в полостях валов 17, 18, с ведомой шестерней 19 дифференциального механизма.
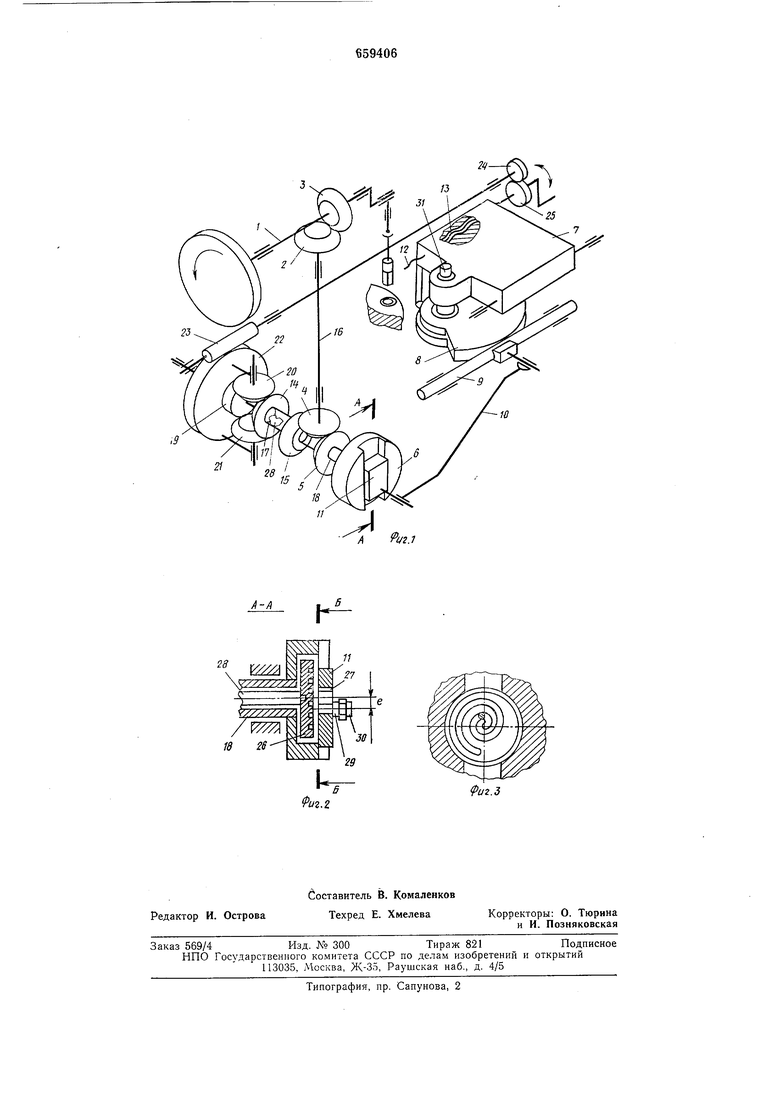
Связь ползуна И с шатуном 10 осуществляется через кривошипный палец 29 и крепежные детали 30. На шпинделе 31 стола 7 устанавливается листовая заготовка. Настройка на размер и шаг круговой подачи стола осуществляется следующим образом. При невращающемся вале 16, т. е. в статическом состоянии рабочих органов пресса, сообщается вращательное движение ходовому винту 12, и стол 7 со шпинделем 31 устанавливается на размер заданной заготовки. Одновременно с ходовым винтом 12 вращается шестерня 25, которая через щестерню 24 и червячный вал 23 вращает червячное колесо 22. При вращении червячного колеса 22 сателлиты 20, 21 обкатываются по неподвижной шестерне 14. При этом варащается ведомая шестерня 19, вал 28 и торцовый спиральный кулачок 26, который через палец 27 перемещает ползун И в пазу маховика 6 и тем самым изменяет величину эксцентриситета «е кривошипного пальца 29 относительно центральной оси маховика 6. Благодаря этому в соответствии с настройкой стола 7 изменяется ход рейки 9, связанный с кривошипным пальцем 29 через шатун 10, а следовательно, сектор 8 и шпиндель 31 получают заданный необходимый угол поворота, зависящий от настройки стола 7.
При вращающемся вале 1, т. е. в динамическом состоянии рабочих органов пресса, кинематика настройки та же, что и описанная выше. Однако в этом случае шестерня 14 и маховик 6 через шестерни 2, 3, 4, 5, 15 и валы 17, 18 получают вращение, равное по скорости и противоположное по направ„чению. Следовательно, и шестерня
19, связанная с маховиком 6 через палец 27, ползун И, кулачок 26 и вал 28, получает вращение, одинаковое по скорости, но противоположное по направлению, относительно шестерни 14. Шестерни 14 и 19 связаны сателлитами 20, 21, установленными в червячном колесе 22, поэтому при повороте колеса 22 сателлиты 20, 21 будут обкатываться по шестерне 14 и сообщать дополнительное вращение шестерне 19, а следовательно, как и при статическом состоянии пресса, будет изменяться эксцентриситет «е и осуществляться настройка. При этом за счет упрощения настройки и исключения наладочных операций повышается производительность пресса.
Формула изобретения
Пресс-полуавтомат, содержащий смонтированный в опорах станины кривошипный вал, кинематически связанный с маховиком кривошипно-шатунного механизма круговой подачи стола, размещенную в пазу маховика ползушку с узлом регулировки ее
положения, а также механизм подачи стола пресса, включающий ходовой винт, отличающийся тем, что, с целью повышения производительности, узел регулировки положения ползушки выполнен в виде кинематически связываюших с последней ходовой винт торцового кулачка с пальцем валов, зубчатого дифференциала, червячной и зубчатой передач, при этом дифференциал дополнительно связан с коленчатым валом пресса.
Источники информации, принятые во внимание при экспертизе 1. Кузнечно-прессовое оборудование. Каталог-справочник НИИмаш. М., 1967,
с. 199-202.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТОВОЙ ПРЕСС С ЦИКЛОВЫМ ПРИВОДОМ | 2013 |
|
RU2536619C1 |
| Управляемый кривошипно-шатунный механизм | 1977 |
|
SU660852A1 |
| ПОДАЮЩЕЕ УСТРОЙСТВО | 1995 |
|
RU2080953C1 |
| Зубчатый механизм пресса | 2023 |
|
RU2817027C1 |
| Хонинговально-доводочный станок | 1985 |
|
SU1328168A1 |
| КРИВОШИПНО-ЭКСЦЕНТРИКОВЫЙ ПРЕСС | 2003 |
|
RU2252873C1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |
| Вертикальная кузнечно-прессовая машина | 1986 |
|
SU1425093A1 |
| Пресс для штамповки обкатыванием | 1990 |
|
SU1779442A1 |
18 26
иг.2
(риг.З
