13
трода 15 и 16 с силовым цилиндром 17 их сжатия, поворотный рычаг 21, шар- нирно установленный на раме, в отверстии которого размещены ножницы, содержащие корпус 24, неподвижньш нож 25, поворотный нож 26 и вал 27. Ножи 25 и 26 выполнены в виде втулок, расположенных концентрично и сопрягающихся по цилиндрическим поверхностям. Поворотный нож 26 насажен на нижний конец вала 27, посредством которого усилие резания передается через рычаг 29 от силового цилиндра.
Изобретение относится к упаковочной технике и может быть использовано преимущественно в металлургическом производстве при обвязке пакетов прок;ата проволокой.Целью изобретения является обеспечение качественного сваривания кон- цов обвязочной проволоки и получение компактного и безопасного Соединения
Поставленная цель достигается путем крепления ножей ножниц на рычаге выполнения их в виде коаксиально установленных втулок с пазами на торце и соединения внутренней втулки с приводом для ее осевого поворота.
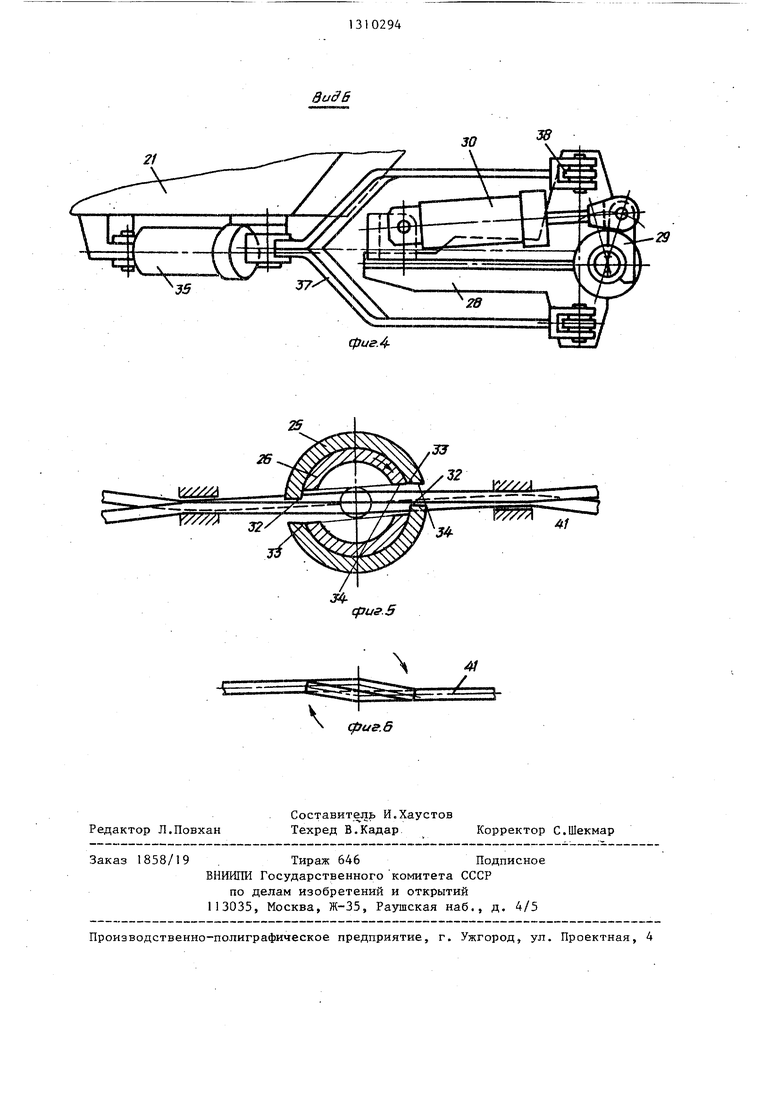
На фиг.1 показано устройство для сваривания конусов обвязочной проволоки, общий вид; на фиг.2 - разрез А-А на фиг.1 (расположение механизмов в процессе сварки); на фиг.З - то же, расположение механизмов при обрезке проволоки ножницами по окончании сварки; на фиг.4 - вид Б на фиг.1; на фиг.З - поперечный разрез Б-Б (по ножам ножниц) на фиг.2; на фиг.6 - сварное соединение концов обвязочной проволоки после обрезки ножницами, внешний вид.
Устройство для сваривания концов обвязочной проволоки смонтировано на обвязочной машине, содержащей раму 1 зубчатый ротор 2 с катушкой 3 и механизмом 4 натяжения. Зубчатый ротор 2 опирается на ролики 5 и приводится во вращение от привода 6 через две шестерни 7.
0294
Две пары режущих кромок образованы пересечением цилиндрических поверхностей сопряжения втулок и поверхностей сквозных пазов 34, открытых с нижнего торца втулок. По окончании сварки ножниц1э1 опускаются в рабочее положение, нож 26 поворачивается, обрезая ветви проволоки сразу с обеих сторон от сварной точки. При этом передними поверхностями пазов 34 поворотного ножа 26 обрезаемые концы проволоки изгибаются, придавая соединению компактный вид. 6 ил.
Рама 1 посредством шарнира 8 и двух растяжек 9 закреплена на подвижной тележке 10, перемещающейся по направляющим.
Устройство для сваривания содержит закрепленные на раме 1 корпус 11, трансформатор 12, ползун 13 и рычаг
14со встроенными в них злектродами
15и 16, силовой цилиндр 17 сжатия электродов, центрирующую пружину 18
и привод 19 поворота рычага 14. Электроды 15 и 16 соединены с трансформатором 12 гибкими токоподводящими шинами.
На шарнире 20 рамы 1 над электродами 15 и 16 установлен поворотный рычаг 21 с приводом от силового цилиндра 22.
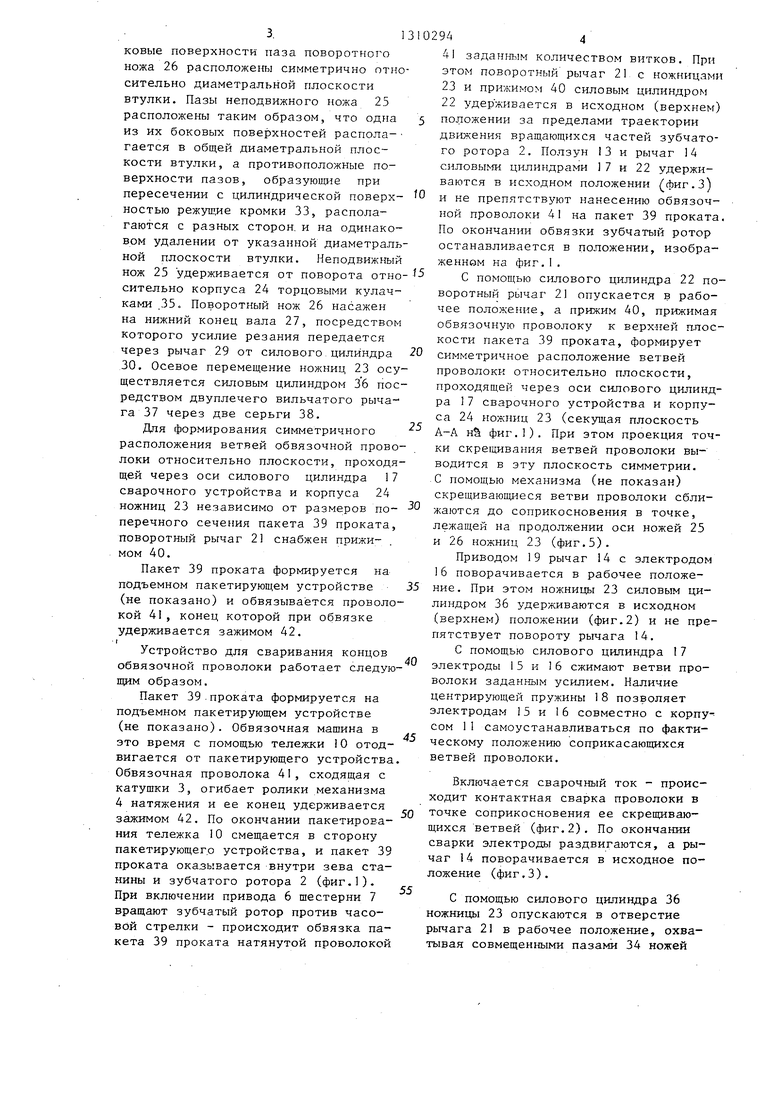
На поворотном рычаге 21 размещены ножницы 23, содержащие корпус 24, неподвижный нож 25, поворотнь:й нож 26, вал 27, кронштейн 28, рычаг 29 и силовой цилиндр 30. 24 выполнен
в виде цилиндра, установлен с возможностью осевого перемещения в отверстии поворотного рычага 21 и фиксируется от поворота направляющей шпонкой 31. Ножи 25 и 26 выполнены
в виде втулок, расположенных коаксиально и сопрягающихся по цилиндрическим поверхностям. Две пары режущих кромок 32 и 33 (фиг.5) образованы . пересечением цилиндрических поверх- нрстей сопряжения втулок и поверхностей сквозных пазов 34, открытых с нижнего торца втулок. При зтом боковые поверхности паза поворотного ножа 26 расположены симметрично отно сительно диаметральной плоскости втулки. Пазы неподвижного ножа 25 расположены таким образом, что одна из их боковых поверхностей распола- гается в общей диаметральной плоскости втулки, а противоположные поверхности пазов, образующие при пересечении с цилиндрической поверхностью режуш,ие кромки 33, располагаются с разных сторон, и на одинаковом удалении от указанной диаметральной плоскости втулки. Неподвижный нож 25 Удерживается от поворота относительно корпуса 24 торцовыми кулачками .35. Поворотный нож 26 насажен на нижний конец вала 27, посредством которого усилие резания передается через рычаг 29 от силового,цилиндра 30. Осевое перемещение ножниц 23 осуществляется силовым цилиндром 36 посредством двуплечего вильчатого рычага 37 через две серьги 38.
Для формирования симметричного расположения ветвей обвязочной проволоки относительно плоскости, проходящей через оси силового цилиндра 17 сварочного устройства и корпуса 24 ножниц 23 независимо от размеров поперечного сечения пакета 39 проката, поворотный рычаг 21 снабжен прижимом 40.
Пакет 39 проката формируется на подъемном пакетирующем устройстве (не показано) и обвязывается проволокой 41, конец которой при обвязке
удерживается зажимом 42. t
Устройство для сваривания концов
обвязочной проволоки работает следующим образом.
Пакет 39 проката формируется на подъемном пакетирующем устройстве (не показано). Обвязочная машина в это время с помощью тележки О отодвигается от пакетирующего устройства. Обвязочная проволока 41, сходящая с катущки 3, огибает ролики механизма 4 натяжения и ее конец удерживается зажимом 42. По окончании пакетирования тележка 10 смещается в сторону пакетирующего устройства, и пакет 39 проката оказывается внутри зева станины и зубчатого ротора 2 (фиг.1). При включении привода 6 шестерни 7 вращают зубчатый ротор против часовой стрелки - происходит обвязка пакета 39 проката натянутой проволокой
102944
41 заданным количеством витков. При этом поворотный рычаг 21с ножницами 23 и прижимом 40 силовым цилиндром 22 удерживается в исходном (верхнем) 5 положении за пределами траектории движения вращающихся частей зубчатого ротора 2. Ползун 13 и рычаг 14 силовыми цилиндрами 17 и 22 удерживаются в исходном положении (фиг.З) О и не препятствуют нанесению обвязочной проволоки 41 на пакет 39 проката. По окончании обвязки зубчатый ротор останавливается в положении, изображенном на фиг.I.
- С помощью силового цилиндра 22 поворотный рычаг 21 опускается в рабочее положение, а прижим 40, прижимая обвязочную проволоку к верх-ней плоскости пакета 39 проката, формирует 0 симметричное расположение ветвей проволоки относительно плоскости, проходящей через оси силового цилиндра I7 сварочного устройства и корпуса 24 ножниц 23 (секущая плоскость А-А н5 фиг.1). При этом проекция точ. ки скрещивания ветвей проволоки выводится в эту плоскость симметрии. С помощью механизма (не показан) скрещивающиеся ветви проволоки сбли- жаются до соприкосновения в точке, лежащей на продолжении оси ножей 23 и 26 ножниц 23 (фиг.5).
Приводом 19 рычаг 14 с электродом 16 поворачивается в рабочее положе- 5 ние. При этом ножницы 23 силовым цилиндром 36 удерживаются в исходном (верхнем) положении (фиг.2) и не препятствует повороту рычага 14.
С помощью силового цилиндра I7 электроды 15 и 16 сжимают ветви проволоки заданным усилием. Наличие центрирующей пружины 18 позволяет электродам 15 и 16 совместно с корпусом 11 самоустанавливаться по факти5
ческому положению соприкасающихся ветвей проволоки.
Включается сварочный ток - происходит контактная сварка проволоки в 0 точке соприкосновения ее скрещивающихся ветвей (фиг.2), По окончании сварки электроды раздвигаются, а рычаг 14 поворачивается в исходное положение (фиг.3).
С помощью силового цилиндра 36 ножницы 23 опускаются в отверстие рычага 21 в рабочее положение, охватывая совмещенными пазами 34 ножей
5
25 и 26 верхние ветви обвязочной проволоки.
Усилием силового цилиндра 30 через рычаг 29 и вал 27 нож 26 поворачивается, обрезая ветви проволоки сразу с обеих сторон от сварной точки. При этом передними поверхностями пазов 34 поворотного ножа 26 обрезаемые концы проволоки изгибаются относительно сварной точки, придава соединению компактный вид (фиг.6).
С помощью силового цилиндра 30 нож 26 поворачивается в исходное положение. Усилием силового цилиндра 36 ножницы 23 поднимаются в исходно положение. Силовым цилиндром 22 повротный рычаг 21 поднимается в исходное положение. Вращением зубчатого ротора 2 по часовой стрелке свободный конец обвязочной проволоки, схо дящий с верхнего направляющего ролика зубчатого ротора 2, заводится в зажим 42 и фиксируется в нем. Вращением против часовой стрелки зубчаты ротор 2 возвращается в исходное полжение. Смещением тележки 10 влево обвязочная машина выводится из зоны пакетирующего устройства. После этого все механизмы обвязочной мащины приводятся в исходное положение для выполнения очередного цикла обвязки пакета проката.
Внедрение предлагаемого устройства для сваривания концов обвязочной проволоки по сравнению с известным позволяет получать после обрезки ноницами компактное соединение концов
обвязочной проволоки, уменьщающее
5
5
0
5
вероятность травматизма концами проволоки обслуживающего персонала, занятого транспортированием и складированием обвязанных пакетов проката, и. тем самым повышающее безопасность труда.
Кроме того, наличие ножниц с индивидуальным приводом поворотного ножа позволяет использовать усилие силового цилиндра сжатия электродов в процессе сварки только по его прямому назначению и за счет стабилизации усилия сжатия проволок в процессе сваривания обеспечивает гарантированно высокое качество сварного соединения концов обвязочной проволоки.
Формула изобретения
Устройство для сваривания концов обвязочной проволоки, содержащее закрепленные на раме два подвижно установленных электрода и укрепленные с возможностью возвратно-поступательного перемещения ножницы для отрезания концов проволоки, имеющие неподвижный и подвижный с приводом ножи, о т- личающееся тем, что, с целью повышения качества сваривания концов на раме, над электродами установлен поворотный рычаг с отверстием, а ножи ножниц укреплены на рычаге с возможностью прохода в указанное отверстие, каждый нож состоит из двух коаксиально установленных втулок с выполненными на их торце пазами, имеющими режущие кромки, при этом внутренняя втулка соединена с приводом с возможностью осевого поворота.
V
Ni)
- JOJJJS 23 1,0 42
0uf3
21
фие.4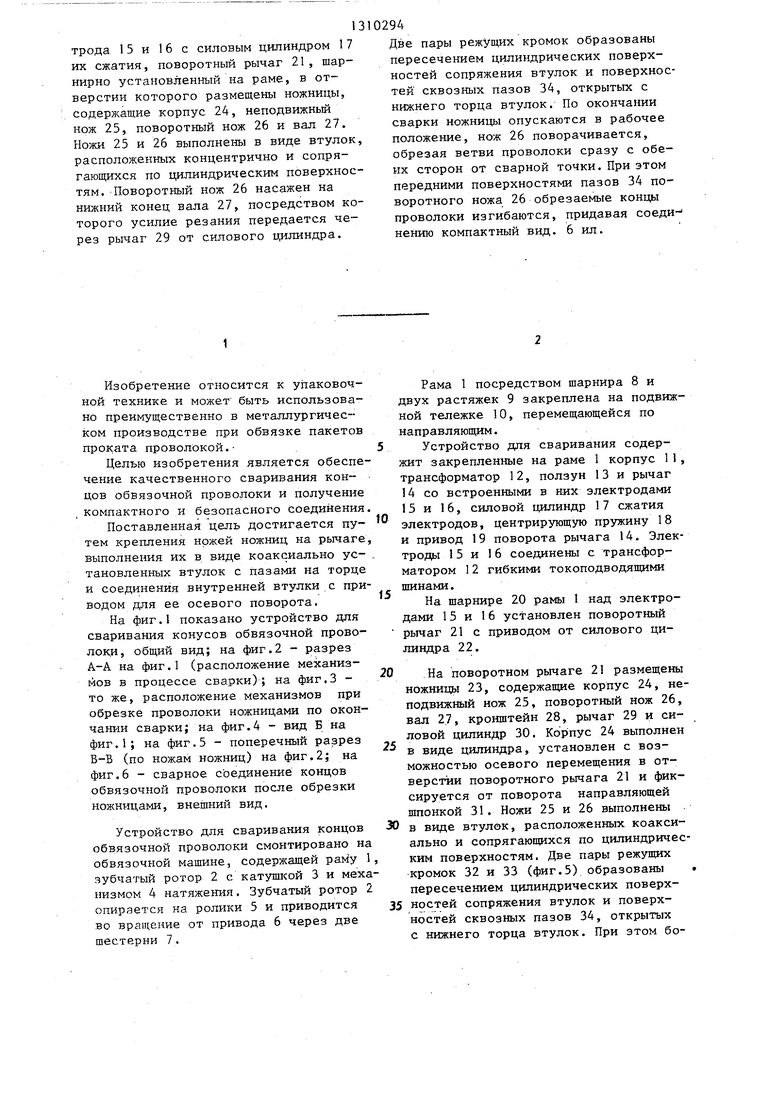
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1276568A1 |
| Устройство для сваривания концов обвязочной проволоки | 1985 |
|
SU1321634A1 |
| Устройство для сваривания концов обвязочной проволоки | 1983 |
|
SU1127811A1 |
| Устройство для пакетирования сортового проката и труб | 1990 |
|
SU1742136A1 |
| Устройство для обвязки проволокой пакетов проката | 1986 |
|
SU1324937A1 |
| Устройство для обвязки изделий проволокой | 1985 |
|
SU1306822A1 |
| Устройство для обвязки проволокой пакета стержнеобразных предметов | 1984 |
|
SU1214531A1 |
| ВПТБ | 1973 |
|
SU404216A1 |
| Устройство для обвязки кольцеобразных предметов | 1986 |
|
SU1330012A1 |
| Устройство для скручивания концов обвязочной проволоки | 1983 |
|
SU1111947A1 |
Изобретение относится к упаковочной технике и может быть использовано преимущественно в металлургическом производстве при обвязке пакетов проката проволокой. Целью изобретения является получение компактного и безопасного соединения ветвей обвязочной проволоки после обрезки ее концов ножницами и обеспечение при этом качественного сваривания. Устройство для сваривания концов обвязочной проволоки содержит два элек78 (Л м таЛ О to со 1 фие2 //,ЛГ
25
€риз.5
(риг. 6
Редактор Л.Повхан
Составитель И.Хаустов
Техред В.Кадар Корректор С.Шекмар
Заказ 1858/19 . Тираж 646Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для сваривания концов обвязочной проволоки | 1983 |
|
SU1127811A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
