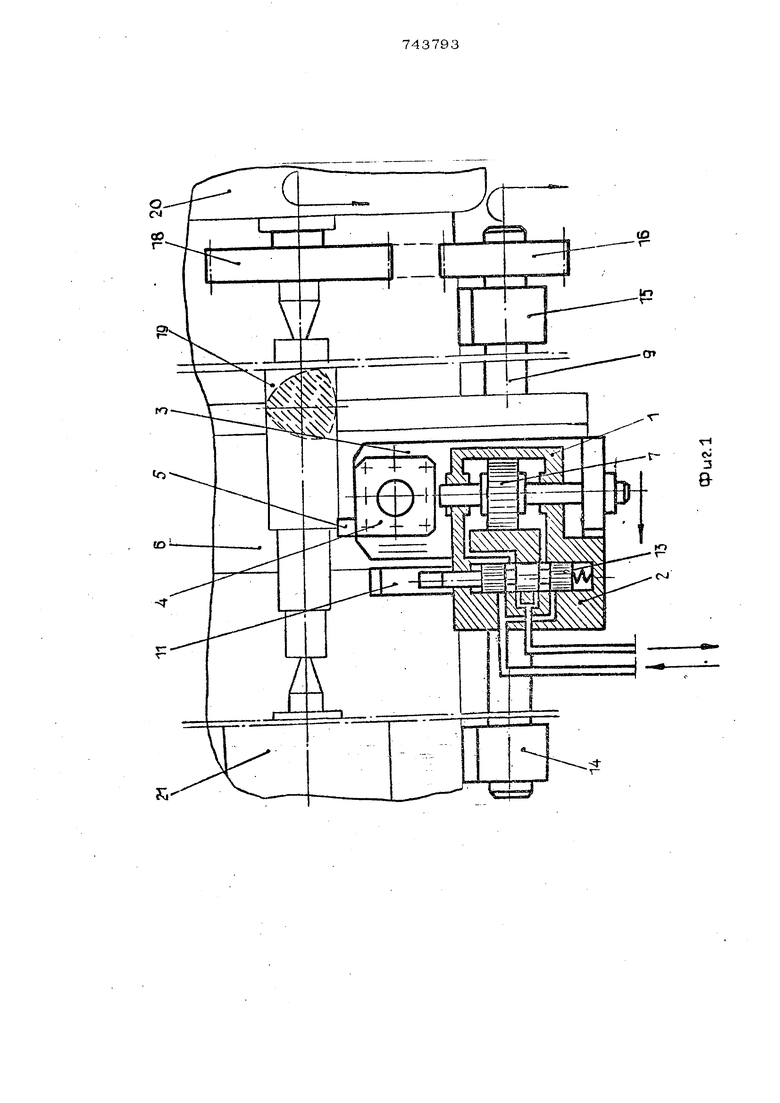
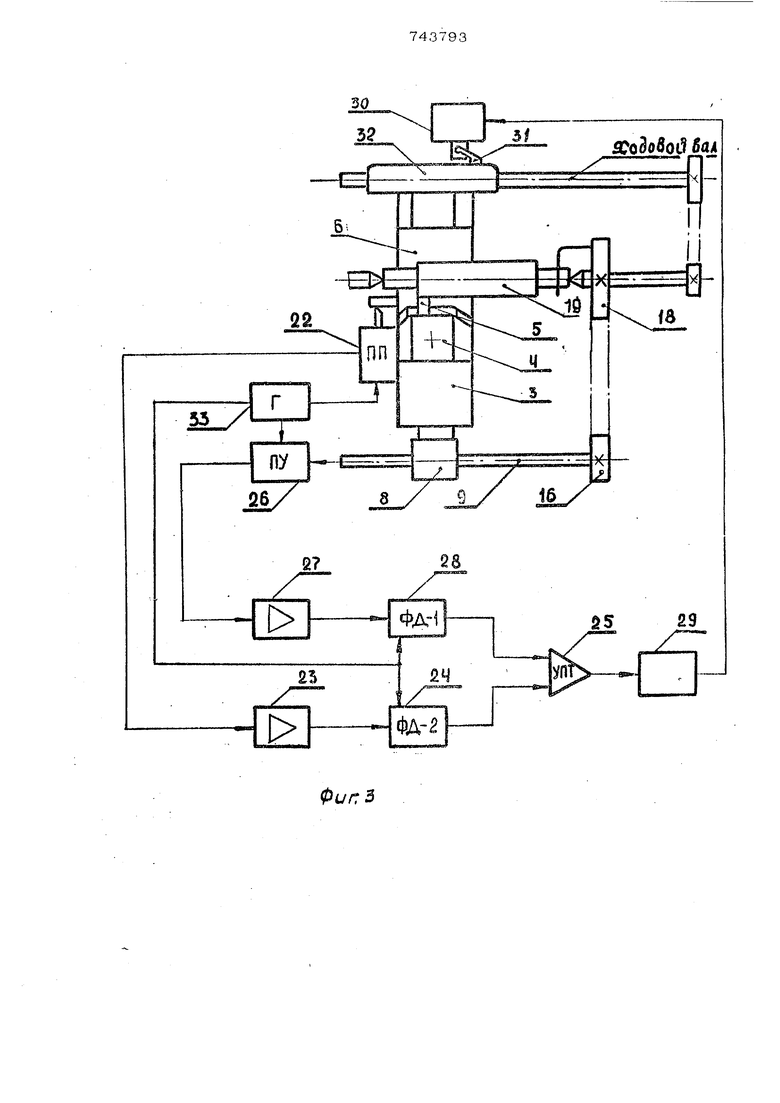
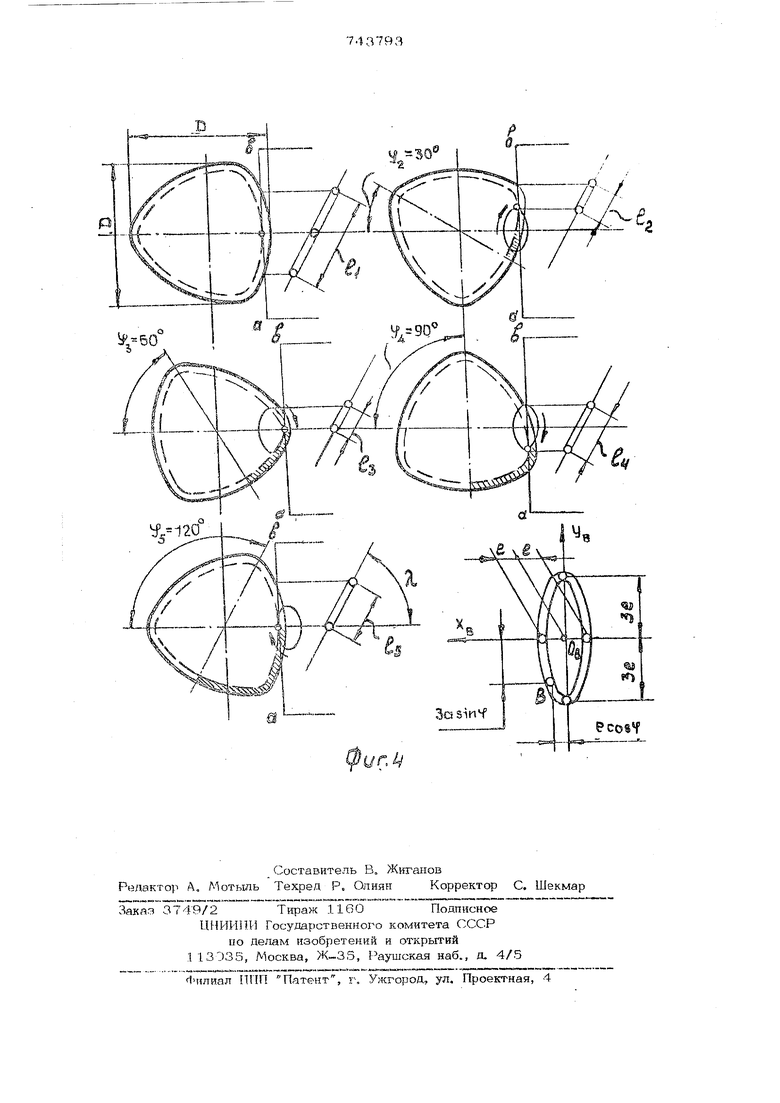
Изобретение относ1ггся к станкостроению и может быть использовано при тока ной обработке /валов бесшноночного соединения, в частности с профилем равноосный контур. В этом устройстве сложные движения режущему инструменту или обрабатываемой детали задаются с помощью эксцент риковых или кривошипных устройств. Известно устройство для обработки валов с профилем равноосный контур (РК), которое включает в себя каретку с однокоордзтаатным следящим гидравлическим приводом и механизмом отбора движений с приводным валом 1 Обрабопса валов с профилем РК на этом устройстве осуществляется за счет однокоординатного гармонического колебательного перемещения фрезерной голов ки с торцовой фрезой. При этом количество перемещений фрезы в jV раз превы щает число оборотов обрабатываемого вала, вращающегося с постоянной угловой скоростью, где tJ - количество гра1ёй вала. Настройка необходикюй длины хода фрезерной головки осуществляется -за счет изменения радиуса кривоивдпного пальца. Эту настройку необходимо осуществлять только при остановленном станке. Недостатки такого устройства - наличие фрезерной головки, что усложняет конструкшпо устройства и понижает точность обработки валов с профилем РК; отсутствует возможность контроля и управления процесса формообразования профиля; для переналадки устройства с одной длины хода фрезерной головки на другую требуется останов станка, что понижает производительность обработки по штучному времени за счет увеличения вспомогательного времени. Цель изобретения - повышение Vo4Hocти и производительности обработки при упрощении конструкции устройства. Указанная цель достигается тем, что устройство снабжено кинематически связанным с вращением обрабатываемого 374 вала С1шусным механиамом-построгггелем, В1.11юлненн1)1м в виде кругового эксиентрика с тарельчатым толкатапем, воздействующим на нижнее плечо рычага, uiapН1фно закрепленного на настроечных салазках, а верхнее плечо рычага связано с плунжеромЗолотника. Устройство также снабжено резцедержателем с безвершинным косоугольным резцом, связанными с резцом и круа -овым экcцeнтp fкoм первичными преобразователями прямолинейных перемещений и электрическим преобразователем угла поворота, питающихся от генератора переменного напряжения которые через последовательно соединен- ные масштабные усилители и фазочувствительные детекторы связаны с усилителем Постоянного тока, а последний через блок командоаппарата соединен с механизмом отключения подачи, На фиг. 1 показано устройство, общий вид; на фиг. 2 - сннусньп механизм-построитель сложных перемещений безвершинного косоу1 ольного резца на фиг. 3 схема устройства с блок-схемой контроль но-управлшо.щей системы; на фиг, 4 схе ма взаимного расположения РК профильно го вала и безвершинного резца при разных углах поворота вала. Устройство для бескопирной обработки профильных валов с равноосным контуром состоит из однокоординатного гидравличес кого следящего привода, основными элементами которого являются силовой цилиндр 1, ось которого перпендикулярна к оси центров станка. Четырехкромочный золотник 2 управления жестко связан с силовым цилиндром 1. Исполнительный силовой цилиндр 1 расположен на каретке 3, несущей резцедержатель 4, с безвер- шинным косоугольным резцом 5. Каретка 3 жестко закреплена на поперечных салазках 6 (на месте заднего суппорта) токарного станка. Шток 7 поршня жестко связан с кареткой 3. Бескопирный синусный механизм-постр итель состоит из кругового эксцентрика 8, насаженного на приводной вал 9, тарельчатого толкателя 10, которьй посред ством островерщинного наконечника контактирует с нижним концом рычага 11. Последний шарнирно прикреплен к настроечным салазкам 12 и верхним кон цом контактирует с островершйнньгм нако нечником плунжера 13 управлягощбго золо ника 2. Круговой эксцентрик 8, установленный на приводном валу, смонтированном на 4 опорах 14 и 15, благодаря наличию цилиндрических зубчатых колес 16, 17 и 18, имеет жесткую кинематическую связь с обрабатьшаемым валом 19, установленным в центрах передней 2О и задней 21, бабок Так как профильный вал с равноосным контуром в поперечном сечении имеет форму многогранника с закругленными углами при вершинах (фиг. 1)то для его воспроизведения практически необходимо, чтобы передаточное отношение между обрабатываемым валом 19 и круговым эксцентриком 8 определялось из следующего уравнения . 2/7 2,6 где И/- 3, S, 7 и т.д. - количество обрабатываемых граней профиля. Если передаточ:аое отношение этих шестерен несколько меньше или несколько больше величш1ы JV , то при обработке пол /чаются профильно-спиральные валы. В первом случае получается правая завивка спирали, во втором - левая. Величина угла спирали профиля зависит как от велич шы передаточного отношения, так и от величины продольной подачи безвершинного косоугольного резца 5 за 1 оборот обрабатываемого вала 19. Для контроля процесса формообразования РК профиля и поддержания требуемой тощюсти устройство снабжено контрольноуправляющей системой (фиг. 3). чЭта система состоит из трактов. Первый включает в себя первичный преобразователь 22, который представляет из себя индуктивный датчик линейных перемещений. Корпус последнего жестко прикреплен к каретке 3 гидросуппорта, а шток к поперечным салазкам 6 станка. Через последовательно соединенные масштабный усилитель 23 и фазочувствительный детектор 24 первичз1ый. преобразователь 22 имеет связь с усилителем 25 постояшюго тока. Второй тракт состоит из электрического преобразователя 26 угла поворота эксцентрика 8. Этот преобразователь представляет собой вращающийся трансформатор типа ВТ-5 и служит для отработки электрической синусоиды. Он жестко соединен с приводным валом 9, на котором расположен круговой эксцентрик 8. Преобразователь 26 угла поворота через масштабный усилитель 27 и фазочувствительный детектор 28 также соединен с усилителем 25 постоянного тока. ПоследНИИ, в свою очередь, через блок 29 ко мандоаппарата соединен с механизмом З отключения подачи. Этот механизм взаи модействует с рукояткой 31 включения и выключения по.оачн станка, расположен ной на фартуке 32. Первичный преобразователь 22 и пре o6pa3OBaTejb 26 угла поворота, а также фазочувствительные детекторы 24 и 28 подключены к генератору 33 переменног тока. Устройство работает следующим обра зом. При включении вращения шпинделя станка одновременно с равномерно вращ ющимся обрабатываемым валом 19 чере цилиндрические зубчатые передачи 18, 17 и 16, а также приводной вал 9 приводится во вращение круговой эксцентрик 8. Тарельчатый толкатель 10 при этом перемешается по синусоидальному закону, описанному уравнением j psw/vy, где g - величина эксцентриситета круго вого эксцентрика 8 (фиг. 4); / угол поворота обрабатьшаемого вала 19, Эти гармонические колебательные перемещения посредством рычага 11 передаются на плунжер 13 управляющего золотника 2. Колебательные перемещения плунжера 13, а соответственно и силово го цилиндра 1 с кареткой 3 и безвершинным косоугольным резцом 5 носят гармонический характер с законом, описанным уравнением Х в Sin А/ Г, К - величина передаточного отношения плечь f-f и рычага 11 (фиг. 2). Изменяя величину К при постоянном значении величины кругового эксцентрика 8, можно производить переналадку устройства для обработки различных по размерам РК профилей. При установке режущей кромки безвершинного косоу1.ольного резца 5 на размер среднего радиуса РК профиля, ре жущая кромка Ло перемещается по за- X-R-Kes,n/vr, Формообразующая (калибрующая) точка В (фиг. 4) 1ФИ этом перемещается по законуr yVKecc yVV, Таким образом, на обрабгптываемом валу 19 получается профиль с равноос- ным KOHTjTDOM, текущий радиус-вектор которого равен f K C Vf - es/A /V AA/VHcos/V/ в результате равномерного вращения обрабатываемого вала и согласованного с ним возвратно-поступательного перемещения косоух ольного безвершинного резца 5, формообразующ.ая РК профиля точка В (фиг. 4) двигается по траекторит элл1гаса, малая ось которого параллельна к направлению возвратно-поступательньгх перемещений резца, а большая, в Ж раз превосходя по величине малую, перпендикулярна оси детали (фиг. 4). Если провести через точку В (фиг. 4) горизонтальную ось X & , а на расстоянии t от нее - вертикальную ось Уб координаты точки В в системе координат )(в Оа УВ , Yg A/ecos/yf. Откуда следует, что т.е. траектория точки Впредставляет с6 бой эллипс с отношением длин осой, равным - . Величина малой оси эллипса определяется длиной хода безвершинного косоугольного резца 5, а большая получается кинематически. Дчина активной режущей кромки CLo - безвершинного косоугольного резца изменяется в зависимости от угла поворота V вала (фиг. 4). Контрольно-управляющая система предлагаемого устройства работает следующим образом. Угол поворота кругового эксцентрика 8 измеряется преобразователем 26 угла поворота. В данном случае преобразователь утла поворота выступает в роли задатчика расчетной синусоиды. Величина инейного перемещения поперечных салаок каретки 3 с безвершинным косоугольым резцом 5 измеряется первичньг преобразователем 22 перемещения, шток оторого упирается в планку поперечных салазок 6 станка. С первичного преобраователя 22 снимается электрический игнал, отображающий реальные перемещеия безвершинного косоугольного резца 5. Преобразователи 2в и 22 питаются т генератора 33 переменным напряжени-
ом с частотой 500 Гц, Сга-налы с преоб разователей 22 и 26 усиливаются масштабирующими усилителями 23 и 27, Усиленные сигналы с усилителей поступают на входы фазо гувствительных детекторов 24 и 28, на которые также поступает напряжение с генератора 33.
Фазочувствительпое ;детектирование сигналов с преобразователей позволяет получить иа выходах фазочувствительных детекторов масштабированные сигналы постоянного тока, пропорциональные соответственно углу поворота кругового эксцентрика 8 и перемещения каретки 3 с безверщинньЕ косоугольным резцом 5. С выходом фааочувствительных детекторов сигналы поступают на входы дифферен- ципльногоусипитепя 25 постоянного тока„ На выходе 2 5 получается сигнаг: постоянного тока, пропорциональньй величине отклонения действительного положения безвершинного косоугольного ре.зца 5 относительно требуемого по синусоидальному закону, т.е. разница между электрическими сигналами преобразователей 26 и 22. Если величина электрического сигнала поступающего с усилителя 25 постоянного тока, превьпиает допустимую величину, ,то при этом происходит включение блока 29 командоаппарата. Срабатывание по:слолнего позволяет включить механизм
30,который, воздействуя на рукоятку
31,отключает продольную подачу суппорта. Таким образом контрольно-управляющая система предохраняет появление бракованных про(|)ильньсх. валов.
Порог срабатываемости блока 29 командоаппарата зависит от класса точности обрабатываемого профильного вала 19 Чем выше класс точности профильного вала, тем ниже порог срабатьшаемости блока 29 командоаппарата.
Применение устройства в условиях машиностроительных заводов позволяет повысить точность обработки профильных валов, А изготовление этих валов по приведенным затратам на 50-6О% дешевле, чем изготовление аналогичных по геометрическим размерам шлицевых валов.
Изобретение можно использовать при обработке 4-х, 5-ти и т.д. гранных валов, а также в инструментальной промьвиленности при обработке бесканавочных
метчиков, хвостовиков сверл, некруглых протяжек и прошивок. Причем только валы с нечетньш количеством граней обладают свойством равноосности. Это устройство можно широко использовать и в мебельной промышленности при изготовлении деталей сложной конфигурации.
Формула изобретения
1. Устройство для бескопирной обработки профильных валов с равноосным контуром, содержащее каретку с однокоординатаым следящим гидравлическим приводом и механизмом отбора движений с приводным валом, отличающеес я тем, что, с целью повышения точности и производительности обработки,
оно снабжено кинематически связанньЕМ с обрабатьшаемым валом синусным механизмом-построителем, вьшолненным в виде кругового эксцентрика с тарельчатым толкателем, настроечными салазками
с рычагом, нижнее плечо которого взаимодействует с толкателем, а верхнее связано с плунжером золотника гидропривода.
2, Устройство по п. 1, отличающееся тем, что, с целью упроще-
ния конструкции, оно снабжено безвершинным косоугольным резцом, установленныена каретке, связанными соответственно с ним и экcцeнтpикo преобразователями прямолинейного и углового перемещений,
масштабными усилителями, входы которых соответственно соединены с выходом преобразователей и фазочувствительными детекторами, подключенными к выходу усилителей, усилителем постоянного тока к
входам которого подключены выходы детекторов, блоком командоаппарата и механизмом отключения подач, подключенным к выходу командоаппарата, вход которого соединен с вь1ходом усилителя постоянного тока, и генератором переменного напряжения, подключенньЕМ к преобразователям и фазочувствительным детекторам.
Источники информации, . принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заявке № 2368027/25-О8, кл, В 23 С 3/08, 1976. 12 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бескопирной обработки профильных валов и втулок с равноосным контуром | 1976 |
|
SU666053A1 |
| Устройство для бескопирной обработки деталей с равноосным контуром на металлорежущих станках | 1976 |
|
SU599960A1 |
| Устройство для обработки профильных валов с равноосным контуром | 1981 |
|
SU998102A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Способ обработки валов | 1976 |
|
SU655117A1 |
| Устройство для обработки профильных валов и втулок с равноосным контуром | 1980 |
|
SU931400A1 |
| Устройство для шлифования профильных валов с равноосным контуром | 1982 |
|
SU1060432A1 |
| Устройство для обработки валов с профилем "равноосный контур" | 1976 |
|
SU663502A1 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Способ бескопирной обработки многократных синусоидальных поверхностей | 1967 |
|
SU460943A1 |

ФигЗ
