о П и C A Н и Ё ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
(61) Дополнительное к авт. свид-ву 305043
(22)Заявлено 08.07.76 (21) 2387985/25-08 с нрисоединением заявки № -
(23)Приоритет -
(43) Опубликовано 30.04.79. Бюллетень N° 16 (45) Дата опубликования описания 30.04.79 (72) Авторы изобретения (71) Заявитель
fViTO/l . ;-ic ruA;-.,-.-:VCH v; I 6--6; -:-. f-л p Д
659371
(И)
(51) М. Кл.2
В 24В 39/04
(53) УДК 621.923.77 (088.8) Г. Ф. Шатуров, Б. М. Лачев и Б. М. Шарапов Могилевский филиал Физико-технического института АН Белорусской ССР

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обкатывания торовым роликом | 1976 |
|
SU659371A2 |
| СПОСОБ ОБКАТБ1ВАНИЯ ТОРОВЫМ РОЛИКОМ1 r\.'^.r'--^Ci' ^^ я I-- f- Ч ! j L.L.c.\--w.'.-.-^-'' •'•" If --"Л -.•'•\»?,ч„>&!иГ' !.' •)''!Ji;:.i::.V;:"^^- i-l"«--' --^'l ьдВЛу'О "ITHA \~ii-i 111*"' | 1971 |
|
SU305043A1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей | 1988 |
|
SU1632751A1 |
| Способ механической обработки | 1991 |
|
SU1773564A1 |
| Способ чистовой обработки пластическим деформированием торцевых поверхностей деталей | 1991 |
|
SU1776225A3 |
| Способ упрочняюще-чистовой обработки | 1985 |
|
SU1323351A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ точения сложных поверхностей | 1990 |
|
SU1722698A2 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| РОЛИК ОБКАТНОЙ МУЛЬТИРАДИУСНЫЙ | 2013 |
|
RU2557377C2 |
(54) СПОСОБ ОБКАТБ1ВАНИЯ ТОРОВЫМ РОЛИКОМ
1
Изобретение относится к области машиностроения и может быть применено для иоверхностного упрочнения поверхностей металлических изделий и является усовершенствованием известного способа, описанного в авт. св. N° 305043.
В основном авт. св. № 305043 торовому ролику сообщают планетарное вран;епие вокруг оси, параллельно смеш,снной относительно его геометрической оси, с одиовременным возвратно-поступательным перемешением вдоль оси вращения, причем планетарное и поступательное движения ролика кинематически связаны между собой и противоположны по знаку относительно обрабатываемой поверхности.
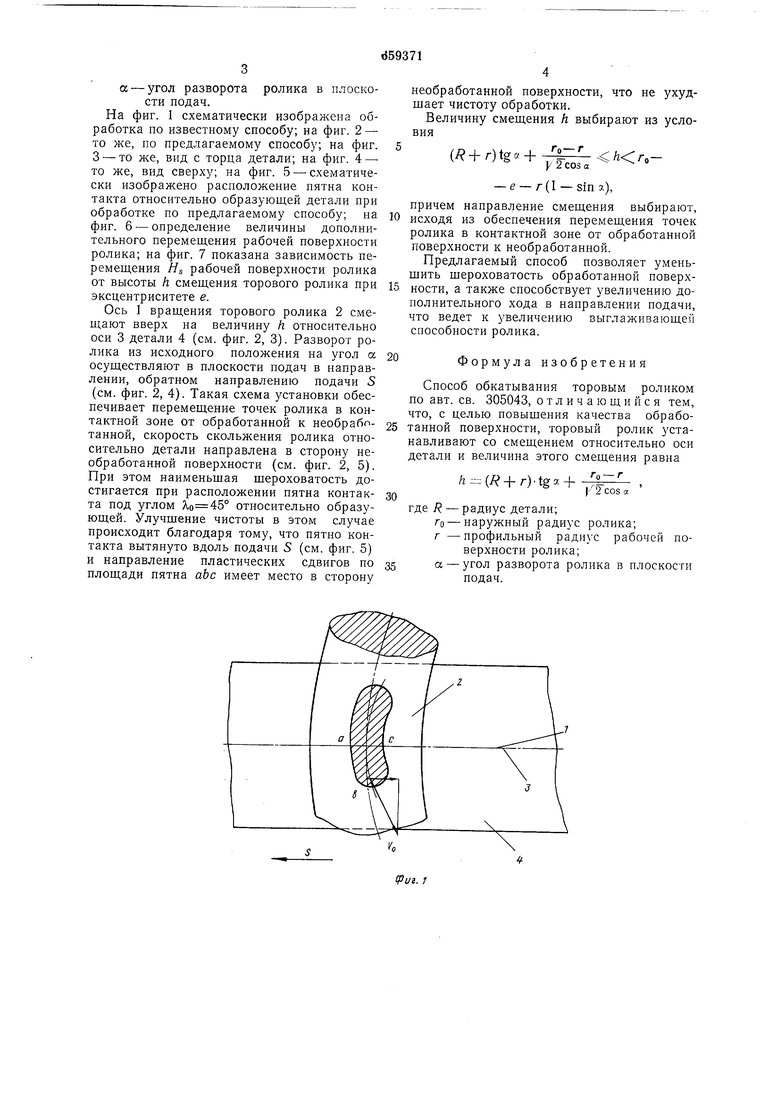
Известный способ обработки обеспечивает серповидное пятно контакта ролика с деталью, симметрично расположенное относительно оси детали (см. фиг. 1), края которого загнуты в сторону обработанной поверхности. Точки ролика на линии ас, как наименее удаленные от оси детали, формируют обрабатываемую поверхность. На части пятна аЬс контакта ролика с деталью, лежащей ниже оси детали, скорость скольжения УО ролика относительно последней направлена в сторону обработанной поверхности, т. е. имеет направление, противоположное направлению подачи. В результате
окончательно сформированная поверхность на линии flc претерпевает вторичную пластическую деформацию но илощади пятна аЬс с направлением сдвигов в сторону обработанной поверхности. Эти вторичные сдвиги увеличивают шероховатость улчс сформированной новерхности. Малые дополнительные перемещения рабочей поверхности ролика в осевом направлении, обусловленные эксцентриситетом, не обеспечивают значительного уменьшения этой шероховатости. Все это сказывается на уменьшении производительности процесса, поскольку для достижения высоких классов чистоты новерхности необходимо обрабатывать с малыми продольными подачами.
Целью изобретения является улучшение качества обработанной поверхности и повышение производительности труда.
Цель достигается тем, что торовый ролик устанавливают со смещением относительно оси детали на величину, равную
Го -г
h. (R + r)ig. +
2 cos а
где R - радиус детали;
г - профильный радиус рабочей поверхности ролика; 30Го - наружный радиус ролика;
OT - угол разворота ролика в плоскости подач.
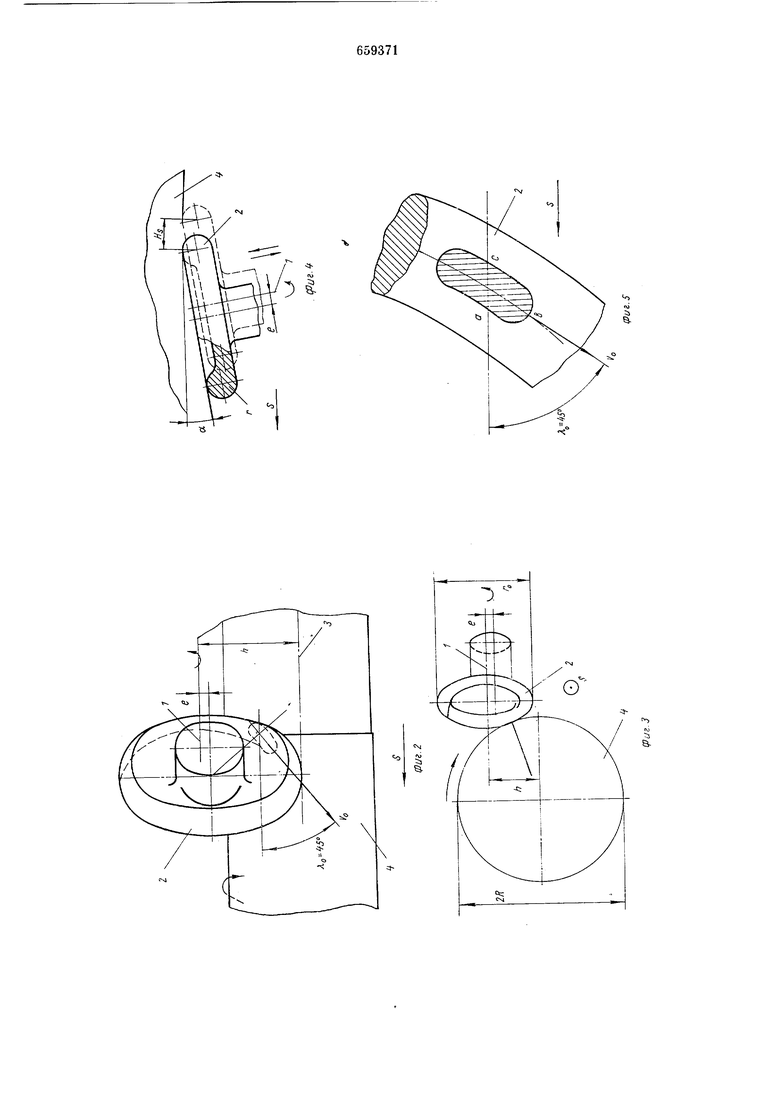
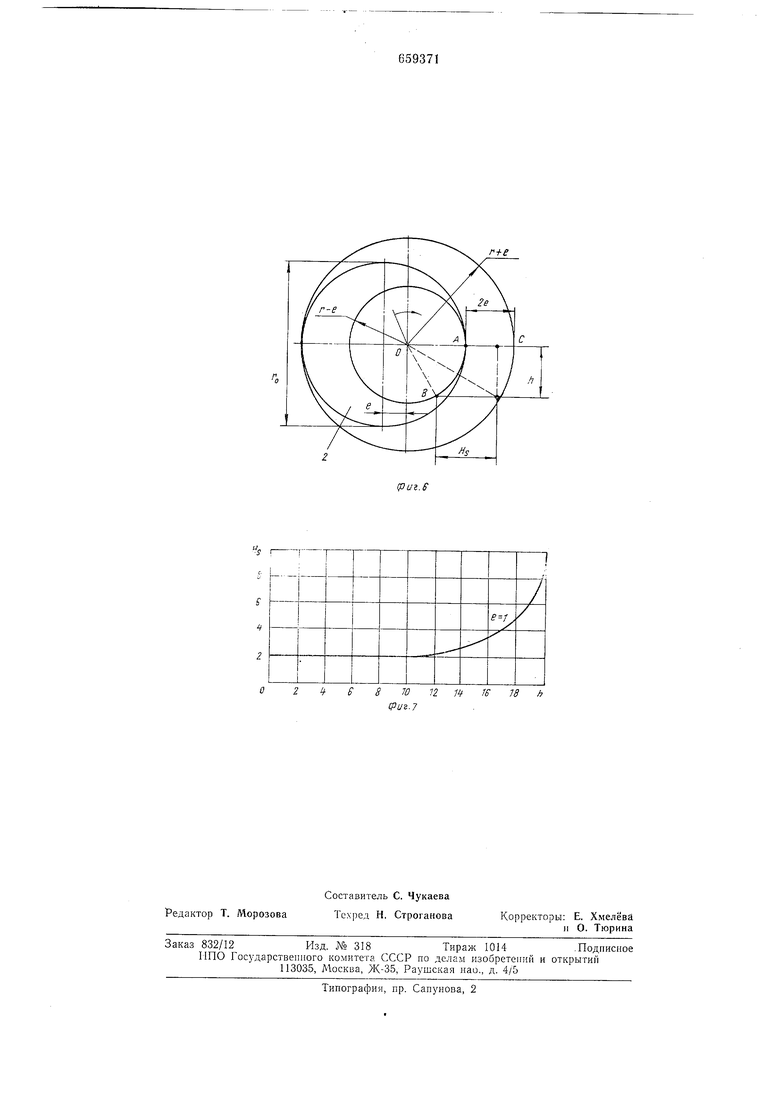
На фиг. 1 схематически изображена обработка по известному способу; на фиг. 2 - то же, по предлагаемому способу; на фиг. 3 -то же, вид с торца детали; на фиг. 4 - то же, вид сверху; на фиг. 5 -схематически изображено расположение пятна контакта относительно образующей детали при обработке по предлагаемому способу; на фиг. 6 - определение величины дополнительного перемещения рабочей поверхности ролика; на фиг. 7 показана зависимость перемещения HS рабочей поверхности ролика от высоты h смещения торового ролика при эксцентриситете е.
Ось 1 вращения торового ролика 2 смещают вверх на величину h относительно оси 3 детали 4 (см. фиг. 2, 3). Разворот ролика из исходного положения на угол ос осуществляют в плоскости подач в направлении, обратном направлению подачи 5 (см. фиг. 2, 4). Такая схема установки обеспечивает перемещение точек ролика в контактной зоне от обработанной к необработанной, скорость скольжения ролика относительно детали направлена в сторону необработанной поверхности (см. фиг. 2, 5). При этом наименьшая шероховатость достигается при расположении пятна контакта под углом относительно образующей. Улучшение чистоты в этом случае происходит благодаря тому, что пятно контакта вытянуто вдоль подачи 5 (см. фиг. 5) и направление пластических сдвигов по площади пятна аЪс имеет место в сторону
необработанной поверхности, что не ухудшает чистоту обработки.
Величину смещения h выбирают из условия
« + г« +
- е - /-(1 - sin s),
причем направление смещения выбирают, исходя из обеспечения перемещения точек ролика в контактной зоне от обработанной поверхности к необработанной.
Предлагаемый способ позволяет уменьшить щероховатость обработанной поверхности, а также способствует увеличению дополнительного хода в направлении подачи, что ведет к увеличению выглаживающей способности ролика.
Формула изобретения
Способ обкатывания торовым роликом по авт. св. 305043, отличающийся тем, что, с целью повышения качества обработайной поверхности, торовый ролик устанавливают со смещением относительно оси детали и величина этого смещения равна
Az:.()-tga+-У2 cos а
радиус детали;
наружный радиус ролика;
профильный радиус рабочей поверхности ролика;
угол разворота ролика в плоскости подач.
i
2
г+е
Ю 12 /4- IS 18 h (Риг.7
