(54) СПОСОБ ФОРМИРОВАНИЯ СТАПЕЛЯ
ПЕЧАТНОЙ ПРОДУКЦИИ И УСТРОЙСТВО
ДЛЯ ЕГО О(,У1ЦЬСТВЛЕНИЯ
Изобретение относится к области полиграфии и касается способа укладывания в стапель непрерывно подаваемой каскадным потоком печатной продукции.
Известен способ формирования стапеля печатной продукции путем укладки изделий печатной продукции одно на другое при подаче их каскадным потоком, а также устройство для осуществления способа, содержащее стапельный стол и транспор тер для подвода каскадным потоком печат иой продукции к стапельному столу, конечный участок которого и стапельный стол установлены с возможностью относительного перемещения в вертикальной плоскости 1.
При реализации данного способа каскадный поток печатной продукции переводят в стапель прямоугольной формы, в котором изделия практически полностью перекрывают одно другое.
Однако такой стапель не может увеличиваться в высоту как угодно долго, и- те ряя устойчивости, что приводит к необчг, димости исполь.чования вспомогательной ;, :сетообразной обвяжи
Целью изобретения является увеличение объема стапеля при сохранении его устойчивости.
Данная цель достигается тем, что по предлагаемому способу изделия печатной продукции укладывают по спирали с частичным перекрытием одного другим путем вращения стапельного cTo-ia
Изделия в стапеле сжимают в направлении оси спирали
Кроме того, данная цель достигается тем, что предлагаемое угтгойство для формирования стапеля печатной продукции имеет приспособление для отклонения изделий от прямолинейного пути, а стапельный стол имеет привод для его вращения вокруг вертикальной оси
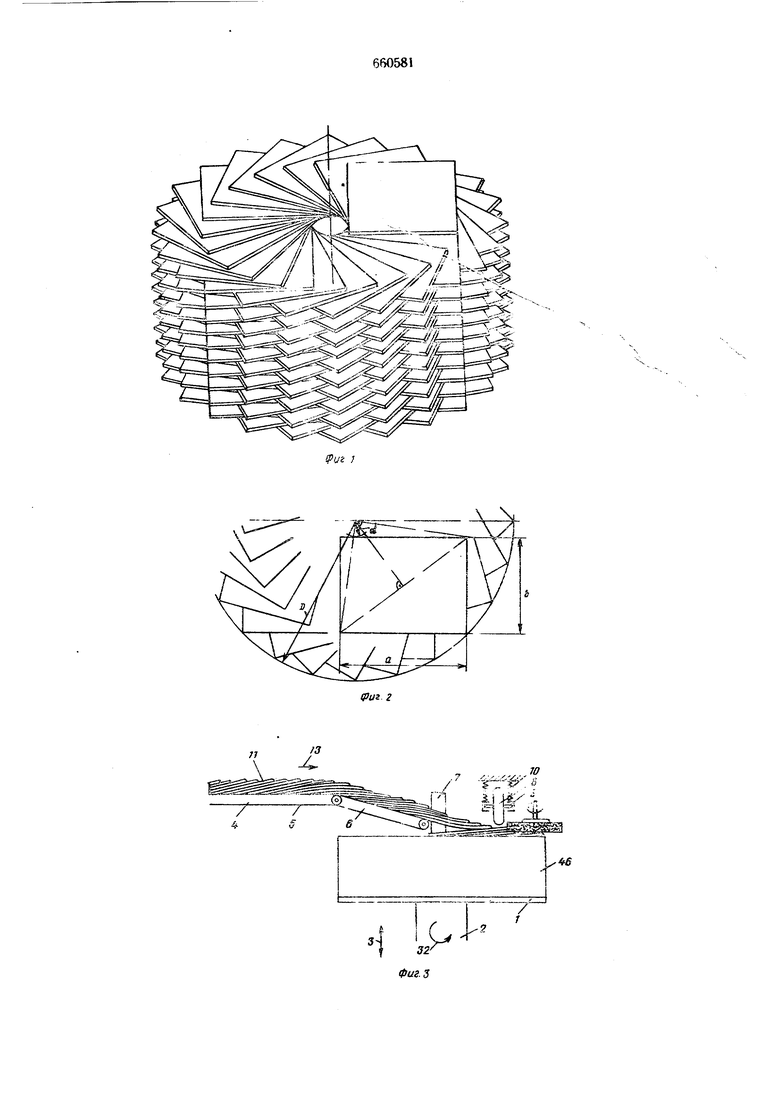
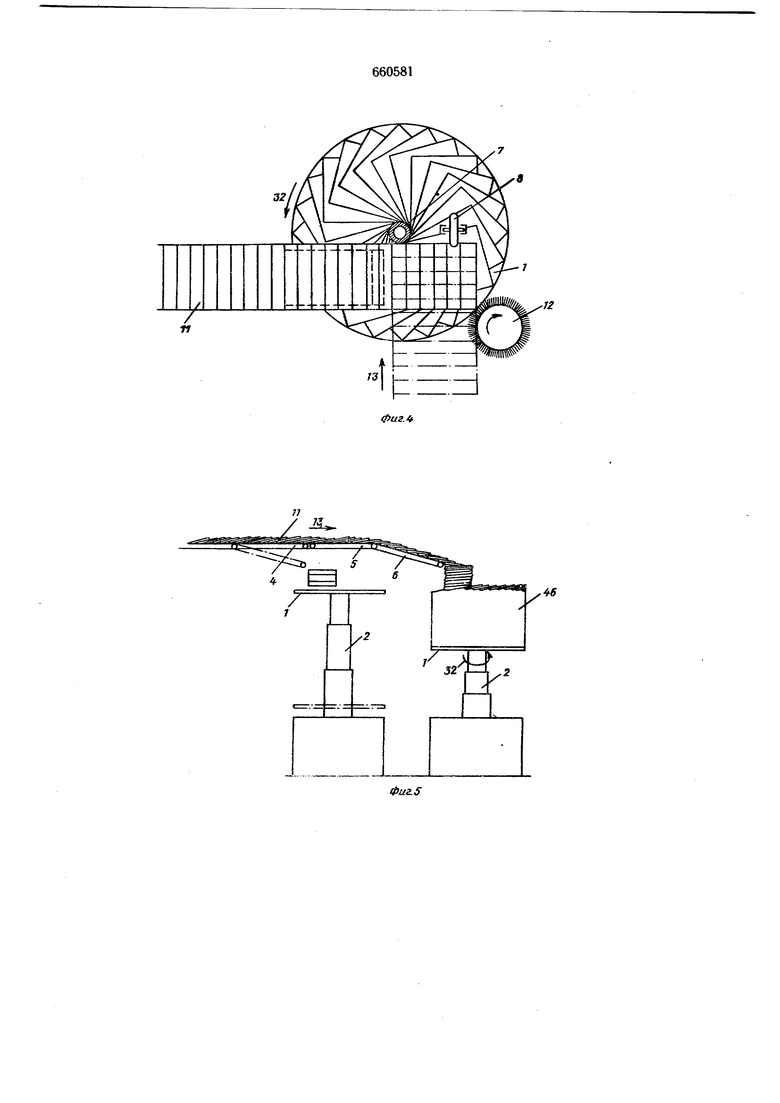
Приспособление для отклонения изделий от прямолинейного пути состоит из вер тикального стержня, смонтированного в центре стапельного стола, прижимного ролика. ось которого расположена перпендикулярно оси вращения стапельного стола и паралле.1ьна направлению перемещения каскадного потока печатной продукции транспортеромПрижимной ролик имеет привод. Конечный участок траиспортера установлен с возможностью перемещения в вертикальной плоскости относительно стапельного стола и имеет кронштейн, а ириспоообление для отклонения изделий от прямааинемного пути выполнено в виде пары роликов, оси которых взаимно перпендикуляр ны, смонтированной на кронштейне. Сущность изобретения поясняется чертежами, на которых изображены различные варианты исполнения устройства для реализации способа формирования стапеля печатной продукции и где на: На фиг. 1 изображен спиралеобразный стапель печатной продукции, общий вид; на фиг. 2 - часть стапе,гш, вид в плане; на фиг. 3 - первый вариант исполнения устройства для формирования С1шралробразного стапеля печатной продукции, кид сбоку; на фиг 4 - то же, вид сверху, на фиг. 5сдвоенное устройство согласно фиг. 3 и 4, вид сбоку; на фиг. 6 -- второй вариант исполнения устройства для формирования спиралеобразного С;апеля печатной проду ;дии, общий вид. Согласно фиг. 3 н 4 устройство для формирования сп44ралеобраз.4ого стапепя печатной родукции содержит: круглый стапелъ} ыА стол 1, установленный на колснне 2, кот.;рая может ло;,нй;лйться к опускаться в:„есте СУ (олом 1 в направлен ; стрелки 3; транспортер 4 для подачи нзделкй к столу 1. включающий оризоатальный участок с ;; наклонный конечный участок 6; ариспособление для отклонй :мм ;:зделий от прямолннеклогс пути и привод цля вращения стола i вокруг вертикальной оси (на чертежах не показан). Приспособление для отклонения изделий от прямолинейного пути состоит из: вертикального стержня 7, смонтированного в центре стапельного стола I; прижимного ролика 8, ось 9 которого подпружинена пружйнами 30 и расположена перпендикулярно оси вращения стапельного стола J н параллельна направлению перемещения каскадного потока 1 печатной продукции транс портером 4; горизонтально расположенной дисковой щетки 12, установленной в зоне крайнего верхнего положения стола i Дисковая щетка 12 имеет .ринудительный привод, причем периферийные скорости стола 1 и щетки 12 выбраны несколько бо..-ьшимк скорости перемещения каскадового потока 11. Cj. ,ким:1ОЙ ролик 8 .может быть выполнен пригодным, чтобы усиливать привод колонны 2 со столом 1 или его заменить Устройство, изображенное на фиг .3 и 4. работает следующим образом. В начале формирования стапеля стол 1 находится в крайнем верхнем положении, так что он почти соприкасается с прижимным роликом 8 Стол I приводится во вра щенке от его приводного механизма, как и дисковая щетка 12 ; ижущийся по ленточному транспортеру 4 каскадный поток 11 печатной продукции по мере его движения поступает на стапельный с гол 1, где и.зделия еще имеют тенденцию к движению в направлении, которое имеет ленточный транспортер 4. Как только самый передний экземпляр .авижущейся в каскадном потоке печатной продукции попадает в зону врз;,ения щетинок дисковой щетки 12, он отклс л.ется от каскадного потока и попадает под нрижимной ролик 8, который при наличии соответствующего сцепления пркжир.ает его к столу I. То же самое происходит со следующими экземплярами, так что . поток 11, как показано на фиг. 4, разделяется на экземпляры непрерывно на од ном постоянном уровне, в то время гак стол 1 опускается соответственно зограсга:::1о толщины разделенного каскадного :С:о;;а 1 . Возникший после совери е1;ия с голом 1 нескольких оборотов стапель в персг ект;тзном изображении показан на фиг. 1. Показанные в каскадном потоке 11 согласно фиг. 4 сплощными линиями прямоугольные печатные экземпляры перемещаются транспортером 4 УЗКИМИ кролп;.а .;и вперед. Это значит, что, например, для газсгы, имеющей один сгиб, фальц проходит вдоль бокового края каскадного потока П. Это не соответствует форме каскадного потока который выходит непосредственно из ротационной печатной машины При этой форме каскадного потока печатные экземпляры своей продольной стороной располагаются поперечно направлению подачи и расположенный впереди фальц перекрывает вна.хлестку движущийся впереди печатный экземпляр. Такое каскадное образование можно посредством описываемого устройства уложить в «спиральный стапель, как это показано на фиг. 4 пунктирными линиями и стрелкой 13. В этом случае необходимость В дисковой щетке 12 может отпасть, и приводной прижимной ролик 8 вместе с играющим в данном случае роль упора стержнем 7 выполняет функцию отклоняющего приспособления. На фиг. 5 изображен сдвоенный вариант показанного на фиг. 3 и 4 устройства, посредством которого можно формировать стапель сначала на одном столе, а после того как стапель сформирован, направлять каскадный поток 11 на второй стапельный стол и по мере формирования стапеля на этом столе первый стол разгрузить. Это позволяет использовать максимальные скорости современных ротационных машин. В представленном на фиг 6 втором варианта исполнения устройства для формирования спиралеобразного сгааеля стапель ный стол 1 выполнен неподвижным Б верrикavIЬHoй плоскости и имеет го„тько привод
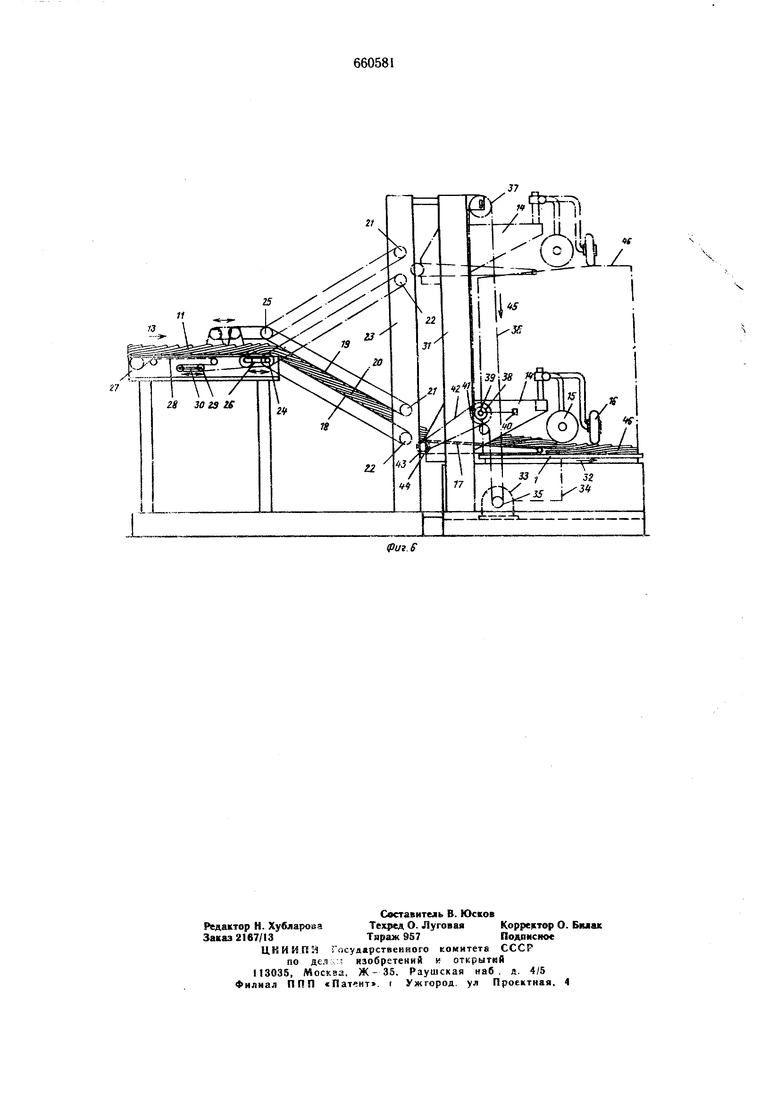
для его вращения, а конечный участок транспортера 4 установлен с возможностью перемещения в вертикальной плоскости относительно стапельниго стола 1 и имеет кронштейн 14, на коюром смонтирована пара роликов 15 и 16, с взаимно перпендикулярными осями. На кронштейне 14 «монтирован также раз1 PV «1ЧКЫЙ транспортер 17 Конечный участок транспортера 4 обраюван дву мя ленточными конвейерами 18 и 19, обраjv аими канал 20 подачи изделий.
Расположенные на стороне выхода направляющие ролики 21 и 22 могут смещаться вертикально и прямолинейно, а также могут перемещаться в опоре 23 на неизменном расстоянии относительно друг друга.
Ролики 24 и 25 ленточных конвейеров 18 и 19 установлены с возможностью перемещения в горизонтальной плоскости, причем ролик 24 расположен в пазу 26 рамы 27 транспортера 4 и приводится во вращение лентой 28 гранспоргера 4. натяжение кото рой осуществляется натяжным роликом 29, размещенным в пазу 30 рамы 27 и подпружиненным пружиной (на чертежах не показана), стремящейся его сместить влево.
Кронщтейн 14 может перемещаться в вертикальной опоре 31, которая параллельна опоре 23, при этом может быть предусмотрен противовес, чтобы частично компенсировать вес кронщтейна 14.
Прижи.мные ролики 15 и 16 одновременно, благодаря расположению под углом осей их вращения, выполняют функцию отклоняющих элементов, пp lнa нaчeнныx для отклонения поступающих печатных экземпляров от прямолинейного движения Кроме того, кронщтейн 14 через прижимные ролики 15. 16 постоянно опирается на верх нюю поверхность стапеля и по мере увели чения стапеля в высоту меняет свое положение, а вместе с ним перемещается также и разгрузочный транспортер 17.
Межд кронщтейном 14 и обоими роликами 21 и 22 может иметь место механическая связь с тем, чтобы последние следовали движению подъема кронщтейна 14. Однако в данном случае для роликов 21 и 22 предусмотрен сепаратный подъемный механизм (на чертежах не показан), который может включаться и выключаться посредством фиксирующего положение по высоте кронщтейна 14 чувствительного элемента
Как уже быю отмечено, в этом вариан те исполнения устройства стол I приводит ся во вращение в направлении, указанном «трелкой 32, не меняя положения по высое. Привод стола осуществляется от двигаеля 33 через показанное лищь схематично пунктирной линией приводное соединительное звено 34.
Двигатель 33 приводит также в двил;ение цепное зубчатое колесо 35, а 4epej не го - цепь 36. которая связана со смонтированным на верхнем конце опоры 3 цепным
колесом 37 Цепь 36 находится также в зацеплении со звездочкой 38 перебора, которая насажена на установ 1енный поворотно на кронштейне 14 промежу.очный вал 39. На JTOM валу, который может быть блокирован посредством показанного здесь схематично электромагнитного тормоза 40, расположено цепное колесо 41. соединенное посредством цепи 42 с цепным колесом 43, жестко связанным с ведущим роликом 44 разгрузочного транспортера 17.
В процессе работы данного устройства двигатель 33 приводится во вращение в направлении, которое обеспечивает возмож ность перемещения цепи 36 в направлении, указанном стрелкой 45. При этом до тех пор, пока не блокирован промежуточный
вал 39, приводится в действие разгрузочный транспортер 17. высотг распо.зожения ко--лрого автоматически подстраивается под высоту растущего стапеля 46.
Когда спиралеобразный стапель 46 до( стигает заданной высоты, например, высоты, указанной на фиг. 6 пунктирной линией, подвод каскадного потока II к столу 1 прекращается. Одновременно промежуточный вал 39 блокируется посредством тормоза 40, в результате чего, с одной стороны, больще
J не приводится в действие разгрузочный транспортер 17, а с другой стороны, приподнимается кронштейн 14, так как цепь 36 находится в зацеплении с блокированной звездочкой 38. Как только кронщтейн 14 достигает
Q своего максимального верхнего поло;кения (что. например, может фиксироваться посредством не показанного на чертежах конечного выключателя), отключается также и двигатель 33 Теперь стапель 46 может быть двинут го стола 1 или если его формироJ вали на поддон ю снят мосредством подъемного механизма
После этого двигатель 33, например, по стредством переключения полюсов включается для вращения в противоположном
направлении при еще неотпущенном тормозе 40, в результате кронштейн 14, а вместе с ним и транспортный канал 20 опускается на стол 1. Как только кронштейн 14 достигает своего крайнего нижнего положения (что также может быть зафиксировано посреаст5 вом не показанного на черте кзх конечного выключателя), происходит освобождение промежуточного ea.ia 39 от блокирования тормозом 40 и одновременно меняется на правление вращении s,ектродвигате т i3. Процесс формирования нового тапеля мо жет быть начат
Hii фиг I в перспективном изображении представлен «спиральный стапе,пь. который формируется при помощи описанных устройств
5 Чтобы создать возможность более наглядного представления, в этом стапеле все размеры гла. на который повернуты один (мносительно другого следующие друг за другом печатные экземпляры, одинаковы. Этот размер угла зависит преимущественно от взаимного расстояния между печатными экземплярами в каскадяом потоке I i ем равномернее это расстояние, тем равномернее размер угла. Одинаковое расстояние между следующими друг за другом печатными экземплярами в каскадном потоке не являетч я настоятельным требованием для формирования спирального стапеля согласно фиг. В этом стапеле на каждый спира шный виток приходится 24 печатных экземпляра., а всего формируется примерно Ш витков. Из зтого следует, что ь представленном уя стапеле, содержится около 240 отдельных печат1гых экземпляров, образующих устойч вое еднистБс. При :)1ом ,.и:дует иметь в виду, что saTpv ииний представляется также в(.)можным жть тапель еще на же высот; и DH не утратит своей стабильности. Хотя в принципе положение отд&льных печатных экземпляров ОТНОСИТРЛЬКО оси спирали имеет вгор-. иснное зиаче.ие, практика показала, что слпимальные pe.sy,.ibiaты в смысле использования иростргнетс.; и стаби.1ЬН1)сти спира. стапеля могут быть достигнуты, Xi4.:i,a isv к -:экачаио на фиг 2) это : тнасительнг,р шхчожение ;ыбпано таким образом ч-.о рсли смогреть от оси спирллн. обе пары противоле.%а1иия по диагонали угливых точек печатного экземпляра расположены под прямым углом Если данное условие соблкle.no. ю цилиндрическая огибающая повепхность стапеля имеет жаметр D V CcTaT. в то время как внуренняя цилиндрическая огибающая поверхншть и.меет ди аметр d, который равен (а в), при чтом а и в означают длину боковых сторон формата печатного экземпляра. Кроме того, если сфальцованные печатные экземпляры подаются таким образом, что главный фальц исходит от соприкасающегося с внутренней огибающей поверхностью стапеля угла печатного экземпляра, то покровная поверхность стапеля, несмотря на различную толщину печатных экземпляров, остается разной Объясняется это тем, что при соблюдении ЛЁн:1ого услови фальцы следующих друг за друге..- печатных экземпляров нак.ладываются одни на другой только в одной точке и подвергаются значительному сжатию. Однако з основном стапе.ль согласно фиг i и 2. предст.:;р. собой такое образование, кстэрое, hei- i,. ::имо от веса, легко можно перегружать :,с поддон к без дополнительной обвязки K/iH применения каких-либо крепежных элементов транспортировать внутри ироиз водственных помещеккй Для транспортировки за пределы производства рекомендуется положить груз на покровную поверхность стапеля. Построенный соответствующим изобретению способом стапель можно снова разобрать различными иугями. Изобретение по вспяет формировать стапель 11ечатн(Ж про 1) ч.ии большего объема, чем прямоугольный, и при этом сохранять его устойчиность. Формула изобретения I. Способ форгл-чрозаккк стапз,: ной продукции путем укладгсл изделий ::еч тной продукции едко на другое при подЕче их каскадным потоком, от :::: :ю:, тег,:, что, с целью упеличения ст,;т2ля прк сскракекйи его устойчизостч ияде,;;я печатной фодукции J.к.-;ндыг;ают по спирал;-: с частичаыя; перекрытием п:хкпго другил; путем вращения « .пе м.чого стоаа 2 Способ но п , oT.ni aiciiriiloH тем, что изделия в LiMiir-ie сжнмаю;- Б .шкрпьлекии оси спирали. 3. Устройство .7,:1Я осуществления способа по п, I, содержатцее стапетьнь Й сто, и транспортер для подвода каскадны потеком печатной продук1. к стапельному CTO,Tyj конечны.й участок которого и стапел.ьг1ый стол установлены с зоа.мслсностью относительного ис-ремещення в вертнка.чьной плоскости, отличающееся тем, что оно иыеет приспособление для отклоа- кня из.,елнк от прямолинейного HVTH, а стйпелькый стол имеет привел для его вращения вокруг вергика.тьной оси 4Устройство по п. 3, огличающегся тем, что,приспособление для отклонения изделий от прямолинейного пути состоит из вертикального стержня, смонтированного в центре стапельного стола, прижимного ролика, ось которого расположена перпендикулярно оси вращения стапельного стола и параллельна направлению перемещения каскадного потока печатной продукции транспортером. 5Устройство по пп. 3 4, отлинающе вся тем, что прижимной ролик имеет привод 6Устройство по п 3, отличающееся тем, что конечный участок транспортера для подачи каскадным потоком печатной продукции к стапельному столу установлен с возможностью перемещения г верТ1П,.альной плоскости относительно стапельного стола к имеет кронштейн, а приспособление для отклонения изделий от прямолинейного выполнено в виде пары роликов, ос,и которых взаимно перпендикулярны, смонтированной на кронштейне. Источники информации, принятые во зн йвние при экспертизе I Патент Англии № . кл В 8 R, 1470
w
n
/J
II rw
7jm Aik Я
