Изобретение относится к станкостроению и может быть использовано при алмазно- абразивной обработке цилиндрических поверхностей.
Целью изобретения является повышение производительности и точности обработки.
На чертеже представлена кинематическая схема станка.
Шпиндель 1 жестко соединен с водилом 2 выходного дифференциала, центральные колеса которого 3 и 4 через зубчатые передачи 5 и 6 связаны с соответствующими колесами 7 и 8 входного дифференциала. Передачи 5 и 6 имеют несколько отличающиеся между собой передаточные отношения, а
10
танавливает вращение колес 7, 5, 9 и 3. Водило 10 продолжает вращаться, но его сателлиты обкатывают теперь по неподвижному колесу 7 и передают вращение от колеса 8 через реверсирующую передачу 6 центральному колесу 4 выходного дифференциала. В результате водило 2 и шпиндель 1 вращаются в сторону, противоположную входному валу 11.
Таким образом, поочередным включением электромагнитов 16 и 17 осуществляется управление возвратно-вращательным движением шпинделя 1. Регулируемый период переключений определяет амплитуду круговых колебаний шпинделя, которая может
в передачу 5 введено промежуточное колесо 5 изменяться в широком угловом диапазо9 для сохранения направления вращения.не - от долей оборота до сотен оборотов
Водило 10 входного дифференциала закреп-шпинделя в соответствии с размером обралено на одном валу 11 с ведомым щкивом- батываемого отверстия,
клиноременной передачи 12, которая свя-При этом вследствие неодинакового пезывает вал 11 с электродвигателем 13. Наредаточного отношения промежуточных
втулках центральных колес 7 и 8 установ-20 передач 5 и 6 шпинделю станка от того же
лены ленточные тормоза 14 и 15; приводи-привода сообщается дополнительное врамые в действие электромагнитами 16 и 17.щательное движение и, двигаясь вправо и
Для радиальной подачи хонинговальныхвлево, он поворачивается на разные углы
брусков в процессе обработки предусмот-при равных периодах тормозов 14 и 15. Бларено электромеханическое разжимное уст-25 ОДЭря этому инструмент реверсируется каж
ройство 18.
Кривошипно-шатунный механизм 19 с автономным приводом 20 предназначен для сообщения осевых колебаний столу 21 с обрабатываемой деталью. Амплитуда коледыи раз в различных точках относительно обрабатываемой детали, что способствует повышению точности формы отверстия.
В случае, когда выключены оба тормоза 14 и 15 колеса 7 и 8 вместе с водилом
баний бесступенчато регулируется измене- 30 Ю вращаются в одну сторону, а колеса 3 нием эксцентриситета кривошипного пальца. Узел установленных перемещений шпиндельной коробки, закрепленной на колонне 22, содержит ходовой винт 23 с индивидуальным приводом 24.
Станок работает следующим образом. 35 гателе 13, такой прием исключает разбалты- С помощью ходового винта 23 инстру- вание инструмента и повреждение обработанной поверхности.
Примененная в станке система тормозов позволяет путем регулирования нарастания
и 4 - в противоположные, при этом водило 2 со шпинделем останавливается или медленно поворачивается. Это свойство привода может использоваться для ввода и вывода инструмента при включенном двимент вводится в зону обработки и разжимается устройством 18. Обрабатываемой детали, закрепленной на столе 21, кривошипно-шатунным механизмом 19 сообщаются Q тока в электромагнитах управлять скоростью осевые колебания. Одновременно шпиндель 1 с инструментом от механизма шпиндельной коробки получает возвратно-вращательные движения.
Для этого от электродвигателя 13 через
разгона шпинделя (она выбирается в зависимости от диаметра и массы инструмента). Величиной тока также задается максимальный момент, воспринимаемый тормозами, при этом они могут использоваться в каклиноременную передачу 12 сообщается 45 честве предохранительных устройств. В слу- вращение валу 11 с водилом 10 входного дифференциала. При включении электромагнита 16 тормозное устройство 14 препятствует вращению центрального колеса 8, передачи 6 и колеса 4 выходного дифчае чрезмерного возрастания нагрузки на инструменте включенный тормоз пробуксовывает и предотвращает поломку инструмента.
В отношении динамики смены направференциала. Сателлиты на водиле 10, обка- лений привод шпинделя обладает тем свой- тываясь по неподвижному колесу 8, вра- ством, что все зубчатые колеса, в том числе щают центральное колесо 7, и через пере- и сателлиты выходного дифференциала, дачу 5 - центральное колесо 3, которое вращаются только в одну сторону и рабо- через сателлиты и водило 2 выходного диф- тают всегда одной стороной зубьев, поэто- ференциала вращает шпиндель 1 в ту же 55 му при реверсировании исключаются стуки сторону, что и вал 11.и ударные нагрузки.
Включением электромагнита 17 (приПредложенная конструкция станка позэтом электромагнит 16 выключается) при- воляет получать сложное, неповторяющее- водится в действие тормоз 15, который ос- ся и управляемое рабочее движение, кото
танавливает вращение колес 7, 5, 9 и 3. Водило 10 продолжает вращаться, но его сателлиты обкатывают теперь по неподвижному колесу 7 и передают вращение от колеса 8 через реверсирующую передачу 6 центральному колесу 4 выходного дифференциала. В результате водило 2 и шпиндель 1 вращаются в сторону, противоположную входному валу 11.
Таким образом, поочередным включением электромагнитов 16 и 17 осуществляется управление возвратно-вращательным движением шпинделя 1. Регулируемый период переключений определяет амплитуду круговых колебаний шпинделя, которая может
дыи раз в различных точках относительно обрабатываемой детали, что способствует повышению точности формы отверстия.
В случае, когда выключены оба тормоза 14 и 15 колеса 7 и 8 вместе с водилом
Ю вращаются в одну сторону, а колеса 3
и 4 - в противоположные, при этом водило 2 со шпинделем останавливается или медленно поворачивается. Это свойство привода может использоваться для ввода и вывода инструмента при включенном двитока в электромагнитах управлять скоростью
разгона шпинделя (она выбирается в зависимости от диаметра и массы инструмента). Величиной тока также задается максимальный момент, воспринимаемый тормозами, при этом они могут использоваться в качестве предохранительных устройств. В слу-
чае чрезмерного возрастания нагрузки на инструменте включенный тормоз пробуксовывает и предотвращает поломку инструмента.
В отношении динамики смены направлений привод шпинделя обладает тем свой- ством, что все зубчатые колеса, в том числе и сателлиты выходного дифференциала, вращаются только в одну сторону и рабо- тают всегда одной стороной зубьев, поэто- му при реверсировании исключаются стуки и ударные нагрузки.
рое обеспечивает интенсификацию процесса резания, самозатачивание и кинематическую правку инструмента, в результате чего повышается производительность и точность обработки в 1,5-2 раза.
Формула изобретения
Хонинговально-доводочный станок, содержащий стол, привод вращения и крутильных колебаний, выполненный в виде дифференциала, водило которого связано со шпинделем инструмента, автономные приводы установочных перемещений инструмента и осевых колебаний, отличающийся
тем, что, с целью повышения производительности и точности обработки, он снабжен вторым дифференциалом, водило которого связано с приводом вращения и крутильных колебаний инструмента, а центральные колеса снабжены тормозными устройствами, поочередно включающимися с регулируемым периодом, и связаны с центральными колесами первого дифференциала посредством введенных в станок зубчатых передач, выполненных с различным направлением вращения и различным передаточным отношением, при этом стол связан с механизмом осевых колебаний.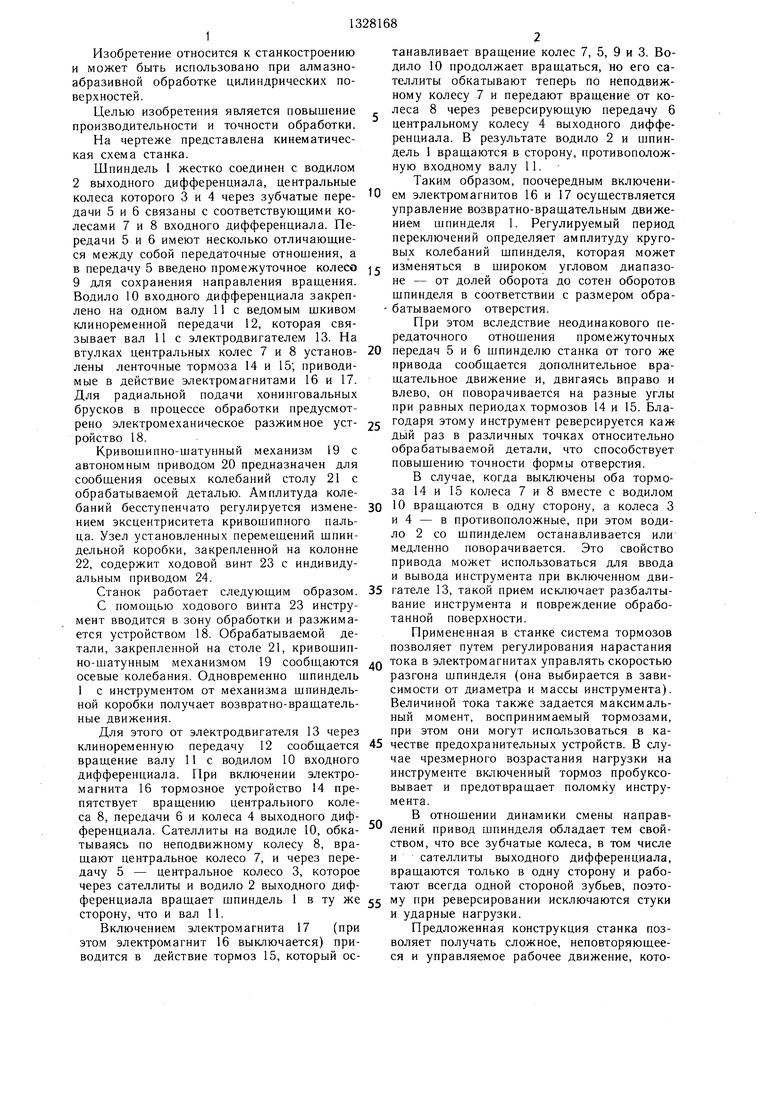
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговально-доводочный станок | 1987 |
|
SU1509235A1 |
| Станок для нарезания резьб | 1987 |
|
SU1484496A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Металлорежущий станок | 1974 |
|
SU519315A1 |
| РЕКУПЕРАТОР МЕХАНИЧЕСКОЙ ЭНЕРГИИ | 2006 |
|
RU2350807C2 |
| Привод подачи шпинделя станка | 1977 |
|
SU683859A1 |
| ПЕРЕНОСНОЙ МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1991 |
|
RU2027558C1 |
| Многошпиндельное устройство для притирки клапанов | 1983 |
|
SU1126417A1 |
| Коробка передач | 1981 |
|
SU953301A1 |
| АВТОМАТИЧЕСКИЙ ВАРИАТОР ФМВ | 1995 |
|
RU2088428C1 |
Изобретение относится к станкостроению и может быть использовано при алмазно-абразивной обработке цилиндрических поверхностей. Цель изобретения - повышение производительности и точности обработки, которая достигается тем, что станок содержит привод вращения и круговых колебаний шпинделя 1, выполненный в виде дифференциалов 2 и 10, связанных посредством передач 5 и 6 противонаправленного враш,ения, а на центральных колесах 7 и 8 дифференциала установлены тормозные устройства 14 и 15 с возможностью их поочередного включения. С помош,ью ходового винта 23 инструмент вводится в зону обработки и обрабатываемой детали кри- вошипно-шатунным механизмом 19 сообщаются осевые колебания одновременно с возвратно-врашательным движением инстру-. мента. 1 ил. /7 П (С (Л со ю 00 05 00
| Хонинговально-доводочный станок | 1984 |
|
SU1209418A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
