(54) БОЙКИ К ШТАМПУ ДЛЯ ОЫзЕМНОЙ ШТАМПОВКИ ШАРИКОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1811430A3 |
| ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ ПОКОВОК С ВАЛОМ | 1992 |
|
RU2009757C1 |
| Штамп для изготовления роликов | 1980 |
|
SU884817A1 |
| Штамп | 1976 |
|
SU665974A1 |
| Способ изготовления поршней двигателей внутреннего сгорания | 1987 |
|
SU1473898A1 |
| Способ изготовления полых изделий из листовой штучной заготовки | 1987 |
|
SU1690908A2 |
| Способ получения изделий с боковыми отростками | 1979 |
|
SU871977A1 |
| ШТАМП ДЛЯ ОСАДКИ | 1998 |
|
RU2119402C1 |
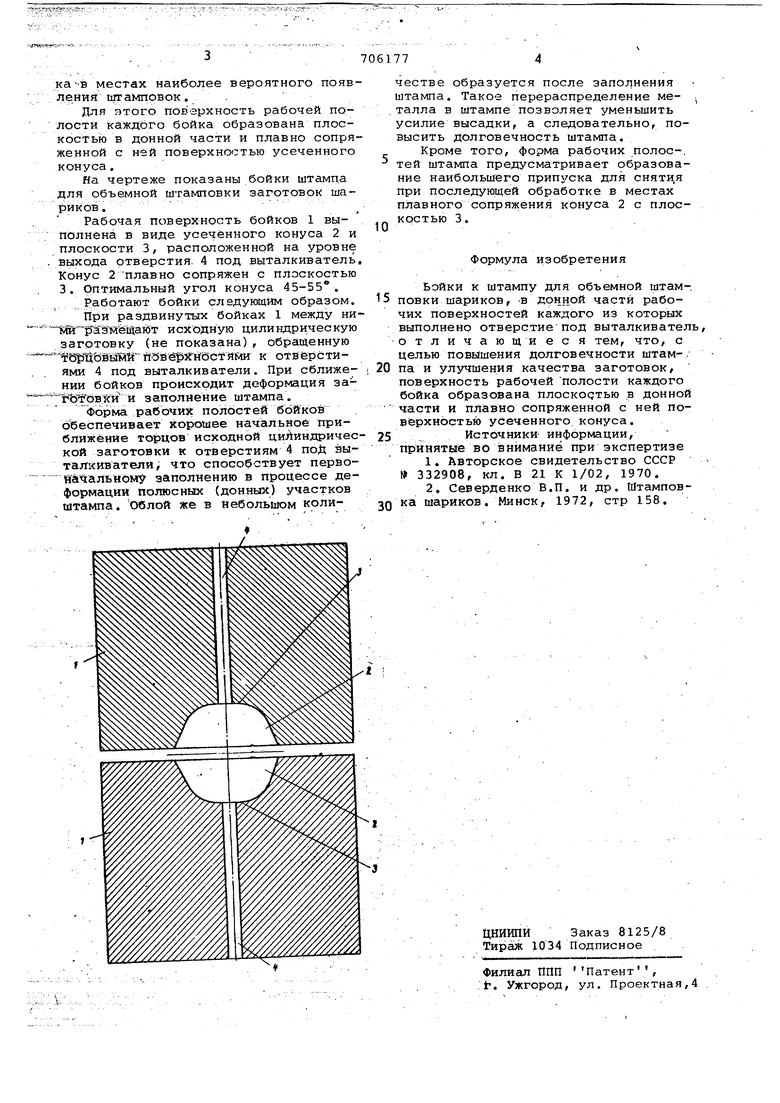
1И эобретение относится к общему машиностроению и может быть использовано при изготовлении заготовок шариков объемной штамповкой. Известны бойки к штампу для объемной штамповки заготовок шариков с по-:пусферическими рабочими полостями, в донной части каждой из которых вьтполнено отверстие под выталкиватель. При этом донная часть каждой рабочей поверхности выполнена в виде конуса/ плавно сопряженного с полусферой 1J. Указанные бойки используются при штамповке заготовок шариков с диаметром, большим чем 8 мм. Для ;штамповки более мелких заготовок шарйксзв они не пригодны, так как отштампбванные заготовки при этом имеют неопределенную геометрическую форму что затрудняет их дальнейшую обработку. Кроме того, на отштампованных заготовках шариков с диаметром больше 8 мм образуется заштамповка (трещина) , лежащая в местах начального крнтакта исходной цилиндрической saf-oтовки с рабочей поверхностью бойкой. Глубина заштамповки - величина случайная и может превысить припуск , пре усмотренный на дальнейшую обработ- , .ку заготовок шариков, и тем самым при вести к браку изделий. Известны такШ бойки к штампу для объемной штамповки заголовок шарикйв с полусферическими рабочими полостями, в донной части каждой из которалх выполнено отверстие под выталкиватель 2. Указанные бойки могут быть исполь-: зованы при штамповке заготовок шариков с диаметром до 8 мм. Однако из-за образования в первую очередь облоя Между бойками требуется большое усилие высадки для заполнения металлом зоны непосредственно возле отверстия выталкивателя, которое снижает долговечность штампа. I- Кроме того, из-за наличия заштамповки, образующейся на заготовках шариков в местах начального контакта исходной цилиндрической заготЬвки с рабочей поверхностью бойков, глубина которой - величина случайная и может превысить расчетный припуск на дальнейшую обработку. Целью изобретения является пов(лие ние долговечности штампа, а такжо улучшение ткачества заготовок шчриков путем обеспечения завышенного припус
