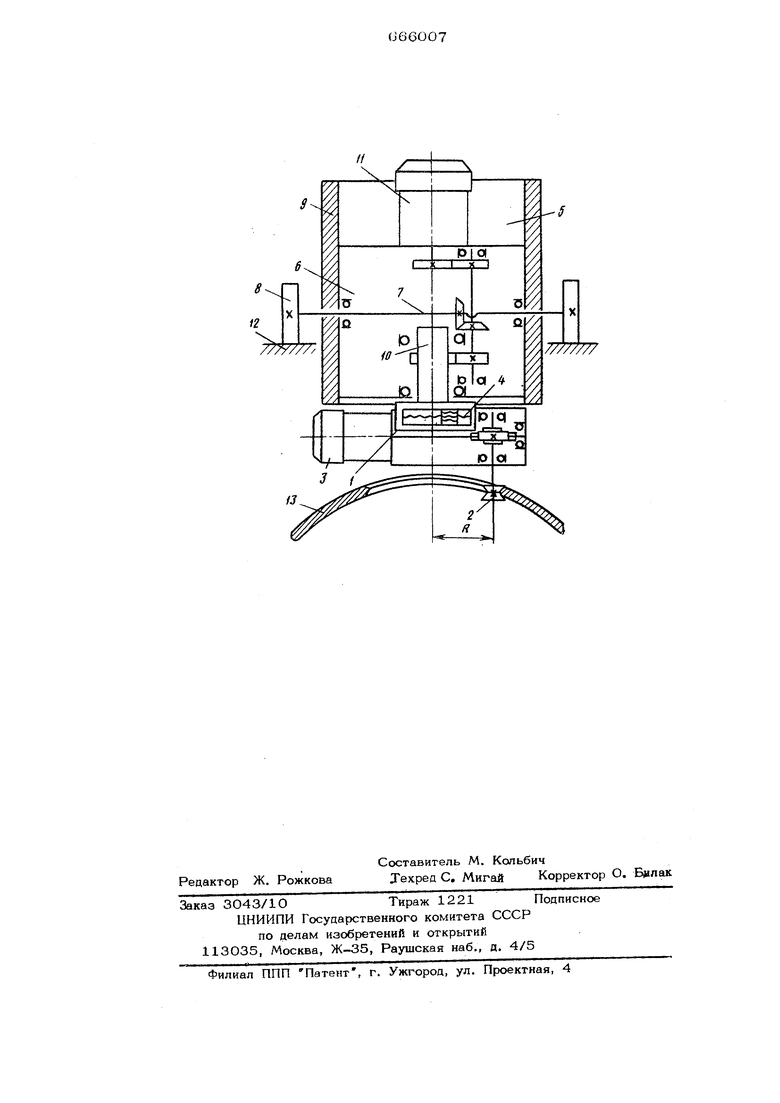
Обрабатываемую трубу 13 устанавлн вают так, чтобы центр отверстия, которое необходимо получить или обработать его кромку, совпадал с осью вертикального вала 10, Контур отверстия и его центр намечаются зарайее. Меканиэмом 4 перемещения фрезерной головки режу щий инструмент 2 перемещают от оси вертикального вала 10 на расстояние, равноерадиусу отверстия, подлежащего обработке. Режущий инструмент 2 подводят к центру обрабатьтаемого qTBej3 стия и включают привод 3 вращения режущего инструмента и привод 11 вра щения вертикального вала. При вращении вертикального вала 10 вокруг своей оси вместе с фрезерной головкой 1 и режущим инструментом 2 происходит фрезерование отверстия по намеченному контуру. Если после получения отверстия необходимо нять фаску, например, под сварку, необходимо заменить режущий инструмент {цилиндрическую фрезу на фасонную). Регулируемые опоры 12 при этом устанавливают таким образом, чтО бы фасонная фреза находилась у кромки обрабатываемого отверстия. Режущий инструмент 2 приводится во вращение приводом 3. При помощи механизма 4 перемещения фрезерной головки происхо дит врезание режущего инструмента в . кромку отверстия. Затем приводится во вращение вертикальный вал 10 и горизонтальный вал 7 механизма копирования 5 от электродвигателя 11. Вместе с горизонтальным вьлом 7 вращаются насаженные на его концах эксцентрики 8, взаимодействующие с опорами 12. .Эксцентрики при вращении перемеи1ают яа величину эллипсности корпус 6-по 74 вертикальным направляющим О. Благодаря этому за один оборот вокруг оси горипонтального вала 7 вместе с эксцентриками 8 корпус 6 с вертикальным валом 10 и фрезерной головкой 1 с режущим инструментом 2 дважды поднимется и опустится по направляющим 9. Вертикальный вал 10 при этом также совершит один оборот вокру г своей оси вместе с фрезерной головкой 1 и режущим инструментом 2. Таким образом, режущий инструмент при постоянном вращении вокруг собственной оси опишет в пространстве синусоидальную кривую, которую представляет собой кромка обрабатываемого отверстия на образующей поверхности трубы. Формула изобретения Устройство для обработки криволинейных поверхностей с инструментальной головкой, установленной на основании с возкюжностью поворота вокруг его центра и радиального перемещения, отличающее.с я тем, что, с целью повыщения качества обработки отверстий в трубах, основание выполнено в виде корпуса, установленного с возможностью вертикального перемещения, в котором расположен горизонтально вал с эксцентриками на концах и, опорами для вза1{модействия с эксцентриками, установленными с возможностью регулирования. . .Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 158769, кл. В 23 С 1/00, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| ФРЕЗЕРНЫЙ СТАНОК С ЧПУ | 2013 |
|
RU2572111C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
| Устройство для бескопирной обработки профильных валов с равноосным контуром | 1978 |
|
SU743793A1 |
| Устройство для выборки непрерывного волнистого паза в деревянных заготовках | 1975 |
|
SU593911A1 |
| ПЕРЕНОСНОЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗКИ РЕМОНТНЫХ ОТВЕРСТИЙ И НАКЛАДОК В КОМПОЗИЦИОННЫХ МАТЕРИАЛАХ | 1992 |
|
RU2013189C1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |