Изобретение относится к обработке материалов резанием, может найти применение при изготовлении некруглых валов профильных моментопередающих соединений и является дополнительным к авт. св. № 982845.
Известный способ точения сложных поверхностей включает кинематически взаимосвязанные вращательные движения заготовки и эксцентрично установленного круглого резца относительно их осей, расположенных перпендикулярно/и продольное перемещение резца относительно заготовки.
Недостатком известного способа является то, что в процессе обработки точка контакта резца с обработанной поверхностью непрерывно перемещается в направлении подачи со скоростью, отличной от скорости движения подачи. По этой причине линия перехода между обработанной и обрабатываемой поверхностями представляет собой пространственную кривую, что исключает возможность точения некруглой поверхности, расположенной на части длины заготовки из-за неправильной формы перехода между круглой и некруглой поверхностями изделия. Поэтому известный способ позволяет обрабатывать детали только на проход, что ограничивает его технологические возможности.
Цель изобретения - расширенте технологических возможностей.
Поставленная цель достигается тем, что заготовке и эксцентрично установленному круглому резцу сообщают взаимосвязанные вращательные движения вокруг их взаимно перпендикулярных осей и относительное движение подачи, при этом резцу сообщают дополнительное возвратно-поступательное перемещение в направлении подачи, согласованное с его вращательным движением зависимостью a- Isln р, где а - дополнительное перемещение резца в направлении подачи; р- угол поворота резца; I - эксцентриситет установки резца.
За счет того, что резцу в направлении подачи сообщают дополнительное возвратно-поступательное перемещение, согласованное с его вращением по приведенной зависимости, траектория точки контакта резца с обработанной поверхностью представляет собой кривую, расположенную в плоскости, перпендикулярной оси вращения заготовки, т. е. профиль обработанной поверхности. Тем самым обеспечивается возможность обрабатывать некругяые поверхности не только на проход, но и на части длины заготовки, обеспечивая при этом галтельный переход правильной геометрической формы между некруглой и круглой поверхностями изделия. Тем самым расширяются технологические возможности предлагаемого способа по сравнению с известным.
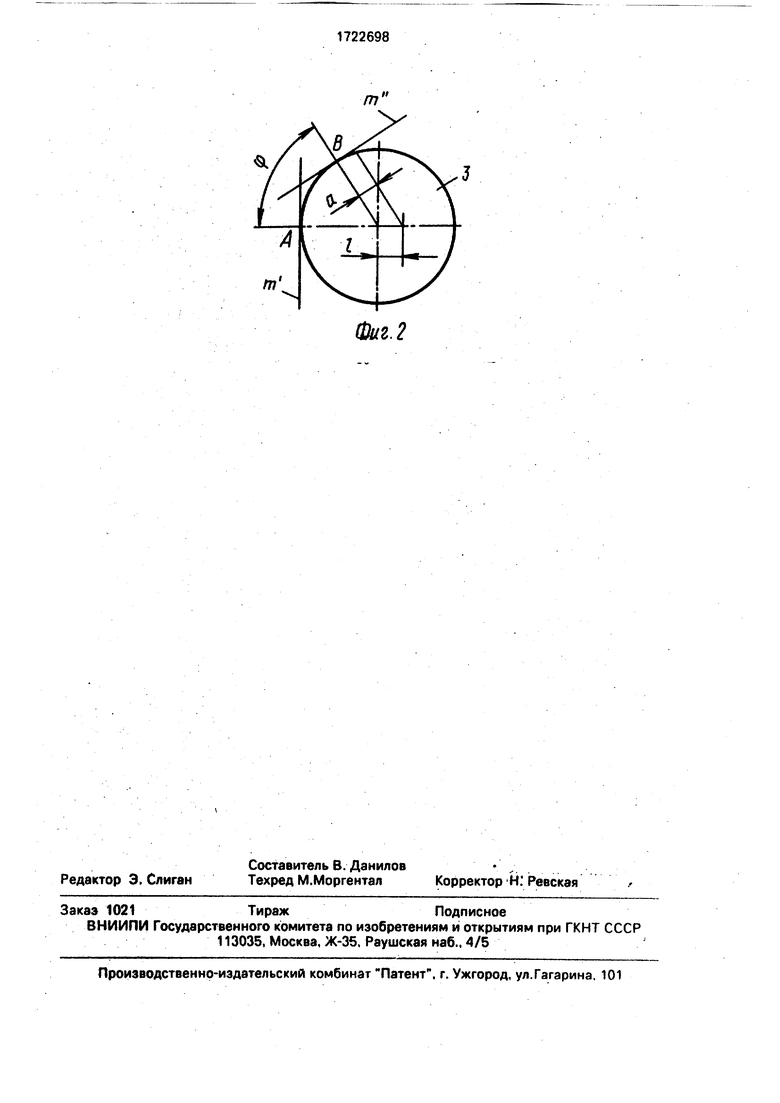
На фиг. 1 изображена кинематическая схема способа точения; на фиг. 2 - схема контакта круглого резца с образующими обработанной некруглой поверхности.
Многогранную поверхность 1 на заготовке 2 обрабатывают круглым резцом 3, который устанавливают с возможностью вращения вокруг оси 4, перпендикулярной
оси 5 заготовки 2. Резец 3 устанавливают эксцентрично так, что его геометрическая ось б параллельна оси 4 отстоит от нее на расстояние I, равное половине высоты выступов, т. е.
-.(1)
где RO - максимальный радиус профиля;
г - минимальный радиус профиля обработанной поверхности.
В процессе обработки заготовке 2 сообщают вращение В1 с частотой щ вокруг оси 5, а резцу 3 - согласованное с ним
вращение Ва с частотой па вокруг оси 4 и прямолинейное движение подачи Пз вдоль оси 5. Отношение частот вращательных движений резца и заготовки задают равным числу выступов (граней) N обработанной
поверхности. Одновременно с этими движениями резцу сообщают относительное возвратно-поступательное движение П, согласованное с его вращением В2 зависимостью
а Isin (p,(2)
где а - текущее значение перемещения резца в движении Щ;
р - угол поворота резца,
Вращение резца и его возвратно-поступательное перемещение синхронизируют таким образом, чтобы смещение точки контакта вдоль образующей некруглой
поверхности вследствие вращения резца компенсировалось его возвратно-поступательным движением.
Зависимость (2) получена следующим образом.
В момент профилирования некруглой поверхности на радиусе г резец 2 контактирует с образующей m этой поверхности в точке А (фиг. 2), при этом данная точка рас- ; положена на перпендикуляре образующей
m , проходящем через ось 4 вращения резца. После поворота резца в движении В2 вокруг оси 4 на некоторый угол р резец контактирует с образующей т некруглой поверхности в точке В, которая смещена от указанного перпендикуляра на расстояние а Isin p.
Так как резец вращается непрерывно, то точка контакта резца с образующей некруглой поверхности совершает гармоническое колебание вдоль нее с амплитудой, равной 21. За счет того, что резцу сообщают возвратно-поступательное движение П4, указанная точка контакта постоянно находится в плоскости, перпендикулярной оси 5 заготовки, поэтому обеспечивается обработка изделия с галтельным переходом от не круглой и круглой части в виде торовой поверхности, что невозможно при обработке известным способом.
Скорость резания V при обработке предлагаемым способом равна геометрической сумме окружных скоростей резца и заготовки в зоне резания и с достаточной точностью
V«jrniVD + N2d2.
где D - диаметр заготовки (цилиндрической части изделия);
d - диаметр резца.
о Поэтому заготовке сообщают вращение с частотой
V
П1
ttVo2-fN2d2
Пример. Параметры обрабатываемого изделия: материал - сталь 45Х; диаметр круглой части D 85 мм; максимальный радиус профиля некруглой части R0 40 мм; минимальный радиус некруглого профиля г 35 мм; количество выступов (граней) .
Параметры круглого резца: диаметр d 40 мм; материал режущей части - быстрорежущая сталь Р6М5.
Режим резания: скорость резания V 35 м/мин; подача ,3 мм/об.
Для обработки некруглой поверхности резец устанавливают относительно оси его вращения с эксцентриситетом
Частота вращения заготовки при заданной скорости резания
7rVo2+N2d2
35 10J
V85Z +3 -40
75,7 мин
1
Настраивают: частоту вращения заго- товки мин , частоту вращения резца в N раз больше, мин .
В процессе обработки заготовки сообщают вращение с частотой , резцу - с частотой , подачу ,3 мм/об заготовки и возвратно-поступательное движение, которое согласуют с вращением заготовки зависимостью
а l-sln ip- 2,5 sin p ,
где а - текущее значение перемещения резца в возвратно-поступательном движении;
угол поворота резца.
Направление вращения резца и его возвратно-поступательное перемещение согласуют между собой таким образом, что смещение точки контакта вдоль образующей некруглой поверхности вследствие эксцентричной установки резца компенсируется его перемещением в возвратно-поступательном движении.
При сообщении указанных движений точка контакта резца с некруглой понерх- ностью, при отключении в конце прохода подачи, расположена в плоскости, перпендикулярной оси заготовки, а переход от некруглой к круглой части предоставляет торовую поверхность, пересечением которой с цилиндрической частью изделия является окружность. Такая форма перехода позволяет обрабатывать изделия с фланцем на конце, что невозможно при использовании известного способа,поэтому предлагаемый способ имеет более широкие
технологические возможности,
Формула изобретения Способ точения сложных поверхностей по авт. св. № 982845, отличающийся
тем, что, с целью расширения технологических возможностей/ резцу дополнительно сообщают возвратно-поступательное перемещение в направлении подачи, согласованное с вращательным движением резца зависимостью
,
где а - величина возвратно-поступательного перемещения резца в направлении подачи;
р - угол поворота резца;
I - эксцентриситет установки резца,
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ точения многогранной поверхности | 1989 |
|
SU1668045A1 |
| Способ токарной обработки некруглых поверхностей | 1991 |
|
SU1816534A1 |
| Способ точения сложных поверхностей | 1988 |
|
SU1553249A1 |
| Способ точения многогранных поверхностей | 1989 |
|
SU1748957A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ точения многогранных поверхностей | 1988 |
|
SU1623839A1 |
| СПОСОБ ВИБРАЦИОННОГО РЕЗАНИЯ И ВИБРАЦИОННЫЙ РЕЗЕЦ | 2007 |
|
RU2356700C1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2004 |
|
RU2254964C1 |
Изобретение относится к обработке резанием и применяется в машиностроении при изготовлении некруглых валов профильных соединений. Точение осуществляют круглым эксцентрично установленным резцом 3. Резцу и заготовке 1 сообщают взаимосвязанные вращательные движения и относительное движение подачи. Одновременно резцу сообщают возвратно-поступательное перемещение вдоль образующей обработанной поверхности, которое согласуют с вращением резца таким образом, чтобы точка контакта его с обработанной поверхностью при выключенном движении подачи постоянно находилась в плоскости, перпендикулярной оси вращения заготовки. 2 ил.
| Способ точения сложных поверхностей | 1980 |
|
SU982845A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
