1
Изобретение относится к сварке и может быть использовано при контактной стыковой, точечной ИЛИ роликовой сварке, когда требуется ограничить или практически полностью устранить выдавливание разогретых участков свариваемых деталей.
Известно устройство, с помощью которого к боковым поверхностям плоско-сплющенного участка трубы прилагают в процессе контактной точечной сварки дополнительное усилие сжатия 1.
Это устройство представляет собой жесткую скобу, на концах которой по одной оси закреплены две направляющие. В направляющие помещены иолзуны, на торцах которых, обращенных внутрь скобы, закреплены через электроизоляционные прокладки упоры в виде металлических пластин. Через эти упоры и прилагают дополнительное усилие сжатия к боковым поверхностям плоско-сплющенного участка трубы, чем ограничивают выдавливание металла этих участков в процессе сварки.
Недостаток известного устройства заключается в том, что контакт свариваемого изделия с его пластинами-упорами приводит к шунтированию сварочного тока (через эти пластины-упоры). В наибольщей степени это проявляется при сварке металло.в
с низким пределом текучести при повыщенных температурах, таких как цирконий и его сплавы. Вследствие шунтирования боковые поверхности изделия излишне нагреваются, разогретый металл выдавливается в зазоры, налипает на упоры, возникают выплески и поджоги.
Известны также устройства в виде формирующих металлических колец, применяемые ДЛЯ ограничения течения металла при стыковой контактной сварке 2.
Недостаток их тот же - контакт с ними свариваемых деталей приводит к шунтированию сварочного тока.
Наиболее близким по технической сущности к предлагаемому изобретению является устройство ДЛЯ формирования соединения при контактной сварке, содержащее разъемные башмаки З.
Эти башмаки выполнены из электроизоляционного материала и охватывают свариваемые детали на участке их вылета.
Недостатком этого устройства является плохая теплопроводность материала, из которого изготовлены эти башмаки, что приводит к ухудшению качества шва.
Целью изобретения является улучшение качества сварного соединения за счет отвода тепла из зоны сварки.
Указанная цель достигается тем, что
разъемные башмаки выполнены в виде пакетов, скрепленных между собой плоскопараллельных, электрически изолированных друг от друга металлических пластин, плоскости которых перпендикулярны плоскости разъема башмаков. Разъемные башмаки выполнены также из пакетов трансформаторной стали, поверхности которых покрыты слоем высокотемпературной изоляции.
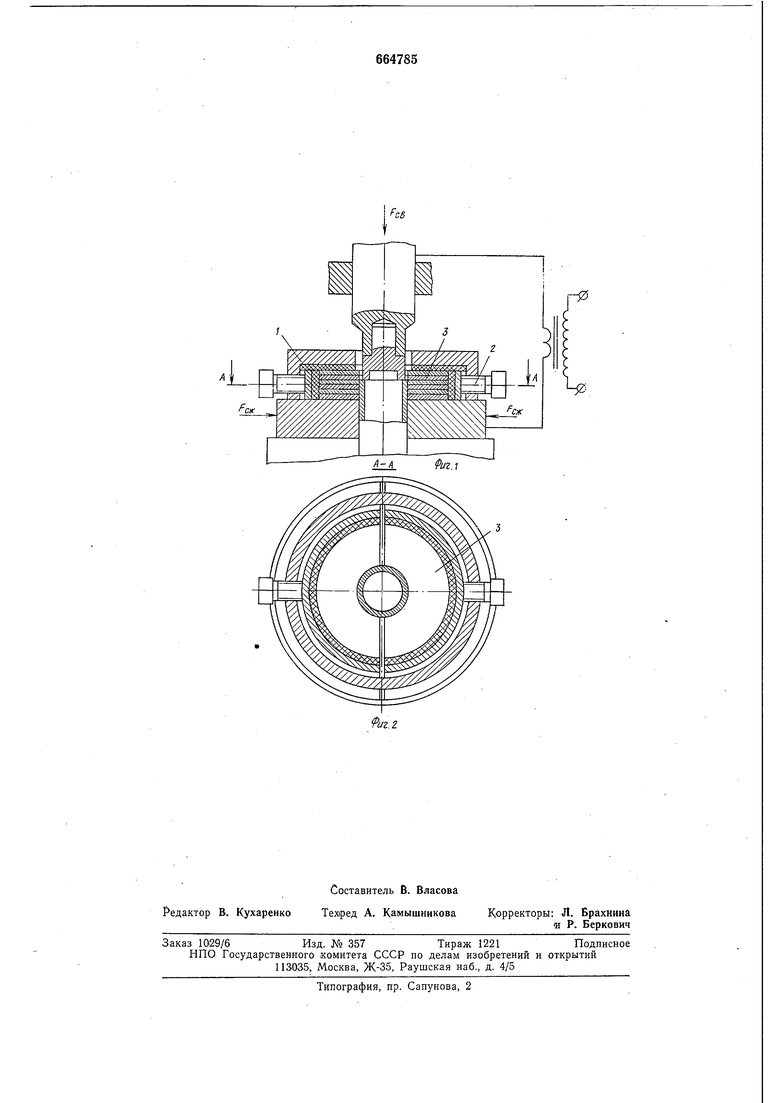
На фиг. 1 и 2 представлено предлагаемое устройство. Устройство состоит из кольцевой обоймы 1, зажимов 2 и секторов разъемных башмаков 3.
Устройство работает следующим образом.
Свариваемую трубу зажимают токоподводящими губками неподвижного токоподвода-зажима с некоторым вь1летом. Предлагаемое устройство устанавливают на выступаюш.ей из токоподвода-зажима части свариваемой трубы. Посредством жесткой кольцевой обоймы 1 и зажимов 2 секторы разъемных башмаков 3 подводят к трубе на участке ее вылета. Заглушку устанавливают в подвижном электроде. После приложения усилия сжатия к свариваемым деталям через них пропускают импульс сварочного тока.
Предлагаемое устройство в процессе сварки ограничивает выдавливание разогретого металла свариваемых деталей наружу и направляет течение грата внутрь трубы. При этом выполнение в виде пакетов, скрепленных между собой, электроизолированных друг от друга металлических пластин, секторы металлического кольцевого упора обеспечивают отвод тепла от зоны сварки и устраняют шунтирование сварочного тока, обеспечивая тем самым получение качественного сварного соединения.
С целью упрощения изготовления, секторы разъемного кольцевого упора могут быть выполнены из пакетов, склеенных между собой пластин трансформаторной стали толщиной 0,2-2 мм, поверхности которых имеют слой высокотемпературной изоляции.
Такая конструкция разъемных башмаков устройства позволяет в широких пределах регулировать интенсивность теплоотвода.
изменяя толщину и материал составляющих его пластин.
Основная область применения изобретения - герметизация стыковой контактной сваркой с помощью концевых деталей оболочек тепловыделяющих элементов энергетических реакторов.
При этом оболочки могут быть выполнены из различных сплавов, например циркониевых или жаропрочных сталей, в том числе дисперсионно-упрочненных.
Применение предлагаемого устройства позволило обеспечить высокое качество сварных соединений и стабильность сварки.
Использование предлагаемого устройства при герметизации узлов стыковой сваркой позволит при высоком качестве сварки получить соединения без наружного грата и
исключить трудоемкую операцию срезки последнего.
Формула изобретения
1. Устройство для формирования соединения при контактной сварке, содержащее разъемные башмаки, отличающееся тем, что, с целью улучшения качества сварного соединения за счет обеспечения отвода тепла из зоны сварки, разъемные башмаки выполнены в виде пакетов скрепленных между собой плоскопараллельных, электрически изолированных друг от друга металлических пластин, плоскости которых перпендикулярны плоскости разъема башмаков.
2. Устройство по п. 1, отличающееся тем, что разъемные башмаки выполнены из пакетов склеенных между собой пластин
трансформаторной стали, поверхности которых покрыты слоем высокотемпературной изоляции.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 485841, кл. В 23К П/Ю, 1973.
2.Авторское свидетельство СССР № 220373, кл. В 23К 11/02, 1966.
3.Орлов Б. Д. Технология и оборудование контактной сварки. Машиностроение,
М., 1975, с. 108.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки сопротивлением трубы с заглушкой | 1987 |
|
SU1596576A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2008 |
|
RU2464139C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ | 1997 |
|
RU2139176C1 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| СПОСОБ КОНТАКТНО-СТЫКОВОЙ СВАРКИ ТРУБЫ С ЗАГЛУШКОЙ | 2007 |
|
RU2378091C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ-ХОЛОДИЛЬНИКА-ТОКОПОДВОДА К АГРЕГАТУ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 2002 |
|
RU2236337C2 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ КОНТАКТНО-СТЫКОВОЙ СВАРКОЙ С ПОМОЩЬЮ ЗАГЛУШЕК | 2011 |
|
RU2480314C2 |
| Устройство для герметизации контактной стыковой сваркой трубы | 1985 |
|
SU1279152A1 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СОЕДИНЕНИЯ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБЫ С ЗАГЛУШКОЙ (ВАРИАНТЫ) | 2005 |
|
RU2293633C1 |