I ..-..
Изобретение относится к обработке металпов давлением, а именно конструкциям штампов для штамповки шариков.
Известен штамп для объемной штамповки шариков, содержащий матрицу и пуансон с рабочими полостями, образующиеми гравюру в виде сферы, описанной вокруг иетотавливаемого шарика ll
Известный штамп для объемной штам-t повки шариков имеет рабочую полост матрицы и пуансона в форме сопряжения сферы с конусом, расположенным в донной части и переходящим в йкстракторное отверстие.
При изготовлении заготовок шариков в известном штампе образуется значительный облой. Геометрическая форма рабочей полости бойков штампа, выполненная сопряжением полусферы с конусом в донной части, обуславливает завьпценный припуск на последующую- механическую обработ ку.
Цель изобретения - э сономия металг1а при получении изделий.
Юля достижения пели гравю{ штампа выполнена в .виде сопряженных основатшми правильных усеченных конусов, вписанных в указаннук) сферу по всему ее профилю.
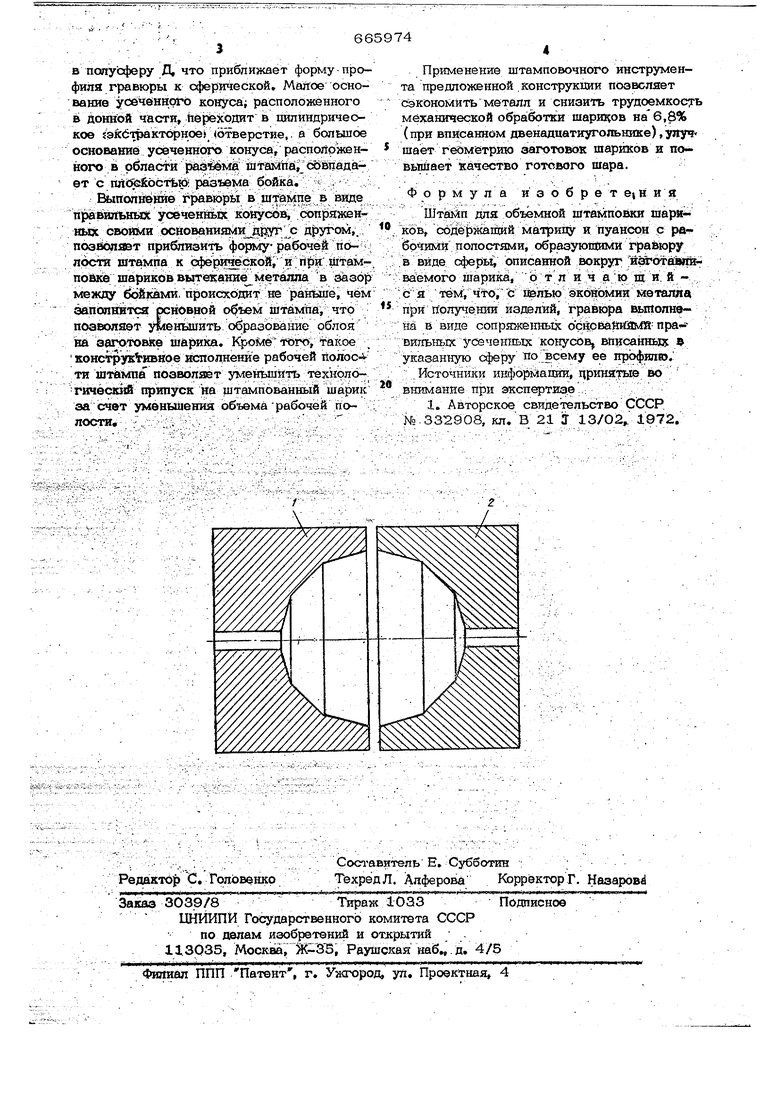
На чертеже иэобрановн продольный раэрез штампа.
Штамп состоит из матрицы 1 ri пуансона 2. Степень приближения формы загбтовкй к сфере и. объем , металла заготовки зависят от числа сторон правильного вписанного (описанного) многоугольника в продольном сечении.
В матрице и пуансоне рабочие полости по всей гравюре выполнены в виде правильных усеченных конусов, расположенных последовательно друг за другом от до1гаой части до линии разъема штампа таким образом, что малое основание последующего усеченного конуса сопряжено с большим основанием предыдущего. В силу такого расположения правильных усеченных конусов получается правильный гвометричео ки симметричный объем, вписывающийся в полусферу Д, что приближает форму профиля гравюры к сферической. Малое основание усеченного конуса; располОя® иного в донной части, йереходит в цилиндрическое 5 1С 5трактЬрное (отверстие, а большое основание усеченного конуса, расположенного в области разъёма штампа, сйвпадает с плсЯ2 ЬстЬЮ разьвма бойка. , Выполнение гравюры в штампе в виде правильных усеченных конусов, сопряженных сЕЮйми основаниями др5Т с другом,. позволяет приблизить форму рабочей полости штампа к сферической, и прк штампойке шариков вытекание металла в зазор между бойками, происходит не раньше, чем аапопнится основной объем штампа, что позволяет уменьшить образование облоя на заготовке шарика. Кроме того, такое констррук ивйре исполнение рабочей полос4 ти штаМп позволяет уменьшить технол6:гичвск1Й припуск На штампованный шарик за «гчет уменьшения объема -рабочей поЛОСТИ,--.;-;.-у--:Л--; ;v , .,;. :,.. Применение штамповочного инструмента предложенной конструкции позволяет сэкономить металл и снизить трудоемкость механической обработки на6,8% (при вписанном двенадцатиугольнике), упуч« шает геометрию заготовок шариков и повышает качество готового шара. Формула и 3 о б р е т е, н и я ШтаМп для объемной штамповки шариков, содержащий матрицу к пуансон с рабочими полостями, образуюпболн гравюру в виде сферы, описанной laoKpyr й й-бтейшиБаемого шарика, о т л и ч аю nt и ис я тем, что, с ИЭЛЫО ёкономии металяа при получении изделий, гравюра иьшолнвна в виде conpscKeifflbix осйсбаййамя- пра випьньос усеченных конусов, вписанных е указанную сферу по; всему ее профилю. : . Источншш информации, цриня-гые во внимание при экспертизе .;,/ 1. Авторское свидетельствоCiCCP №.332908, кл, В 21 S 13/02 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бойки к штампу для объемной штамповки шариков | 1978 |
|
SU706177A1 |
| ОБЪЕМНОЙ ШТАМПОВКИ ШАРИКОВ! !~ '/••" ••••- - --.. -i iWrtt,'.':5-?^.; = t:,(-ff/Л | 1972 |
|
SU332908A1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242320C2 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Узел штампа для выдавливания | 1985 |
|
SU1348050A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1996 |
|
RU2103139C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТА | 1996 |
|
RU2108194C1 |
| Узел штампа для выдавливания | 1985 |
|
SU1348049A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
