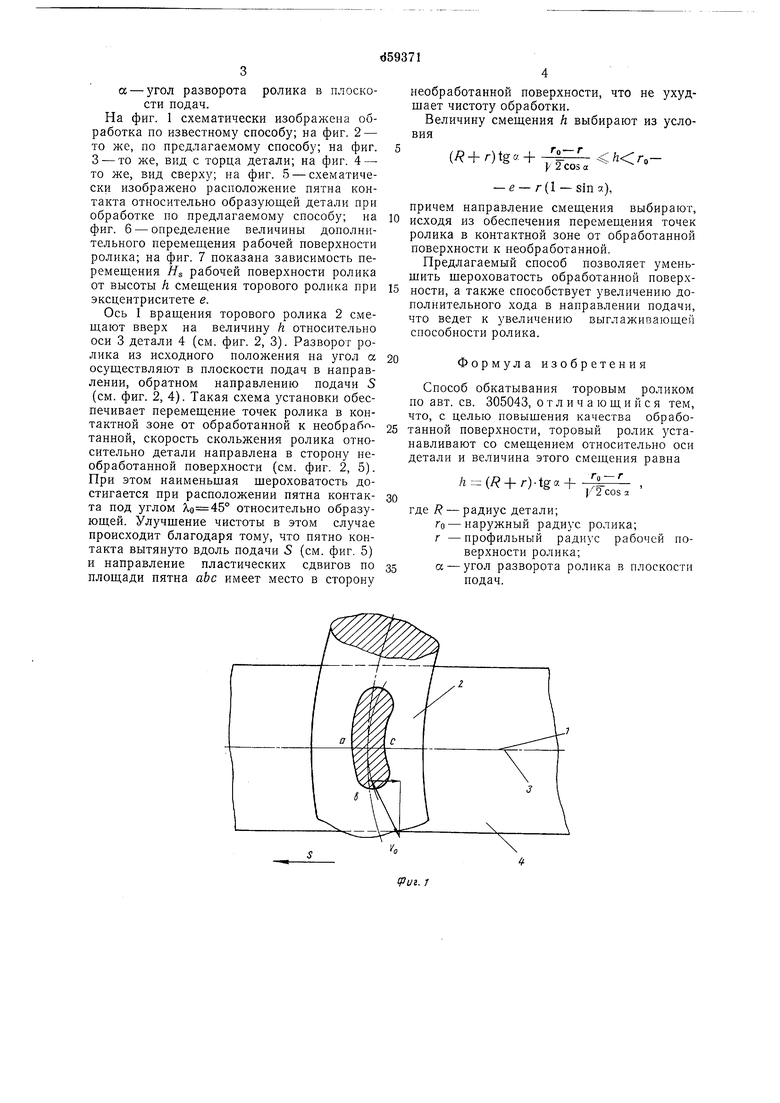
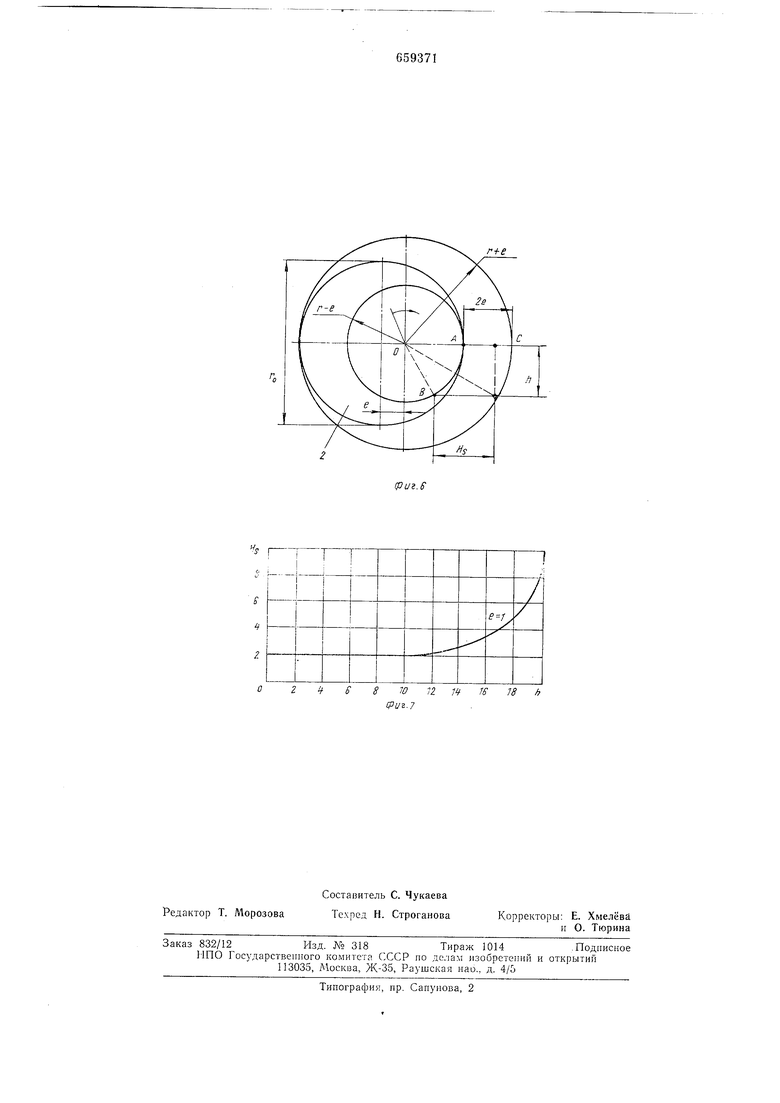
ct - угол разворота ролика в плоскости подач. На фиг. 1 схематически изображена обработка по известному способу; на фиг. 2 - то же, по предлагаемому способу; на фиг. 3 -то же, вид с торца детали; на фиг. 4 - то же, вид сверху; на фиг. 5 - схематически изображено расположение пятна контакта относительно образующей детали при обработке по предлагаемому способу; на фиг. 6 -определение величины дополнительного перемещения рабочей поверхности ролика; на фиг. 7 показана зависимость перемещения Я рабочей поверхности ролика от высоты h смещения торового ролика при эксцентриситете е. Ось 1 вращения торового ролика 2 смещают вверх на величину h относительно оси 3 детали 4 (см. фиг. 2, 3). Разворот ролика из исходного положения на угол а осуществляют в плоскости подач в направлении, обратном направлению подачи 5 (см. фиг. 2, 4). Такая схема установки обеспечивает перемещение точек ролика в контактной зоне от обработанной к необработанной, скорость скольжения ролика относительно детали направлена в сторону необработанной поверхности (см. фиг. 2, 5). При этом наименьшая шероховатость достигается при расположении пятна контак та под углом относительно образующей. Улучшение чистоты в этом случае происходит благодаря тому, что пятно контакта вытянуто вдоль подачи 5 (см. фиг. 5) и направление пластических сдвигов по площади пятна аЬс имеет место в сторону еобработанной поверхности, что не ухудшает чистоту обработки. Величину смещения h выбирают из условия ()tga+-f. У 2 cos а - е - /-(1 - sin я), причем направление смещения выбирают, исходя из обеспечения перемещения точек ролика в контактной зоне от обработанной поверхности к необработанной. Предлагаемый способ позволяет уменьшить шероховатость обработанной поверхности, а также способствует увеличению дополнительного хода в направлении подачи, что ведет к увеличению выглаживающей способности ролика. Формула изобретения Способ обкатывания торовым роликом по авт. св. 305043, отличающийся тем, что, с целью повышения качества обработанной поверхности, торовый ролик устанавливают со смещением относительно оси детали и величина этого смещения равна h-(R + r)-igc,.+ cos а где R - радиус детали; Го - наружный радиус ролика; г -профильный радиус рабочей поверхности ролика; CJ - угол разворота ролика в плоскости подач.
I.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборочный автомат | 1977 |
|
SU659348A1 |
| Способ чистовой обработки пластическим деформированием торцевых поверхностей деталей | 1991 |
|
SU1776225A3 |
| Способ комбинированной обработки валов режущим и деформирующим элементами | 1991 |
|
SU1821343A1 |
| РОЛИК ОБКАТНОЙ МУЛЬТИРАДИУСНЫЙ | 2013 |
|
RU2557377C2 |
| "Способ лазерной обработки диэлектриков "ЛЭТГАН" и устройство для его осуществления" | 1989 |
|
SU1798090A1 |
| УСТРОЙСТВО ДЛЯ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ СЛОЖНОГО ПРОФИЛЯ | 2010 |
|
RU2493954C2 |
| Способ обработки сложных поверхностей | 1986 |
|
SU1393548A1 |
| Способ обработки поверхностей и торцевая фреза для его осуществления | 1982 |
|
SU1133773A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОБРАБОТКИ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365484C1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей | 1988 |
|
SU1632751A1 |

5i
Q.
2 t S 8 0 li It IS W f
r+e (риг.7
