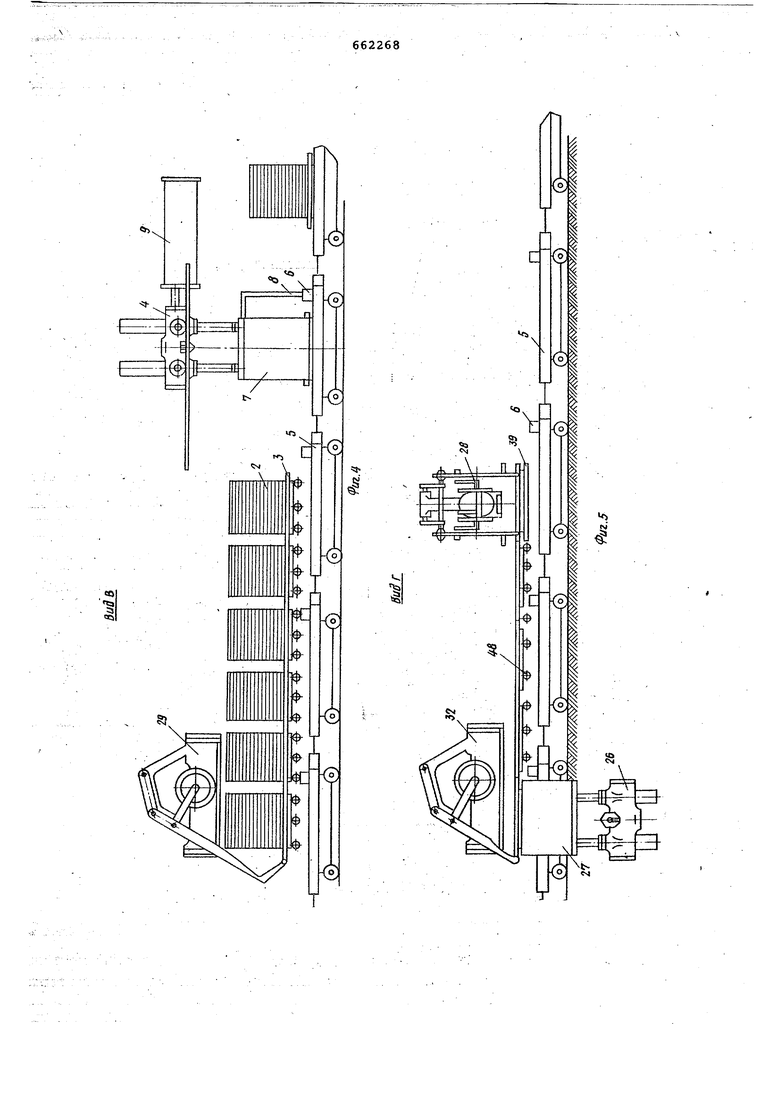
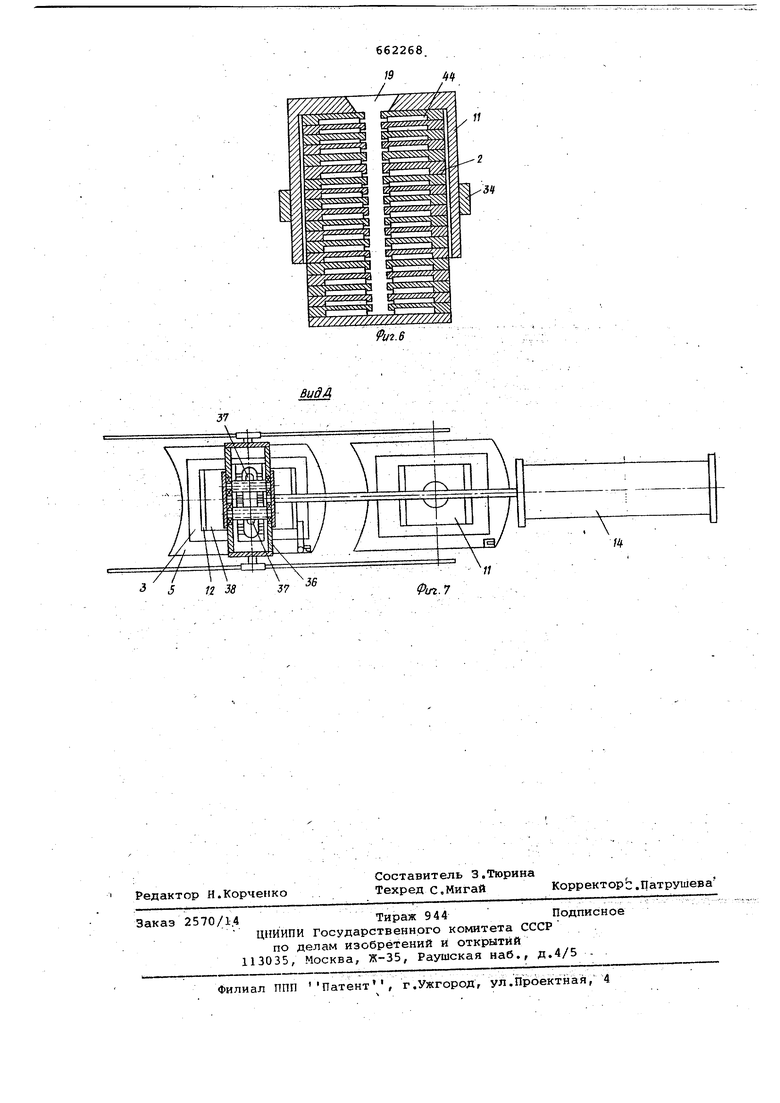
,вают вручную литниковую чашу, заливаот металл ,в форму, снимают вручную .чашу, а механизмом установки и сняти прижимных гшит снимают прижИмную плиту. Залитые и охлажденные формы п рольгангам поступают к выбивномууст ройству, а подцоны возвращают к формоёочному автомату по обратной ветви рольгангов. В выбивном устройстве ви рацией отделяют формовочную смесь, п этом стояк под действием собственног веса проваливается в калиброванную трубу, отбиваяотливки от питателя, Однако указанная линия неустойчив в работе из-за недостаточной надежно ти технологического процесса на учас ка;х заливки и выбивки, что проявляетс в течи стопок при заливке вследствие неравномерности прижима плитами, пов шенцом бое отливокна участке выбивк и, частом заклийивании стояка в трубе выбивного устройства.- V. . Целью изобретения является обеспе чениё выбивки залитой формы,- нагруженной грузом, для ускорения процёсса разрушения формы и отделения отли вок от стояка. Цель достигается.тем, что автомат ческая линия снабжена механизмом под йержки груза, установленным над выбивной решеткой, и мёканйзмом удаления стойка из груза, установленным между- механизмом подъема груза и выбивной решеткой, а механизм простановки стОпочной формы с поддоном,. механизм нагружения .стопочной формы гру 3 ом. и механи з м подъема гру за,- ев я з.аН1Ньае между собой -неприводными роль гангами, установлены между формовочным-автоматом и мёханйзмОм удаления -. стояка, причем, груз йыполнен в видекороба с опорами навнешних поверх-. ностях, боковых стенок и . коническим Отверстием .в горизонтальной его стёнке для чаши . : . Кроме того, в указанной автоматической линии механизмы поддержки гру за, нагружения стопочной фо.рмы груз.ом, подъема груза и простановки сто почной формы с поддоном выпапнен.ы; в вйдеП-образного кронштейна с направляющими на внутренних .поверхностях стоек, взаимодействующие с опо рами груза. - ; - - / Ч ; .:. На фиг.1.изображена предлагаемая а втдйатическая линия, вид в плане; на фиг.2 - то же, вид по стрелке Д на фиг.1; на фиг.З - вид по стрелке .:Е на фигЛ; на фиг.4 - вид по стрелк В йа фиг.1;на фиг.З - вид по стрелке-37 на фиг.1; на. фйг.б -разрез собранной формы, нагруженной грузом; .на фиг. 7 - вид по стрелке Д на фиг.2, . - . йвтоматическая линия содержит формовочный aBToi iaT 1 для изготовления безопочных форм и сбооки стопочных форм 2 на поддоне 3; механизм 4 простановки поддона 3 со стопочной 68 2 на тел.ежку 5 литейного кон- , формой вейера, снабженную кулаками 6 сцепления, состоящий из направляющих 7, штанги 8 сцепления и цилиндра 9 возврата; механизм 10 нагружения стопочной формы грузом 11, содержащий направляющие 12, штангу 13 сцепления и цилиндр 14 возврата; механизм 15 поддержки груза, состоящийиз направляющих 16 и выбивной решетки 17;механизм 18 удаления стояка 19, содержащий опору 20, цилиндр 21 и приемный бункер 22; механизм 23 .подъёма груза 11 с направляющими 24; механизм 25 о.чистки поддонов 3; механизм 26 съема поддонов 3 с направляющими 27;. толкатели 28-32. Механизмы 4,10,15 и 23 конструктивно выполнены одинаковыми в виде П-образного короба с внутренними направляющими 33,предназначенными для взаимодействия с опорами 34 груза, и с возможностью возвратно-поступаTeJ7bHoro перемещения в вертикальной плоскости. Механизм 10, например, со.стоит из раздвижных. направляющих 12, связанных плитой 35, штанги 13 сцепления, цилиндра 36 с реечным механизмом 37, перемещающим подвижные направляющие 1.2, и упором 38. У механизмов.15 и 2J направляющие 12 нераэдвижные. Автоматическая линия работает следующим образом. Очищенный поддон 3 толкателем 28 по рольгангу 39 подается в формовочный автомат 1. йвтомат 1 изготавливает безопочные формы и собирает их в стопочную форму 2 на поддоне 3, которые приводным рольгангом 40 направляются под толкатель 29. Толкатель 29 подает поддон 3 со стопочной формой 2 в направляющие 7 механизма 4простановки стопочных форм на тележку 5 литейного конвейера. При подходе очередной- тележки 5 -литейного конвейера к механизму 4 кула 6,закрепленный на тележке 5, жестко за-. хватывает штангу 8 механизма 4 и синхрЪнно перемещает механизм 4 простановки стопочных ,форм 2, который при этом опускает и фиксирует поддон 3 со стопочной формой 2 на тележке 5литейного конвейера. Цилиндр 9 врзвргицает механизм 4 простановки стопочных форм 2 в исходное положение. При подходе тепежки 5 к механизму 10. нагружения кулак 6 жестко захватывает штангу 13-механизма 10 .и также, как и в случае с механизмом 4, синхронно с конвейером перемещает м.еханизм 10 нагруженная. При синхронном движении механизм 10 нагружения цилиндром 36 и реечным механизмом 37 опускает груз на стопочную форму 2.. После установки груза подвижные направляющие 12 расходятся в стороны. t)T груза и поднимаются над ним.В верхнем положении упоры 38 возвращают направлягощие в исходное положение. Возврат механизма 10 нагружкния осуществляется цилиндром 14. Нагружённая форма 2 тележкой 5 литейного конвейера подается под заливку. Форму 2 заливают жидким металлом из заливочного ковша 41 и передают на охладиЦельный конвейер 42, После охлаждения толкателем 30 по рольгангу 43 залитая .Загруженная форма 2 попадает на направляющие 16 механизма 15 поддержки груза,который сохраняет положение rpy за 11 в горизонтальной плоскости и в случае бракованной,залитой по разъема формы 2 способствует ее разрушению. Вибрацией выбивной решетки 17 и весом груза 11 разрушают форму 2 и отдёляют отливки 44 от стояка 19,при этом стояк 19 опирается на выбивную решет ку 17, В результате чего по мере раз рушения стопочной формы 2 и опускания груза 11 стояк 19 выходит над верхней плоскостью груза 11. Груз 11 со стояком 19 проталкиваются на рол ганг 45 к механизму 18 удаления стояка 19 из груза 11. Механизм 18 после установки груза 11 со стояком 19 на позицию удаления стояка захватом 46(магнитным или механическим) извлекает стояк 19 из груза 11. Достигается это тем, что стояк 19 при перемещении с груза 11 от выбивной решетки 17 к механизму 18, опираясь, на опору 20, выполненную, например, в виде полосы и идущую на уровне выбивной решётки 17, выступает над верхней плоскостью груза 11 на 1/2 - 1/3 высоты стопочной формы и, центрируясь отверстием под чашу в грузе, оказывается в поло жении , удобном (свободнее и центрированное тело стояка) для его извлечения из груза 11 механизмом 18. Затем механизм 18 со стояком транспортируется цилиндром 21 к приемному бункеру 22, в котором складируются стояки.. В случае бракованной, залитой по разъемам 2 механизм 15 поддерж ки груза плитой, аналогичной плите 3 надавливает через груз на форму и разрушает ее. Механизмом 23 подъема и толкателем 31 груз 11 подается по рольгангу 47 на Направляющие 12 механизма 10 нагружения сторочной формы 2. грузом 11. Освобожденный поддон 3 очищается механизмом 25 очистки поддонов и направляющими 27 механизма 26 съема поддонов 3 снимается с тележки 5 литейного конвейера, а тол кателями 32 и 28 по рольгангам 48 и 39 подается в формовочный автомат 1 безопочной стопочной формовки, где снова собирается стопо71ная форма 2. Формула изобретения 1.Автоматическая линия для .получения отливо1 в стопочных формах, содержащая литейный конвейер, формовочный автомат, механизм простановки стопочной формы с поддоном, механизм нагружения стопочной формы грузом, механизм подъема груза, выбивйую решетку, механизм съема поддонов, механизм очистки поддонов и транспортные средства, состоящие из рольгангов и толкателей, отличающаяся тем, что, с целью обеспече-. НИН выбивки залитой формы, наг руженной грузом, для ускорения процесса разрушения форма и отделения отливсэк от стояка, линий снабжена механизмом поддержки, груза, установленным над выбивной решеткой, и механизмом удаления стояка, установленным между механизмом подъема грузаи выбивной решеткой, а механизмы простановки стопочной формы с поддоном, нагружения стопочной формы грузом и подъема груза связаны между собой рольгангами и установлены между формовочным ; автоматом и механизмом удаления стояка, причём груз выполнен в виде короба с опорами на внешних поверхностях боковых стенок и:коническим отверстием в горизонтальной его стенке для чаши. 2.Автоматическая линия по п.1, отличающая с я тем, что механизмы поддержки груза, нагружения стопочной формы грузом, подъема груза и простановки стопочной формы с поддоном выполнены в виде П-образкройштейна с направляющими на внутренних поверхностях стоек, взаимодействующими с опорами груза. Источники информации, принятые во внимание при экспер изе 1.Отчет по теме 9-75 Анализ и разработка перспективных направлений научно-исследовательских работ в области технологии металлургического производства автомобильной промышленности, раздел 1, НИИТавтопром, 1975. 2.Отчет по. теме № 117:-69/Л8-7 Создание и внедрение высокопроизводительного автомата для изготовления песчаных форм для отливки порш.невых колец тракторных двигателей СМД-60 и др. . НИИТракторсельхоз,маш, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения отливокОТ бЕзОпОчНОй СТОпОчНОй ВЕРТиКАльНОйфОРМы | 1979 |
|
SU844121A1 |
| Груз для безопочной стопочной формы | 1980 |
|
SU900975A1 |
| Установка для выбивки безопочных стопочных форм | 1981 |
|
SU980956A1 |
| Автоматическая формовочная линия | 1975 |
|
SU531655A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ | 1961 |
|
SU152728A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| УСТРОЙСТВО ДЛЯ ВЫБИВКИ ЛИТЕЙНЫХ ФОРМ | 2000 |
|
RU2183531C2 |
| Установка выбивки стопочных безопочных форм | 1981 |
|
SU982843A1 |
| Автоматическая литейная линия | 1979 |
|
SU821061A1 |


-tEIr
B5.
«ь -п- AS
11
fi/.6 n 12 38
