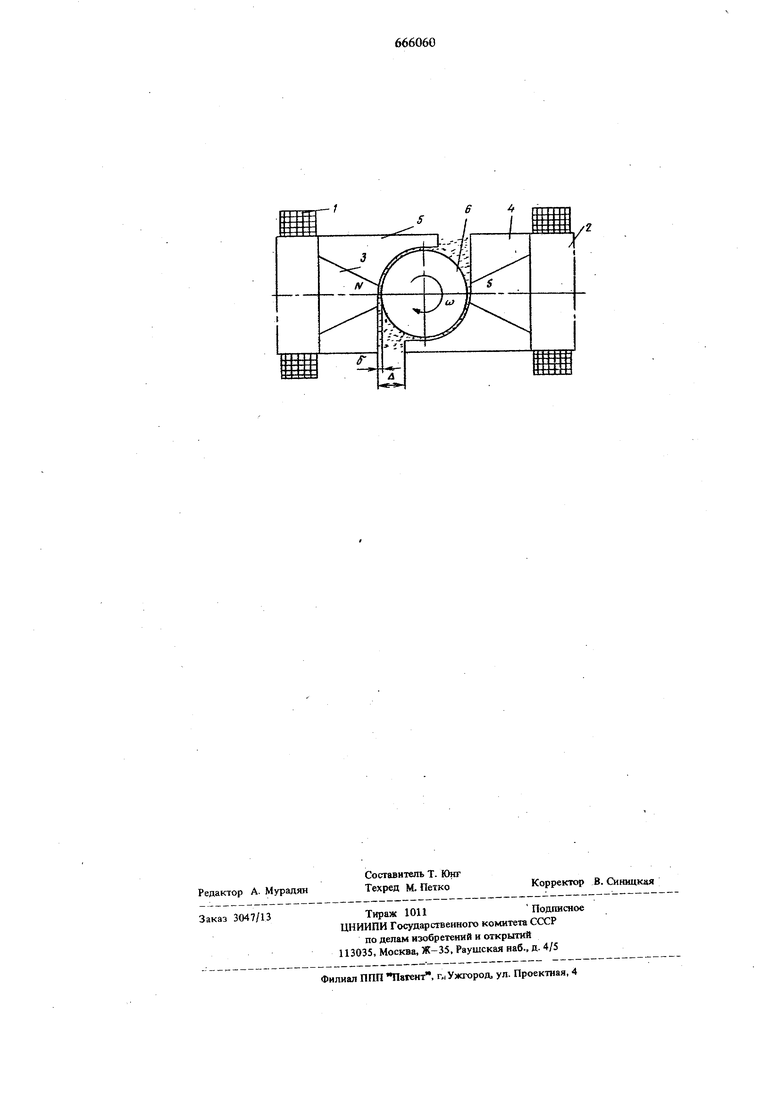
(54) УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ немагнитного .материала, одаа из них имеет плоскую рабочую поверхность, расположенную перпендикулярно оси полюсных наконечников, а другая зквидистант 1ую обрабатываемрй поверхности-, причем расстояние между приставками разноименных полюсов не превышает половины диаметра обрабатываемого изделия. Суютость изобретения поясняется чертежом, на котором показано устройство в разрезе. Устройство состоит из намапшчивающих кату,шек 1, сердечников 2 и полюсных наконечников 3, выполненных в форме магнитного клина, установленного вершиной к обрабатываемой поверхности, и двух немагншттых приставок 4 и 5, расположенных с обеих сторон клюш 3, Приставка 4имеет плоскую рабочую поверхность и расположена касательно к поверхности изделия. Указанная форма и расположение рабочей поверхности приставки 4 обеспечивают наилучший подвод порошка к поверхности веришиы . Приставка 5имеет рабочую поверхность, эквидистш1тную обрабатываемому i профилю. Охватывающая форма рабочей поверхности приставки 5 обеспечивает образование минимального рабочего зазора б , играющего роль сопротивления для перетекания порошка с одной стороны клина на другую. Кроме того, охватывающая форма рабочей поверхнос ти приставки 5 обеспечивает разрыв мостиков из ферроабразивного порошка, образующихся Между боковыми поверхностями клиньев 3: Д сам клин 3, установленный вершиной к поверх,ности изделия с минимальным зазором 5, для концентрации основного магнитного потокамежду вершинами, создавая также неодноро, магнитное поле между боковыми поверхност.ямй клиньев. Между приставками 4 и 5 двух разноимешшис полюсов образован зазор Л не более половины диаметра обрабатываемого изделия 6. Зазор Д служит для размещения ферроабразивного порошка. При величине его больше половины диз метра изделия 6 наблюдается процесс образования мостиков, снижающий производительность обр ботки. изделия 6 осуществляют в направлении плоской рабочей поверхности приставки 4 от отдельного механизма привода. Устройство работает следующим образом. Перед обработкой устанавливают разноименну полярность полюсных наконечников. Наконечники располагают на расстоянии Д, не превышающе половины диаметра обрабатываемого изделия 6. Изделию сообщают вращение вокруг своей оси и осциллирзтощее движение вдоль оси его вращения. Зазор Д заполняют .ферроабразивным порощ- ком. Под действием неоднородного магнигаого ьоля между боковыми поверхностями клина 3 ферррабразивный порошок прижимается к по-. BepxjiocTK обрабатываемого изделия 6, произведя обработку..Часть порошка под действием сил трения переносится из зазора Д в узкую часть минкмальнш-о рабочего зазора 6 между поверхностью изделия 6 и охватывающей рабочей поверхностью приставки 5. Однако весь ферроабразивный порошок не успевает пройти в узкую часть рабочего зазора 6, что создает дополнительный прижим ферроабразивиого порошка за счет сип трения и тем самым увеличизает производительность обработки. В процессе обработки порошок вепре- рывио циркулирует из одно1о зазора Л в дрзтой. Применение дашюго устройства- яозволяет повысить производительность процесса магнитноабразивной обработки изделий из немагнитных материалов. Формула изобретения Устройство для магнитно-абразивной обработки наружных поверхностей тел вращения из немагнитных материалов, приводимых во вращение и осцилляцию и установленных между оппозитно .расположенными полюсными наконечниками, отйичающееся тем, что, с целью повышения пройЗЕодшельности процесса за счет дополнительного тхрижима 4«рромагнитного порошка к обрабатыЬаемой поверхности, полюсные наконечники выполнены в форме установленного вершиной к обрабатываемой поверхности клина, на наклонных сторонах которого размещены приставки из немагнитного материала, одна из них имеет плоскую рабочую поверхность, расположенную перпендикулярно оси полюсных наконечников, а другая эквидистантную обрабатываемой поверхности, причем расстояние между приставками разноименных полюсов не превышает половины диаметра обрабатываемого изделия. Источники, информшдии, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 165651, кл. В 24 в 05/36, 1964.
г-1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU859126A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи | 1979 |
|
SU831574A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для обработки витков червяка | 1991 |
|
SU1834790A3 |
| Способ магнитно-абразивной обработки изделий | 1977 |
|
SU677896A1 |