Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Припой для пайки деталей электровакуумных приборов | 1977 |
|
SU650757A1 |
| Припой для пайки электровакуумных приборов | 1976 |
|
SU620357A1 |
| Припой для пайки деталей электровакуумных приборов | 1977 |
|
SU637217A1 |
| Припой для пайки деталей электровакуумных приборов | 1976 |
|
SU550259A1 |
| Способ соединения материалов | 1979 |
|
SU833384A1 |
| ПРИПОЙ ДЛЯ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ | 2002 |
|
RU2219030C1 |
| ПРИПОЙ ДЛЯ ПАЙКИ | 2008 |
|
RU2374056C1 |
| Способ пайки керамики с металлами и неметаллами | 1984 |
|
SU1260124A1 |
| Припой для бесфлюсовой пайки и способ его изготовления | 2015 |
|
RU2609583C2 |
| БЕССВИНЦОВЫЙ ПРИПОЙ | 2000 |
|
RU2254971C2 |
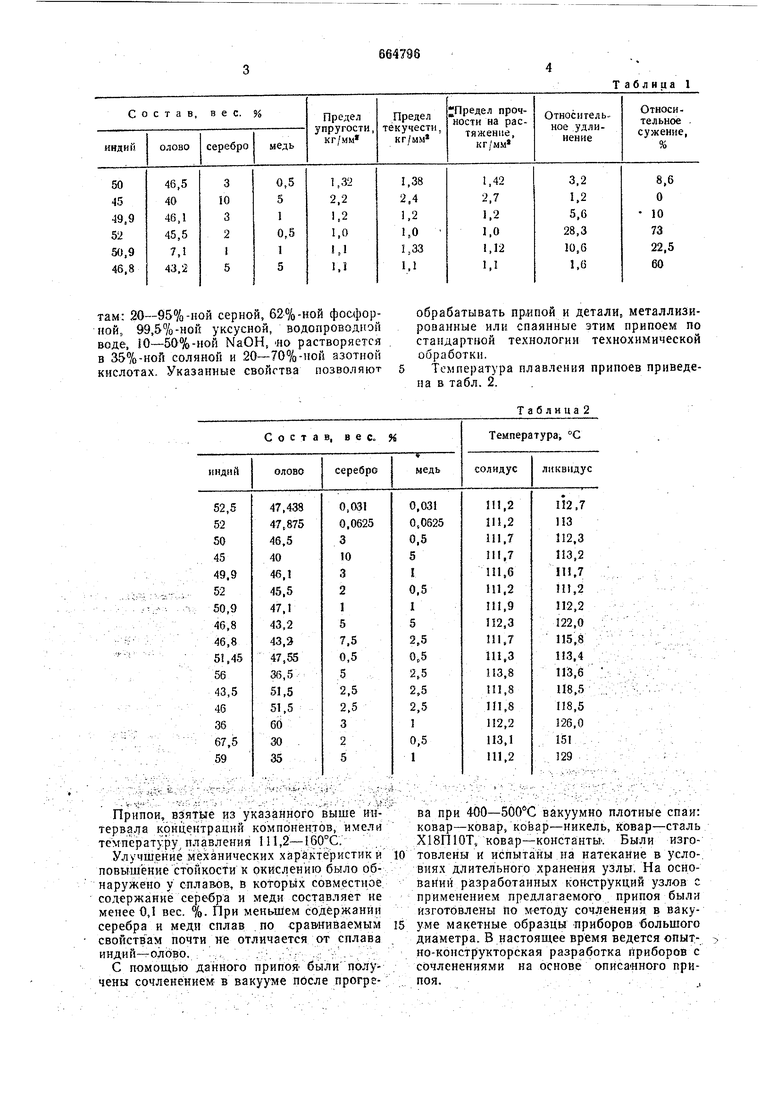
там: 20-95%-ной серной, 62%-ной фосфориой., 99,5%-ной уксусной, водопроводной воде, 10-50%-ной NaOH, НО растворяется в 35%-ной соляной и 20-70%-ной азотной кислотах. Указанные свойства позволяют
Состав, вес« %
Припои, взятые из указанного выше интервала концентраций компонентов, имели температуру плавления 111,2-160°С.
Улучшение механических характеристик и повышение стойкости к окислению было обнаружено у сплавов, в которых совместное содержание серебра и меди составляет не менее 0,1 вес. % При меньшем содержании серебра и меди сплав ,по сравниваемым свойствам почти яе отличается от сплава индий-олово, : ., .: ;,;- .,-. ;,;.,С помош,ью данного припоя- были получены сочленением в вакууме после прогреобрабатывать пр.ипой и детали, металлизированные или спаянные этим припоем по стандартной технологии технохимической обработки.
Температура плавления припоев приведена в табл. 2.
Таблица2
Температура, °С
ва при 400-500 С вакуумно плотные спаи: конар-ковар, ковар-никель, ковар-сталь Х18П10Т, ковар-константы. Были изготовленн и испытаны на натекание в уело-. ВИЯХ длительного хранения узлы. На оснований разработанных конструкций узлов с применением предлагаемого припоя были изготовлены По методу сочленения в вакууме макетные образцы приборов большого
диаметра. В настоящее время ведется опытно-коистр укторская разработка приборов с
сочленениями на основе описанного припоя..
Формула изобретениядующих соотношениях компонентов,вес. %:
Припой для пайки деталей электроваку-Медь 0,05-5,0
умных приборов, содержащий олово, медь.Серебро 0,05-12,0
индий, отличающийся тем, что, с5 Индий Осатльное
целью улучшения физико-механических ха-Источники информации,
рактеристик паяного шва и повышения на-принятые во внимание при экспертизе
дежности изготавливаемых приборов, онI. Авторское свидетельство СССР
дополнительно содержит серебро при еле-№ 550259, кл. В 23К Э5/26, 27.01.76.
Олово, 35-60
