиной установки. Кроме того, установка сварочных трансформаторов вдали от сварочных электродов увеличивает длину гибких медных шин, ухудшает работу вторичного контура и увеличивает его размеры и разме|ры трансформаторов, а также увеличивает расход электроэнергии.
Предлагаемая машина отличается тем, что в ней установлены основные узлы на качающейся консоли, при этом .шунтирующие элементы снабжены индивидуальными приводами поджатия их к свариваемому изделию. Одним и тем же малым количеством сварочных пистолетов, например четырьмя, можно сваривать большее количество точек, например
двенадцать, составляющих сварные швы, ориентированные под различными углами друг к другу и расположенные на различных вертикальных плоскостях ,в труднодоступных iMeстах. Подвод и отвод электродов к местам сварки изнутри изделия возможен благодаря раздвил ению и сближению электродов сварочной головки. Малое количество сварочных пистолетов дает возможность применить пневмогидравлические преобразователи давления, а не насосную станцию, что упрощает машину и делает ее более удобной в эксплуатации. Односторонний подвод сварочного тока изнутри свариваемого изделия уменьшает сварочный контур и обеспечивает требуемую чистоту наружных поверхностей изделия после сварки. В машине .предусмотрены регулировочные болты для .перестройки на сварку изделий различных типоразмеров.
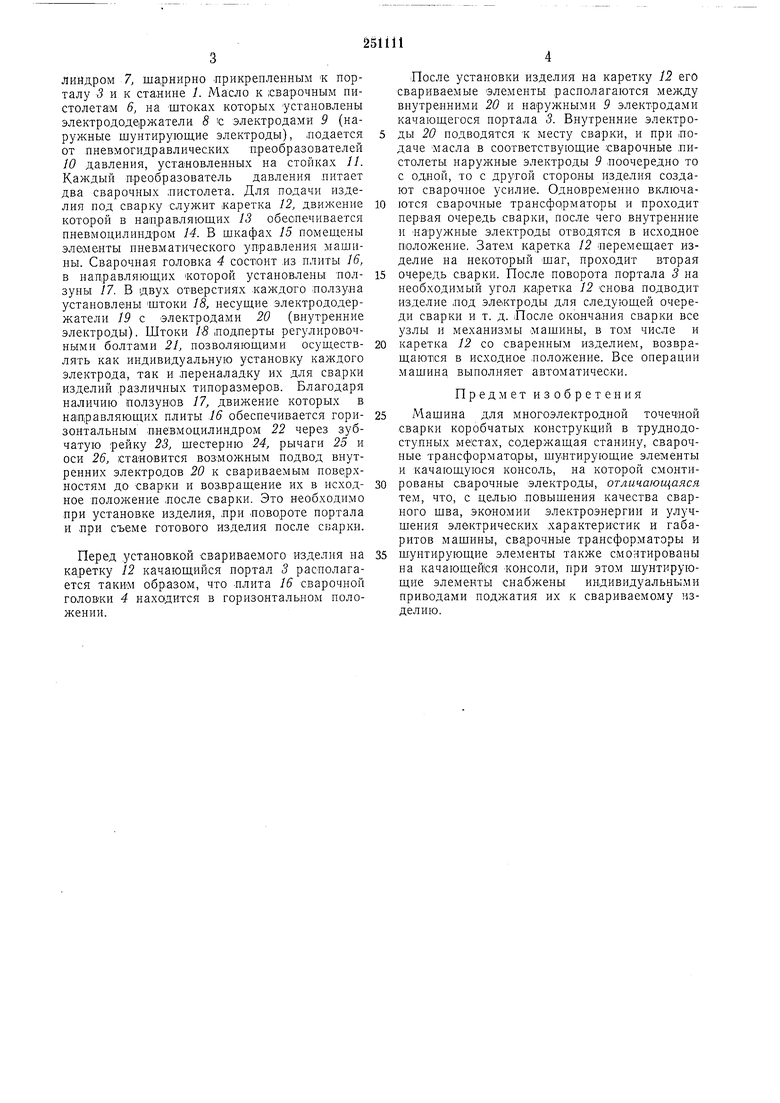
На фиг. 1 изображена машина для многоэлектродной точечной сварки; на фиг. 2 - портал со смонтированной на нем сварочной головкой; на фиг. 3 - изделие, свариваемое на предлагаемой машине.
Машина содержит станину 1, на которой в двух подшипниках 2 установлен качающийся портал 3, служащий основанием для сварочной головки 4, сварочные трансформаторы 5 и сварочные гидравлические пистолеты 6. Калиндром 7, шарнирно -прикрепленным к порталу чЗ и к станине 1. Масло к ;свар:очным пистолетам 6, на штоках которых установлены электрододержатели 8 с электродами 9 (наружные шунтирующие электроды), подается от пневмогидравлических преобразователей 10 давления, установленных на стойках 11. Каждый преобразователь давления ннтает два сварочных листолета. Для подачи изделия под сварку служит каретка 12, движение которой в на правляющих 13 обеспечивается пневмоцилиндром 14. В шкафах 15 помещены элементы пневматиче:ского управления машины. Сварочная головка 4 состоит ,из плиты 16, в направляющих которой установлены ползуны /7. В двух отверстиях .каждого ползуна установлены штоки 18, несущие электрододержатели 19 с электродами 20 (внутренние электроды). Штоки М подперты регулировочными болтами 21, позволяющими осуществлять как индивидуальную установку каждого электрода, так и переналадку их для сварки изделий различных типоразмеров. Благодаря наличию ползунов 17, движение которых в направляющих плиты 16 обеспечивается горизонтальным пневмоцилиндром 22 через зубчатую рейку 23, щестерню 24, рычаги 25 и оси 26, становится возможным подвод внутренних электродов 20 к свариваемым поверхностям до сварки и возвращение их в исходное положение после сварки. Это необходимо при установке изделия, при повороте портала и при съеме готового изделия после срзарки.
Перед установкой свариваемого изделия на каретку 12 качающийся портал 3 располагается такИМ обр-азом, что плита 16 сварочной головки 4 находится в горизонтальном положении.
После установки изделия на каретку 12 его свариваемые элементы располагаются между внутренними 20 и наружными 9 электродами качающегося портала 3. Внутренние электроды 20 подводятся к месту сваркн, и при подаче масла в соответствующие сварочные пистолеты наружные электроды 9 поочередно то с одной, то с другой стороны изделия создают сварочное усилие. Одновременно включаются сварочные трансформаторы и проходит первая очередь сварки, после чего внутренние и наружные электроды отводятся в исходное положение. Затем каретка 12 перемещает изделие на некоторый щаг, проходит вторая очередь сварки. После поворота портала 3 на необходимый угол каретка 12 снова подводит изделие под электроды для следующей очереди сварки и т. д. После окончания сварки все Ззлы и механизмы машины, в том числе и каретка 12 со сваренным изделием, возвращаются в исходное положение. Все операции мащина выполняет автоматически.
Предмет изобретения
Машина для многоэлектродной точечной сварки коробчатых конструкций в труднодоступных местах, содержащая станину, сварочные трансформаторы, шунтирующие элементы и качающуюся консоль, на которой смонтированы сварочные электроды, отличающаяся тем, что, с целью повышения качества сварного шва, экономии электроэнергии и улучшения электрических характеристик и габаритов машины, сварочные трансформаторы и шунтирующие элементы также смонтированы на качающейся консоли, при этом щунтирующие элементы снабжены индивидуальными приводами поджатия их к свариваемому изделию.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU321333A1 |
| Многоэлектродная машина для контактной точечной сварки | 1985 |
|
SU1382620A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1966 |
|
SU183300A1 |
| Многоэлектродная машина для контактной точечной сварки коробчатых изделий | 1983 |
|
SU1082585A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1750889A1 |
| Машина для контактной точечной сварки | 1969 |
|
SU316296A1 |
| Машина для контактной сварки | 1977 |
|
SU692708A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU321330A1 |

г 2
