(54) СПОСОБ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ ИЗДЕЛИЙ
закручивания одинаково для ионов обеих полярностей.
При своем движении ионы электролита, соударяясь с частицами абразива, увлекают их в круговое движение, создавая тем самым перемещение абразивно-жидкостной среды относительно обрабатываемой поверхности. Если обрабатываемая таль имеет цилиндрическую форму, то ей может передаваться вращение от внещнего привода в направлении, обратном направлению вращения абразивно-жидкостной среды. Детали сложной фор-, мы располагаются в ванне так, чтобы поверхность, подлежащая обработке, омывалась потоком вращающейся абразивно-жидкостной среды.
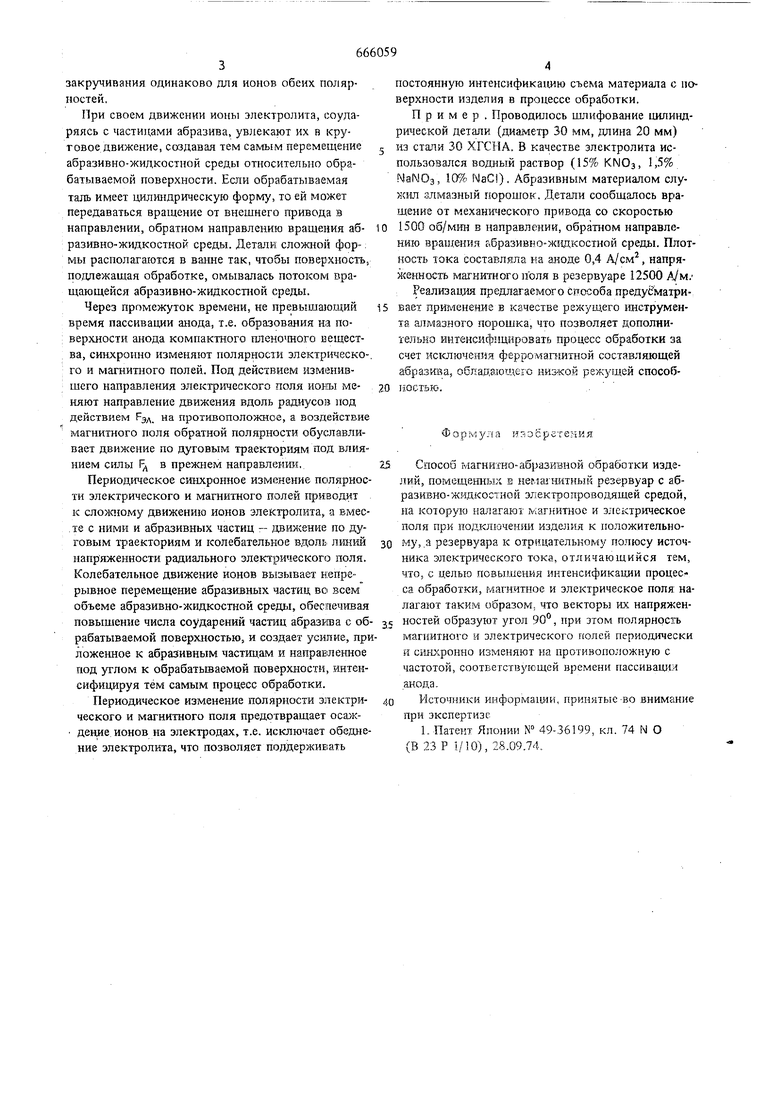
Через промежуток времени, не превыщающий время пассиващ1и анода, т.е. образования на поверхности анода компактного пленогшого вещества, синхронно изменяют полярности электрического и магнитного полей. Под действием шменивщего направления злектрического поля ионы меняют направление движения вдоль радиусов под действием РЭЛ. на противоположное, а воздействие магнитного поля обратной полярности обуславливает движение по дуговым траекториям под влиянием силы 1 в прежнем направлении.
Периодическое синхронное изменение полярности электрического и магнитного полей приводит к сложному движению ионов электролита, а вместе с ними и абразивных частиц - движение по дуговым траекториям и колебательное вдоль линий напряженности радиального электрического поля. Колебательное движение ионов вызывает непрерывное перемещение абразивных частиц во всем объеме абразивно-жидкостной среды, обеспечивая повыщение числа соударений частиц абразива с обрабатываемой поверхностью, и создает усилие, приложе1шое к абразивным частицам и направленное под углом к обрабатьтаемой поверхности, интенсифицируя тем самым процесс обработки.
Периодическое изменение полярности электрического и магнитного поля предотвращает осаж денде ионов на электродах, т.е. исключает обеднение электролита, что позволяет поддерживать
постоянную интенсификацию съема материала с поверхности изделия в процессе обработки.
Пример. Проводилось шлифование цилиндрической детали (диаметр 30 мм, дшина 20 мм) из стали 30 ХГСНА. В качестве электролита использовался водный раствор (15% KNOj, 1,5%. NaNOa, 10% NaCI). Абразивным материалом служил алмазный порощок. Детали сообщалось вращение от механического привода со скоростью 1500 об/мин в направлении, обратном направлению вращения абразивно-жидкостной среды. Плотность тока составляла на аноде 0,4 А/см, напряженность магнитного поля в резервуаре 12500 А/м.Реализация предлагаемого способа предудматривает применение в качестве режущего инструмента алмазного порошка, что позволяет дополнительно интенсифицировать процесс обработки за счет исключения ферромагнитной составляющей абразива, обладающего низкой режущей способностью.
Формула изобретения
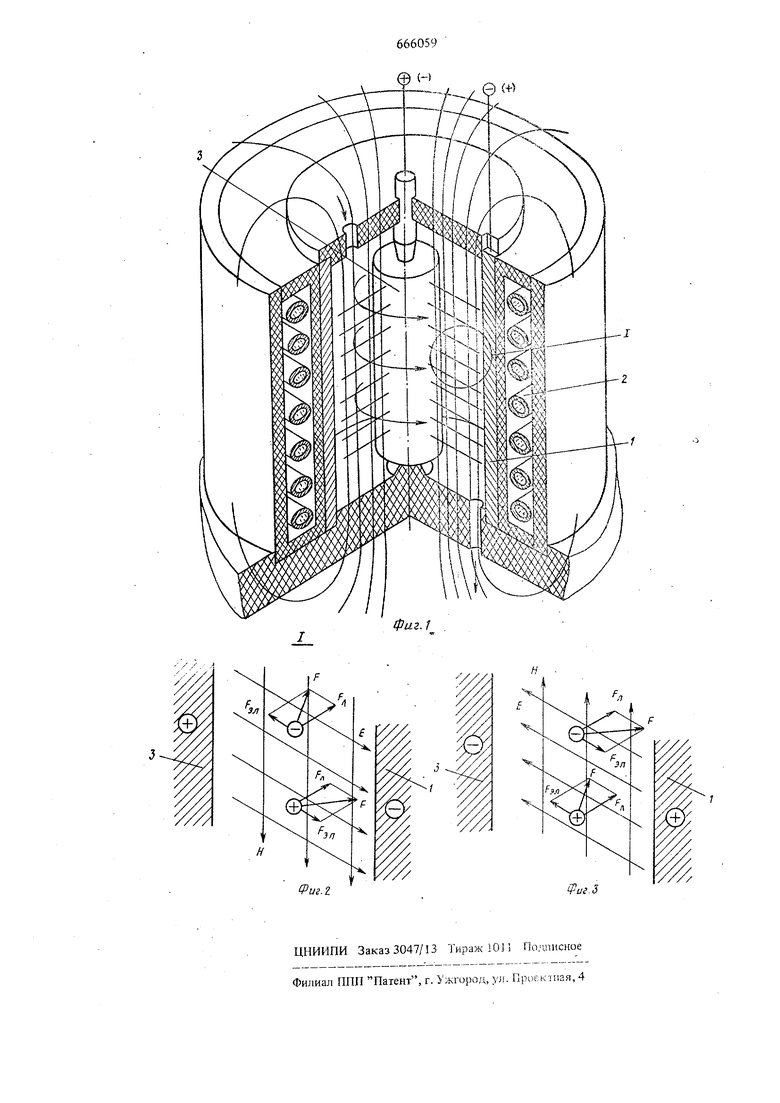
Способ магнитно-абразивной обработки изделий, помещенных в немагнитный резервуар с абразивно-жидкостной электропроводящей средой, на которую налагают магнитное и электрическое поля при подключении изделия к положительному, .а резервуара к отрицательному полюсу источника электрического тока, отличающийся тем, что, с целью повыщения интенсификации процес. са обработки, магнитное и электрическое поля налагают таким образом, что векторы их напряженностей образуют угол 90, при этом полярность магнитного и электрического полей периодически и синхронно изменяют на противоположную с частотой, соответствующей времени пассивации .анода.
Источники информации, принятые -во внимание при экспертизе
1. Патент Японии N° 49-36199, кл. 74 N О (В 23 Р 1/10), 28.09.74.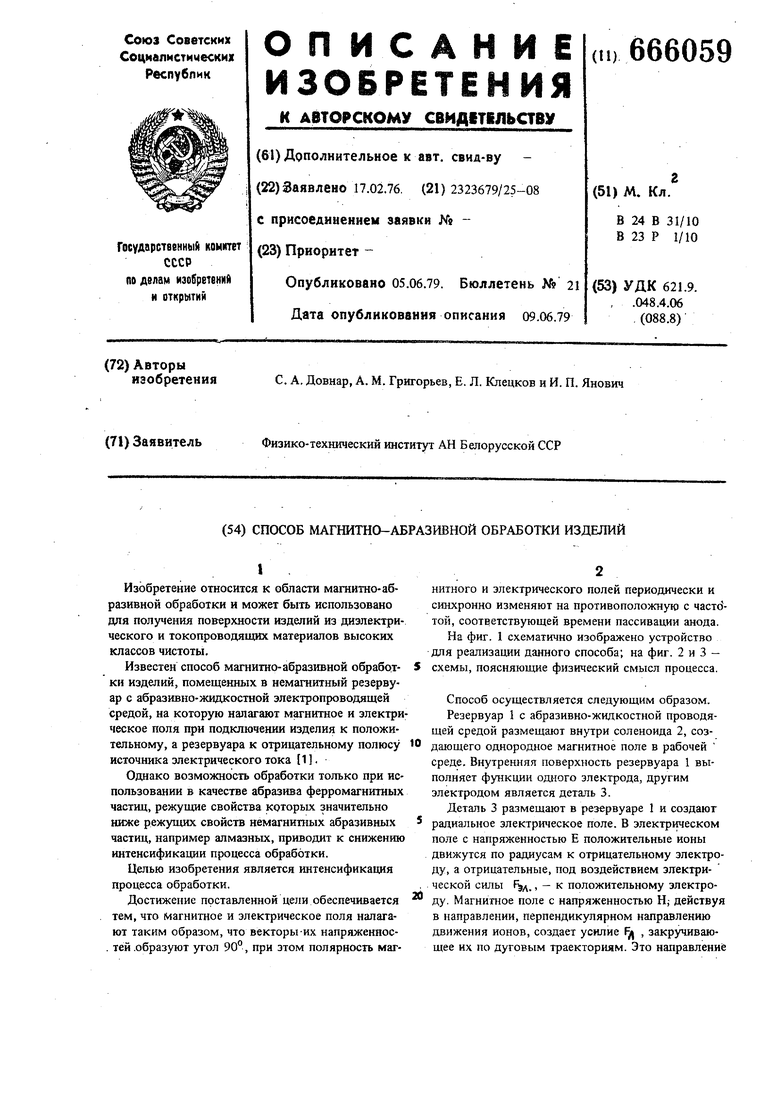
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБОМАШИНЫ | 2019 |
|
RU2716330C1 |
| Способ обработки поверхностей | 1975 |
|
SU541647A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| ВСЕСОЮЗНАЯ | 1973 |
|
SU374154A1 |
| БИБЛИОТЕКА.В. А. Морозов | 1970 |
|
SU273682A1 |
| АБРАЗИВНЫЙ МАТЕРИАЛ ДЛЯ ПРЕЦИЗИОННОЙ ОБРАБОТКИ ПОВЕРХНОСТИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2136483C1 |
| Способ изготовления алмазно-абразивного инструмента | 1981 |
|
SU990488A1 |
| Способ изготовления абразивного инструмента | 1981 |
|
SU1004086A1 |
| Способ ионного полирования внутренней поверхности детали | 2020 |
|
RU2734179C1 |