2.Устройство по п. 1, отличающееся тем, что привод электродов выполнен в виде винтовой передачи, а электроды закреплены консольйо на гайке привода.
3.Устройство по п. 1, отличающееся тем, что на верхней части электродов у рабочего торца закреплены козырьки из износостойкого материала.
4.Устройство по п. 1, отличающееся тем, что, с целью обеспечения возможности обвязки предметов ленточным материалом, в развилке V-образных захватов закреплена опорная пластина.
5.Устройство по п. 1, отличающееся тем, что одна из отрезных пластин закреплена на одном электроде, а другая - на захвате губки другого электрода.
6.Устройство по п. 1, отличающееся тем, что в боковых стенках прорези выполнены продольные направляющие для V-образных захватов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки мотков проволоки или пачек прутков | 1982 |
|
SU1077205A1 |
| Устройство для обвязки мотков проволоки и пачек прутков | 1984 |
|
SU1219460A1 |
| Способ упаковки бухты и устройство для намотки и обвязки бухты | 1983 |
|
SU1147642A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| Устройство для обвязки кольцеобразных предметов | 1986 |
|
SU1330012A1 |
| Машина для обвязки бунтов проволоки | 1938 |
|
SU56158A1 |
| Устройство для намотки и обвязки бунтов длинномерного материала | 1983 |
|
SU1204287A1 |
| Устройство для скручивания концов обвязочной проволоки | 1986 |
|
SU1369994A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ КОНЦОВ ШПАЛ | 2006 |
|
RU2324631C1 |
| Способ обвязки рулонов на барабанеМОТАлКи и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU831666A1 |

1. УСТРОЙСТВО ДЛЯ ОБВЯЗКИ ПРЕДМЕТОВ, преимущественно бухт проволоки и пачек прутков, содержащее механизм подачи обвязочного материала, отрезной механизм; механизм гибки обвязочного материала, включающий подъемно-опускную вилку, на концах зубьев которой образованы отверстия, механизм гэ прошивки, стол для фиксаций предметов, расположенный под ним механизм скрепления концов обвязочного материала с отрезЕ ыми пластинами и систему контроля поло жения вилки, отличающееся тем, что, с целью повышения надежности в работе путем предотвращения выдергивания концов обвязочного материала из механизма скрепления .в процессе подъема вилки, механизм скрепления концов обвязочного материала состоит из пары приводных электродов со смонтированными в нижней части подпружиненными губками, одна из которых имеет один V-образный захват, а другая - два расположенных симметрично ему аналогичных захвата, губки подпружинены вдоль электродов и их i СП захваты укреплены перед рабочими торцами электродов, при этом электроды с губками установлены с возможностью прохода в отверстия вилки, а в столе выполнены прорези для зубьев вилки и электродов с губками. Ф 00 оо 4
1
Изобретение относится к области упаковки и может быть использовано преимущественно в волочильных цехах метизных заводов, а также на проволочных и сортот вых станах горячей и холодной прокатки.
Известно устройство для обвязки бухт проволоки, содержащее механизм для горизонтальной и вертикальной подач проволоки, в котором для повышения надежности захвата и плотности затяжки механизма для закручивания концов проволоки выполнен в виде двух крыльчаток с губками и пустотелого вала, одна крыльчатка закреплена на конце пустотелого вала, имеющего во внутренней поверхности многозаходную винтовую нарезку, а вторая крыльчатка - на конце штанги, размещенной внутри пустотелого вала и имеющей наружную нарезку, а между свободными концами штанги и пустотелого вала расположена пружина сжатия, причем на одной крыльчатке губки выполнены подпружиненными 1 .
Однако вязка бухт проволоки с помощью данного устройства, Несмотря на плотную затяжку, в процессе транспортировки и перегрузок не гарантирует того, что не произойдет сдвижка обвязочных витков к одной стороне бухты, что приводит к распушиванию и к запутыванию проволоки, потерям металла и требует дополнительных затрат времени. Очень тугая вязка повышает риск разрыва обвязочного материала при перегрузках, но не избавляет полностью от возможности сдвижки обвязочных витков.
кроме того, устройство может осуществлять вязку бухт только проволокой и не приспособлено для обвязки лентой.
Известно также устройство для обвязки предметов, содержащее механизм подачи обвязочного материала, отрезной механизм, механизм гибки обвязочного материала, включающий подъемно-опускную вилку. На
концах зубьев которой образованы отверстия, механизм прошивки, стол для фиксации предметов, расположенный под ним механизм скрепления концов обвязочного материала с отрезными пластинами и систему контроля положения вилки 2.
Однако в известном устройстве при возврате вилки вверх после задачи обвязочного материала в механизм скрепления концов возможно выдергивание обвязочных койцов проволоки. Конец может вновь попасть в отверстие вилки и быть выдернут из зоны вязки, а отклоняющий кулачок при большом загибе конца проволоки может оказаться недостаточно эффективным. Исправление
этого дефекта требует применения ручного труда по исправлению или пропуска вязки. Кроме того, известное устройство может осуществлять вязку бухт только проволокой и не приспособлено для обвязки лентой. Указанные недостатки снижают технологические возможности и надежность работы устройства.
Целью изобретения является повышение надежности работы устройства для обвязки предметов путем предотвращения выдергивания концов обвязочного материала из механизма скрепления в процессе подъема вилки.
Поставленная цель достигается тем, что в устройстве для обвязки предметов преимущественно бухт проволоки и пачек прутков, содержащем механизм подачи обвязочного материала, отрезной механизм, механизм гибки обвязочного материала, включающий подъемно-опускную вилку на концах зубьев которой обр азованы отверстия, механизм прошивки, стол для фиксации пред
метов, расположенный под ним механизм скрепления концов обвязочного материала с отрезными пластинами и систему контроля положения вилки, механизм скрепления концов обвязочного материала состоит из пары приводных электродов со смонтнроваяй|ыми в нижней части подпружиненными губками, одна из которых имеет один V-образный захват, а другая - два, расположенных симметрично ему аналогичных захвата, губки подпружинены вдоль электродов и их захваты укреплены перед рабочими торцами электродов, при этом электроды с губками установлены с возможностью прохода в отверстия вилки, а в столе выполнены прорези для зубьев вилки и электродов с губками.
Привод электродов может быть выполнен в виде винтовой передачи, а электроды закреплены консольно на гайке привода.
Кроме того, на верхней части электродов у рабочего торца могут быть закреплены козырьки из износостойкого материала.
Для обвязки предметов ленточным материалом в развилке V-образных захватов можно закрепить опорную пластину.
Одна из отрезных пластин может быть закр еплена на одном электроде, а другая - на захвате губки другого электрода.
При этом в боковых стенках прорези могут быть выполнены продольные направляющие для V-образных захватов.
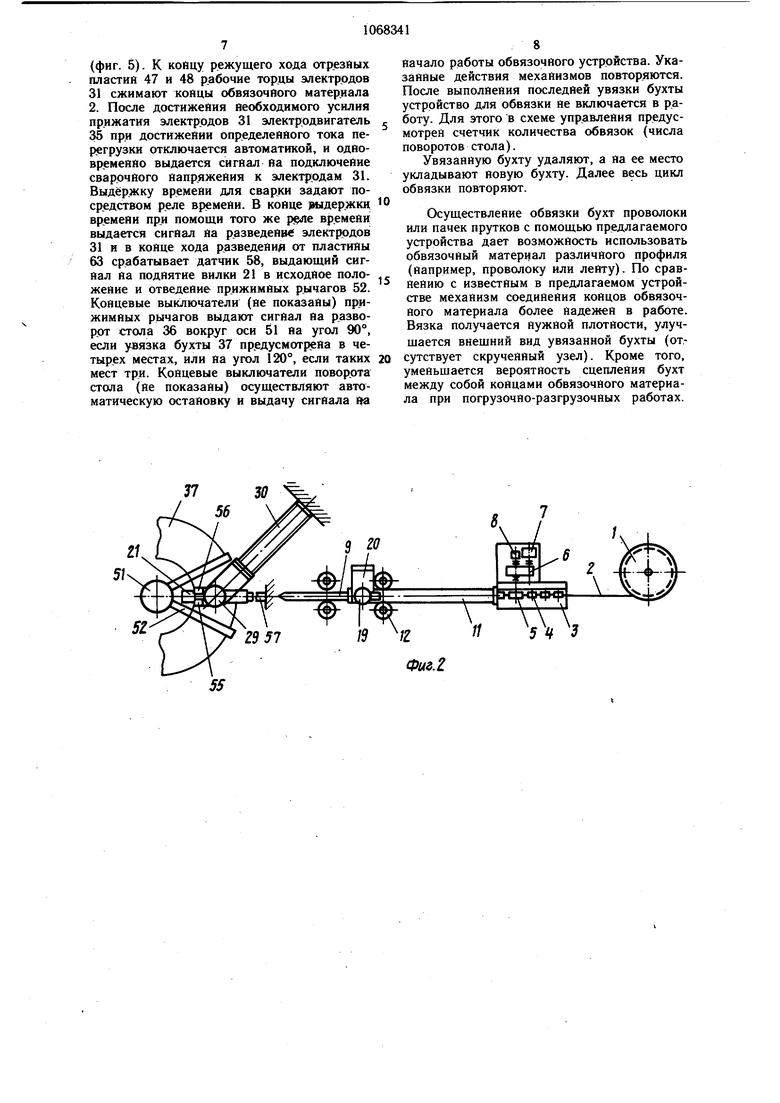
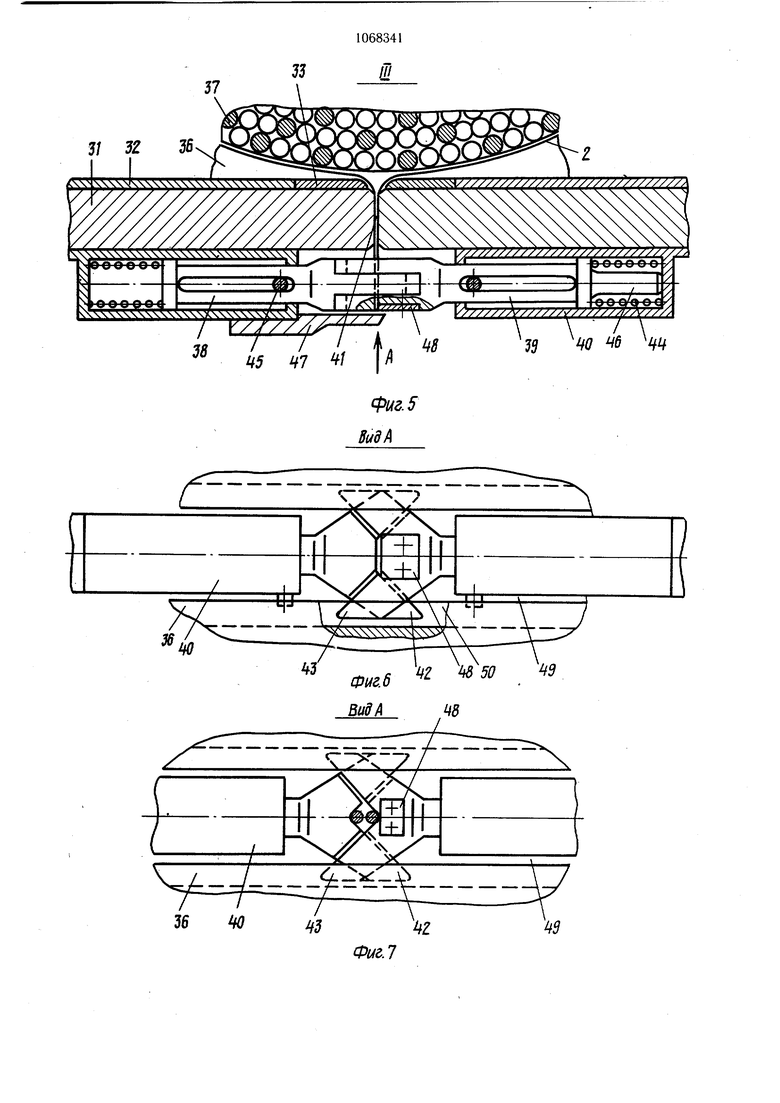
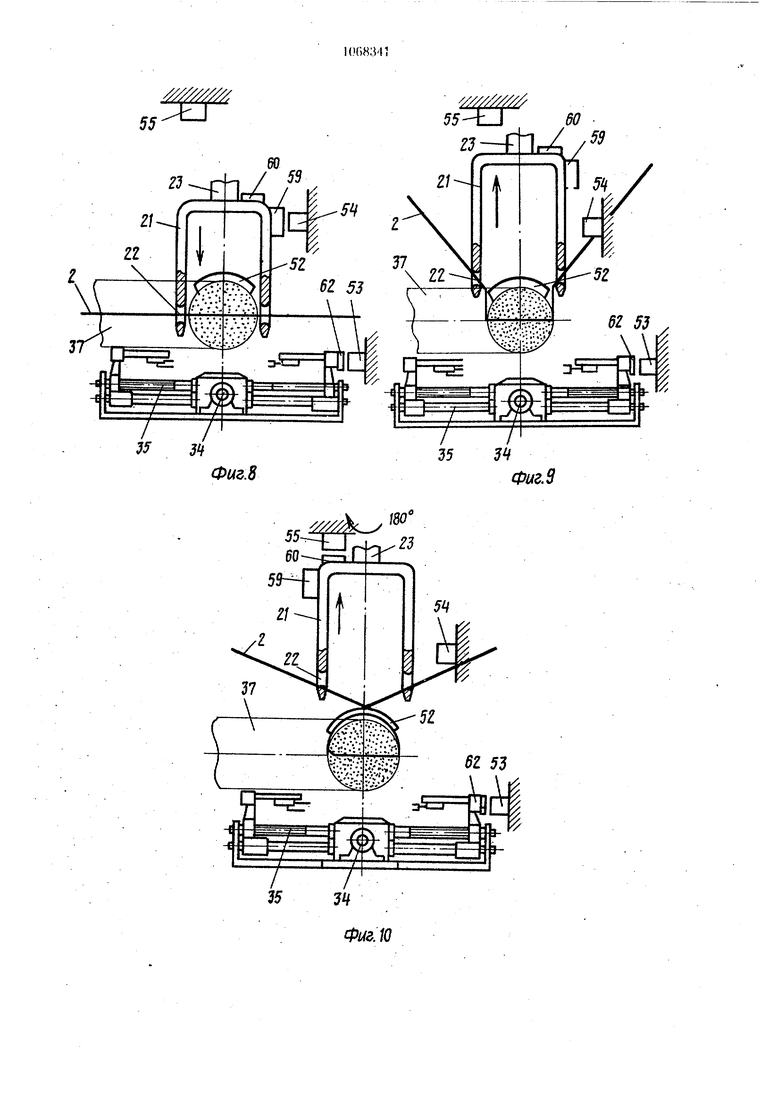
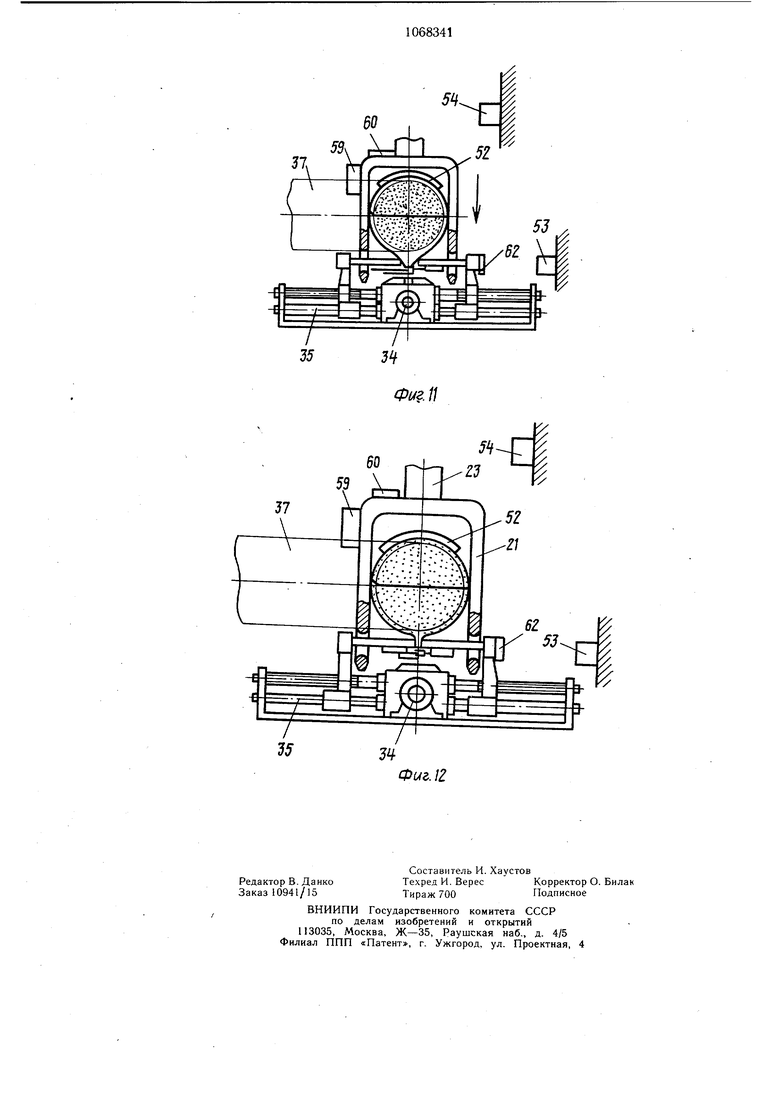
На фиг. 1 показано устройство для обвязки предметов, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 - узел I на фиг. I; на фиг. 4 - узел П на фиг. 1; На фиг. 5 - узел III на фиг. 1 (электроды сведены); на фиг. 6 - вид А на фиг. 5 (одна отрезная пластина не показана), вариант для обвязки лентой; на фиг. 7 - то же, вариант для обвязки проволокой; на фиг. 8-12 - этапы обвязки бунта (стрелками показано Направление движения вилки, после которого она занимает положение, показанное на чертежах).
Устройство для обвязки предметов содержит механизм подачи, включающий размоточное приспособление 1 (фиг. 1 и 2) для размещения обвязочного материала 2 (проволока или лента), корпус 3 с холостыми правильными роликами 4 и приводными подающими роликами 5, связанными с редуктором. 6, электродвигателем 7 и командоаппаратом 8.
Механизм пррщивки содержит заостренную иглу 9 в форме желоба (фиг. 1 и 2) с приводом от силового цилиндра 10. Игла 9 жестко прикреплена к наружной трубе 11 телескопической проводки, наружная труба 11 соединена со щтоком силового цилиндр а 10 и удерживается четырьмя опорными роликами 12. Внутренняя труба 13 нр.исоединена к корпусу 3. Отрезной механизм содержит рычаг 14 в форме желоба, установленный в наружной трубе 11 на осях 15 и поджатый пластинчатой пружиной 16. Отрезные пластины 17 и 18 с криволинеййыми поверхностями реза закреплены на jbiHare 14 и трубе 11 соответственно. Привод отрезного механизма - силовой цилиндр, 19 установлен на фундаменте посредством консольной опоры 20 над рычагом 14.
Механизм гибки содержит вилку 21, на обоих концах зубьев которой выполнено по отверстию 22, размер каждого отверстия превышает размер поперечного сечения иглы 9 приблизительно в 2 раза. Вилка 21 прикреплена к концу щток-вала 23. На поверхности щток-вала 23 выполнены два прямолинейных паза 24 с перегибом паза 25 и два криволинейных винтовых паза 26, переходящих в прямолинейные пазы 24 в месте перегиба 25 (фиг. 3). В пазы входят два ролика 27 обоймы 28, охватывающей шток-вал 23 по скользящей посадке. Второй конец щток-вала 23 присоединен к штоку привода 29 винтового моторного с возможностью осевого поворота относительно последнего. Обойма 28 и привод 29 винтовой моторный смонтированы На общей раме 30, установленной стационарно.
Механизм скрепления концов обвязочного материала (фиг. 5) содержит два электрода 31, расположенные один напротив другого (соосно) и обращенные рабочими торцами один к другому. Электроды 31 заключены в кожухи 32, снабжены защитными козырьками 33 из износостойкого материала и установлены посредством консольных опор на винтовом механизме 3.4, который приводится в действие электродвигателем 35. Верхний край защитных козырьков 33 размещен на уровне опорной поверхности стола 36 для равмещеНия бухты 37. Зажимные губки 38 и 39 расположены ниже электродов 31 в гнездах 40 кожуха 32 с возможностью скольжения в направлении вдоль электродов.
Зажимные губки 38 и 39 выдвинуты перед рабочими торцами 41 электродов 31, и одна 38 имеет V-образный захват 42, а другая 39- симметрично расположенные ему аналогичные два захвата 43 (фиг. 6 и 7). Для использования ленточного обвязочного материала в развилках плеч V-образных захватов 42 и 43 закреплены пластины, и губки смонтированы сменными.
Каждая зажимная губка 38 и 39 поджата пружиной 44 и- зафиксирована от проворачивания винтом 45. Зажимная губка 39 имеет хвостовик 46. Отрезные пластины 47 и 48 установлены с взаимным перекрытием ре-, жущих кромок в положении зажатия обвязочного материала электродами 31. В столе 36 выполнены прорези 49 и Направляющие 50 по количеству обвязочных мест на бухте 37. Ширина направляющих 50 соответствует толщине концов плеч V-образных захватов 42 и 43 для свободного вхождения последних в направляющие 50. Стол 36 имеет ось 51 поворота, прижимные рычаги 52 и привод стола (не показан).
Устройство для обвязки снабжено бесконтактными (например, типа ) датчиками 53-58 и регистрирующими пластийами 59-.63 для срабатывания датчиков.
Устройство для обвязки предметов работает следующим образом.
В исходном состоянии механизмы устройства занимают следующее положение (фиг. 1 и 2): вилка 21 поднята в крайнее верхнее положение, игла 9 отведена в крайнее правое положение, обвязочный материал 2 заправлен в подающие ролики 5, и передний конец его находится возле отрезных пластин 17 и 18.
Бухту 37 прокатного профиля (катанки) подают в позицию для обвязки - на опорную поверхность стола 36 (фиг. 5). Импульс для начала работы подают либо от датчика наличия бухты 37 на столе 36, либо пусковой кнопкой с пульта управления. Процесс обвязки начинают с опускания вилки 21. При этом щток привода 29 винтового моторного перемещает щток-вал 23 относительно обоймы 28, ролики 27 которой обкатываются по прямолинейным пазам 24 и по перегибу паза 25 из «положения 1 в «положение 2 (фиг. 3). В «положении 2 пластина 59 приближается к датчику 57 (фиг. 8), последний срабатывает и выдает сигнал на включение привода 29 винтового моторного для остановки вилки 21, отверстия 22 которой в этот момент расположены на уровне иглы 9. Выданный датчиком 57 сигнал одновременно является сигналом управления приводом иглы 9 и приводом подачи обвязочного материала 2. Силовой цилиндр 10 перемещает наружную трубу 11 с иглой 9 Б опорных роликах 12. В это же время электродвигатель 7 через редуктор 6 подающими роликами 5 перемещает обвязочный материал 2 по внутренней трубе 13 со скоростью, равной скорости перемещения иглы 9. Игла 9 проходит через ближнее отверстие 22 вилки 21, затем протыкает бухту 37, далее через второе отверстие 22 и останавливается после полного выхода штока силового цилиндра 10 (это положение показано на фиг. 1 щтрих-пунктирной линией). После остановки иглы 9 продолжают подавать обвязочный, материал, который скользит по каналу иглы 9, прощивая таким образом бухту 37 по ее поперечному сечению. После запасовки длины, достаточной для обвязки, подачу обвязочного материала 2 прекращают.
Сигнал для остано&ки подающих роликов 5 выдается от командоаппарата 8. Этот же сигнал используют для отведения иглы 9 в исходное положение. При достижении иглой 9 исходного положения срабатывает датчик 58 от пластины 63 и выдает сигнал на действие трех механизмов: отрезного, гибки и прижимных рычагов 52. При этом шток силового цилиндра 19 надавливает на
рычаг 14 и поворачивает его на осях 15. отрезные пластины 17 и 18 перерезают обвязочный материал 2. Затем шток возвращается в исходное положение, а рычаг 14 под действием пружины 16 занимает прежнюю позицию. Прижимные рычаги 52 зажимают бухту 37 в двух местах по сторонам места вязки и удерживают его от перемещения в процессе вязки. Привод 29 винтовой моторный начинает перемещать вверх щток-вал 23 с вилкой 21 в обойме 28, ролики 27 которой, обкатываясь по криволинейным вийтовым пазам 26, разворачивают вилку 21 на половину ее полного оборота при достижении крайнего верхнего положения. Отрезок обвязочного материала 2 таким образом переводят из первоначальной позиции (фиг. 8) во вторую позицию (фиг. 10). В этот момент от пластины 60 срабатывает датчик 55 и выдает сигнал на переключение привода винтового моторного 29, который опускает вилку 21 в крайнее нижнее положение, когда отверстия 22 располагаются напротив электродов 31 и зажимных губок 38 и 39, причем концы обвязочного материала 2 остаются в отверстиях 22. В этот момент пластина.61 приближается к датчику 56, который выдает сигНал на включение электродвигателя 35. Последний приводит в действие винтовой механизм 34 и начинает сводить кожухи 32. Электроды 31 и зажимные губки 38 и 39 входят в отверстия 22. При этом зажимные губки 38 и 39 своими выдвинутыми вперед по движению V-образными захватами 42 и 43 высвобождают концы обвязочного материала 2 из отверстий 22. При сближении зажимных губок 38 и 39 V-образный захват 42 вводят в сдвоенный V-образный захват 43, ориентируют концы обвязочного материала 2 один напротив другого, а развилки захватов сжимают их. При дальнейщем движении зажимные губки 38 и 39 сжимают пружины 44, а кожухи 32 с электродами 31, продолжая движение, сближают концы обвязочного материала 2.
Происходит утяжка обвязочного материала 22. Так как в это время концы захватов находятся в направляющих 50, то они воспринимают часть нагрузки со стороны обвязочного материала на защитные козырьки 33 и кожухи 32.
Защитные козырьки 33 при этом осуществляют непосредственное воздействие на обвязочный материал и предотвращают преждевременный износ электродов 31. Перед непосредственным сближением рабочих тор,цов электродов 31 режущая кромка отрезной пластины 47 надавливается на концы обвязочного материала 2, через них - на режущую пластину 48 и прижимает зажимную губку 39 хвостовиком 46 к дну гйезда 40. После этого отр езные пластины 47 и 48 отрезают концы обвязочного материала 2 (фиг. 5). К койцу режущего хода отрезйых пластин 47 и 48 р абочие торды электродов 31 сжимают койцы обвязочного материала 2. После достижения необходимого усилия прижатия электродов 31 электродвигатель 35 при достижении определенного тока перегрузки отключается автоматикой, и одновременно выдается сигнал на подключение сварочного напряжения к электродам 31. Выдержку времени для сварки задают посредством р,еле времени. В конце эыдержкц вр.емени при помощи того же времени выдается сигнал на разведений электродов 31 и в конце хода разведения от пластийы 63 срабатывает датчик 58, выдающий сигнал на поднятие вилки 21 в исходное положение и отведение прижимйых рычагов 52. Концевые выключатели (не показаны) прижимных рычагов выдают сигнал на разворот стола 36 вокруг оси 51 на угол 90°, если увязка бухты 37 предусмотрена в четыр.ех местах, или на угол 120°, если таких мест . Концевые выключатели поворота стола (йе показаны) осуществляют автоматическую остановку и выдачу сигнала на начало работы обвязочного устройства. Указанные действия механизмов повторяются. После выполнения последней увязки бухты устройство для обвязки не включается в работу. Для этого в схеме управления предусмотрен счетчик количества обвязок (числа поворотов стола). Увязанную бухту удаляют, а йа ее место укладывают новую бухту. Далее весь цикл обвязки повторяют. Осуществление обвязки бухт проволоки или пачек прутков с помощью предлагаемого устройства дает возможность использовать обвязочный материал различного профиля (например, проволоку или ленту). По сравнению с известным в предлагаемом устройстве механизм соединения концов обвязочного материала более надежен в работе. Вязка получается нужной плотности, улучшается внешний вид увязанной бухты (отсутствует скрученный узел). Кроме того, уменьшается вероятность сцепления бухт между собой концами обвязочйого материала при погрузочйо-разгрузочных работах.
25
Положение I
Положение 1
Фиг.З -i I V r,Vi / iVA/t, t I I Л , w i « у/ iX
фиг. 5 ВидА Ъос/оос /
ВидА
5
/. МШ JEj
Фиг.8
Фиг. 9 /////////// 55-ЫдО
31
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обвязки бухт проволоки | 1976 |
|
SU573216A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке .№ 3447093/13, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
