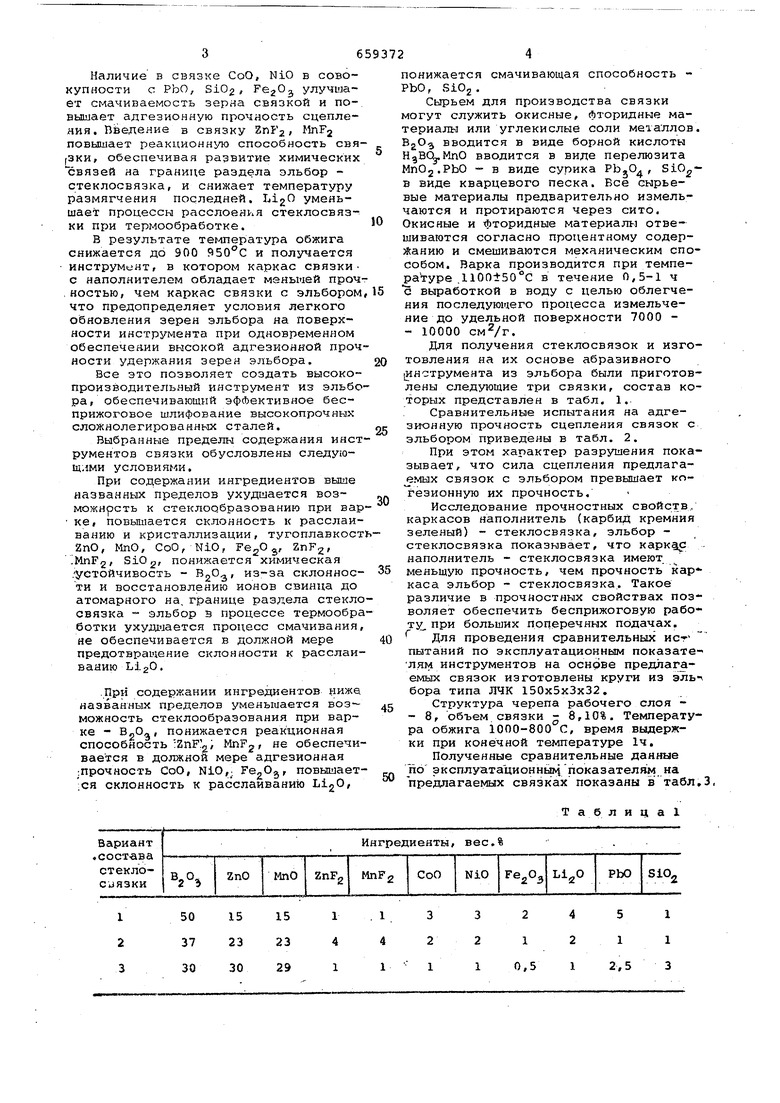
Наличие в связке СоО, NiO в совокупности с РЬО, Si02, FegO улучшает смачиваемость зерна связкой и по-. вышает адгезионную прочность сцепления. Пйедение в связку ZnF2, MnF2 повышает реакционную способность свяЗки, обеспечивая развитие химических связей на границе раздела эльбор стеклосвязка, и снижает температуру размягчения последней. LigO уменьшает процессы расслоения стеклосвязки при термообработке.
В результате температура обжига снижается до 900 950°С и получается инструмент, в котором каркас связкис наполнителем обладает меньшей прочностью, чем каркас связки с эльбором,15 что предопределяет условия легкого обновления зерен эльбора на поверхности инструмента при одновременном обеспечении высокой адгезионной прочности удержания зерен эльбора. 20
Все это позволяет создать высокопроизводительный инструмент из эльбора, обеспечиваюшнй эффективное бесприжоговое шлифование высокопрочных сложнолегированннх сталей.2К
Выбранные пределы содержания инструментов связки обусловлены следующими условиями.
При содержании ингредиентов выше названных пределов ухудшается воз- ,,.. можнрсть к стеклообразованию при варке, повышается склонность к расслаиванию и кристаллизации, тугоплавкостьZnO, МпО, СоО, NiO, FegOj, ZnFg, iMnFj, SiOg, понижается химическая .устойчивость - BgOj, из-за склонное- 35 ти и восстановлению ионов свинца до атомарного на, границе раздела стеклосвязка - эльбор 3 процессе термообработки ухуд1иается процесс смачивания, не обеспечивается в должной мере 40 предотвращение склонности к расслаивааию LigO.
.При содержании ингредиентов нижа названных пределов уменьшается воз- jg можность стеклообразования при варке - В„О, Понижается реакционная способность ZnF i MnFg, не обеспечивается в должной мере адгезионная ;.прочность СоО, NiO,; , повышает.ся склонность к расслаиванию L120,
понижается смачивающая способность РЬО, SiOg.
Сырьем для производства связки могут служить окисные, Лторидные материалы или углекислые соли металлов BgO вводится в виде борной кислоты вводится в виде перелюзита MnOj.PbO в виде сурика , виде кварцевого песка. Все сырьевые материалы предварительно измельчаются и протираются через сито. Окисные и фторидные материалы отвешиваются согласно процентному содержанию и смешиваются механическим способом. Варка производится при температуре .HOOISO C в течение 0,5-1 ч с выработкой в воду с целью облегчения последующего процесса измельчение до удельной поверхности 7000 -10000 .
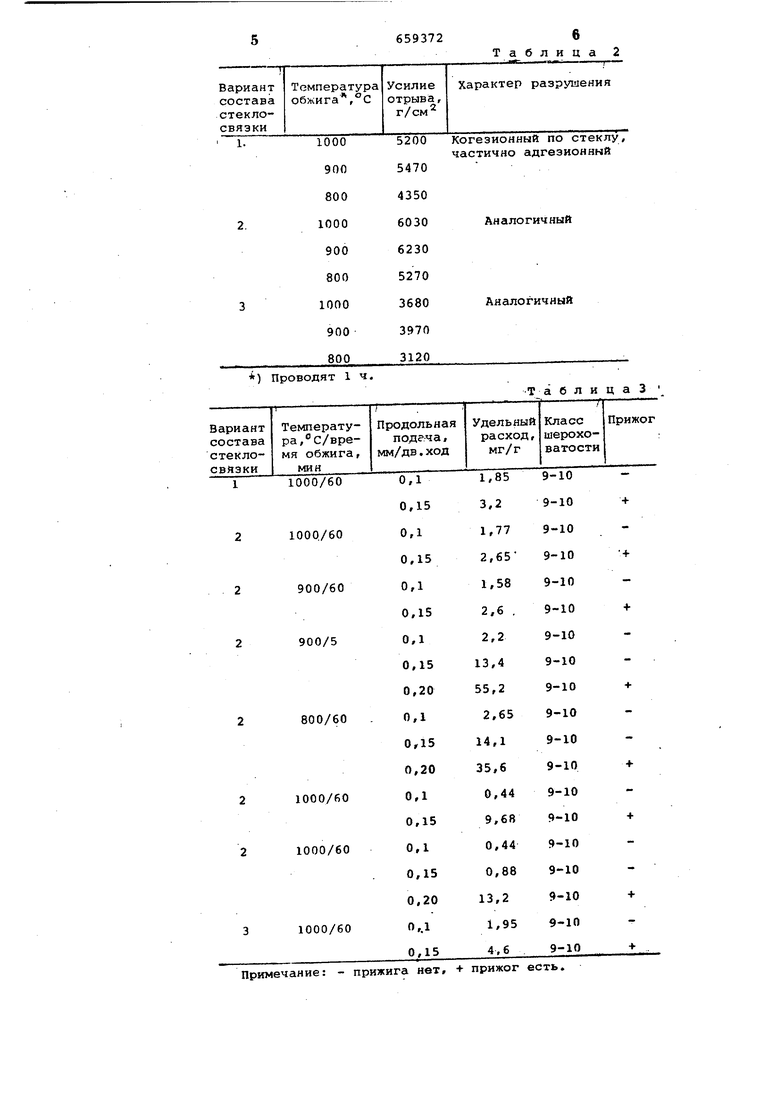
Для получения стеклосвязок и изготовления на их основе абразивного Инструмента из эльбора были приготовлены следующие три связки, состав которых представлен в табл. 1.Сравнительные испытания на адгезионную прочность сцепления связок с эльбором приведены в табл. 2.
При этом характер разрушения показывает, что сила сцепления предлага мых связок с эльбором превышает когезионную их прочность.
Исследование прочностных свойств., каркасов наполнитель (карбид кремния зеленый) - стеклосвязка, эльбор стеклосвязка показывает, что карк наполнитель - стеклосвязка имеют меньщую прочность, чем прочность каркаса эльбор - стеклосвязка. Такое различие в прочностных свойствах позволяет обеспечить бесприжоговую работу, при больших поперечных подачах. Для проведения сравнительных ист- пытаний по эксплуатационным показателям инструментов на основе предлагаемых связок изготовлены круги из эльп бора типа ЛЧК 150x5x3x32.
Структура черепа рабочего слоя -8, объем связки - 8,10%. Температура обжига 1000-800 С, время выдержки при конечной температуре 1ч,
Полученные сравнительные данные по эксплуатационньп показателям на предлагаемых связках показаны в табл.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕКЛОСВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 1993 |
|
RU2082596C1 |
| КЕРАМИЧЕСКАЯ СВЯЗКА ДЛЯ ИНСТРУМЕНТА ИЗ КУБИЧЕСКОГО НИТРИДА БОРА | 1991 |
|
RU2024465C1 |
| Керамическая связка для инструмента из эльбора | 1977 |
|
SU634924A1 |
| Абразивная смесь | 1980 |
|
SU968044A1 |
| Фритта для грунтового эмалевого покрытия | 1981 |
|
SU1014807A1 |
| Защитное покрытие для внутренней поверхности стальных труб | 2018 |
|
RU2698747C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 1994 |
|
RU2078678C1 |
| Эмаль | 1976 |
|
SU551281A1 |
| Керамическая связка для абразивного инструмента | 1976 |
|
SU604668A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1996 |
|
RU2113972C1 |
50 37 30
15 23 30
15 23 29
1 4
1
Примечание: - прижига нет, + прижог есть. 659372 Формула изобретения Стеклосвязка для изготовления нструмента из эльбора, включающая BgOj, 2пО, FegO,, РЬО и SiO, о т личаювдаяся , тем, что, с целью повышения адгезии связки к льбору, обеспечения самозатачивания5 инструмента я снижения температуры и времёни обжига, она дополнительно содержит МпО, ZnFg, ,СоО, ,Nipj, при следующем соотношений компонентов, вес.%:JQ в BjO 30-50 ZnO 15-30 8 FejOj 0,5-2 РЬО 1- 5 2 МпО 15-29 ZnFj 1-4 MnPg 1-4 СоО 1-3 N10 1-4 ZijO 1-4 Источники информации, принятые внимание при экспертизе 1. Авторское свидетельство СССР 78061, кл. С 03 С 3/14, 1970.
