(54) УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ магнитно-абразивной обработки | 1988 |
|
SU1537486A1 |
| Устройство для магнито-абразивной обработки | 1978 |
|
SU764954A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Способ магнитно-абразивной обработки | 1977 |
|
SU992173A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU666060A1 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Устройство для магнитно-абразивной обработки зубчатых колес | 1991 |
|
SU1774912A3 |
| Станок для магнитно-абразивной обра-ботки | 1974 |
|
SU509412A1 |
1
Изобретение относится к магнитно-абразивной обработке поверхностей тел вращения и может быть использовано в различных отраслях машиностроения на финишных операциях.
Известно устройство для магнитно-абразивной обработки, содержащее сердечники электромагнитов с охватывающими цилиндрическими рабочими поверхностями, расположенными радиально с обеих сторон изделия, которое установлено с возможностью вращательного и осциллирующее вдоль его оси движения 1.
Однако известное устройство обладает недостаточно высокой производительностью обработки вследствие того, что для удержания порошка в рабочих зазорах используют только силы магнитного поля. Ферроабразивный порошок в процессе обработки непрерывно переносится обрабатываемой поверхностью из одного рабочего зазора в другой, при этом часть его выбрасывается под действием центробежных сил на боковые поверхности полюсов, что уменьшает общее количество порошка в зоне обработки и приводит к снижению производительности.
Наиболее близким к предлагаемому является устройство для магнитно-абразивной обработки изделий, приводимых во вращательное и осциллирующее движение и установленных с рабочими зазорами, заполненными ферроабразивным порошком, между полюсными наконечниками электромагнитов, снабженное немагнитными накладками, установленными на боковых поверхностях полюсных наконечников 2.
Известное устройство позволяет повысить производительность обработки за счет
10 создаваемого при помощи немагнитных накладок дополнительного давления ферропорошка на обрабатываемую поверхность, однако производительность обработки при этом остается недостаточно высокой, посколь15ку немагнитные накладки не устраняют вынос порощка из рабочей зоны.
Цель изобретения - повышение производительности обработки.
Поставленная цель достигается тем, что каждая из немагнитных накладок выполне20на в виде пластины, выступающей над поверхностью полюсного наконечника на величину рабочего зазора и расположенной в зоне выброса порошка.
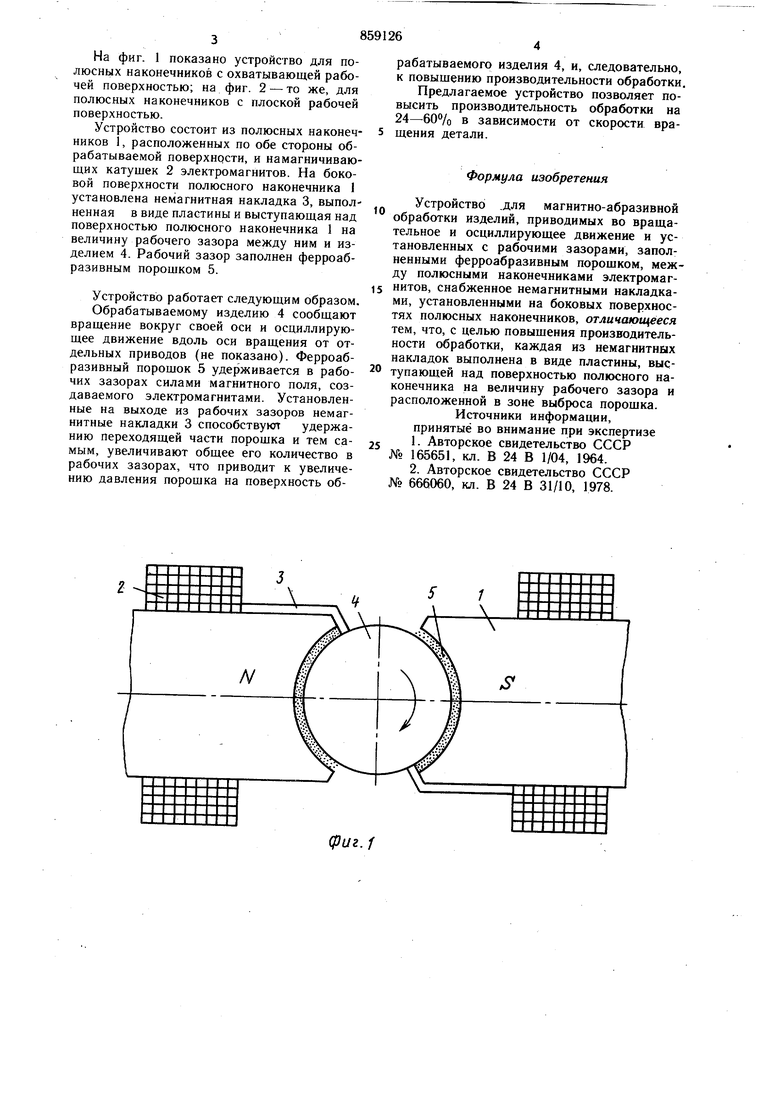
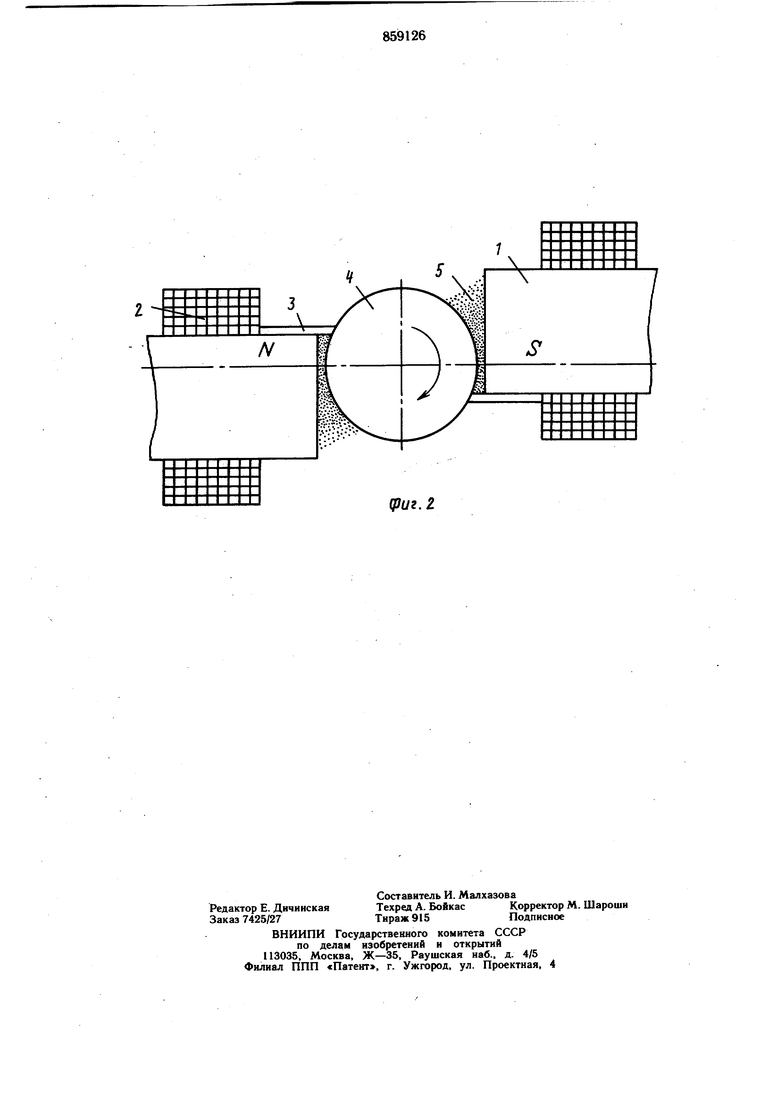
На фиг. 1 показано устройство для полюсных наконечников с охватывающей рабочей поверхностью; на фиг. 2 - то же, для полюсных наконечников с плоской рабочей поверхностью.
Устройство состоит из полюсных наконечников 1, расположенных по обе стороны обрабатываемой поверхности, и намагничивающих катушек 2 электромагнитов. На боковой поверхности полюсного наконечника 1 установлена немагнитная накладка 3, выполненная в виде пластины и выступающая над поверхностью полюсного наконечника 1 на величину рабочего зазора между ним и изделием 4. Рабочий зазор заполнен ферроабразивным порошком 5.
Устройство работает следующим образом.
Обрабатываемому изделию 4 сообщают вращение вокруг своей оси и осциллирующее движение вдоль оси вращения от отдельных приводов (не показано). Ферроабразивный порошок 5 удерживается в рабочих зазорах силами магнитного поля, создаваемого электромагнитами. Установленные на выходе из рабочих зазоров немагнитные накладки 3 способствуют удержанию переходящей части порошка и тем самым, увеличивают общее его количество в рабочих зазорах, что приводит к увеличению давления порошка на поверхность обрабатываемого изделия 4, и, следовательно, к повышению производительности обработки. Предлагаемое устройство позволяет повысить производительность обработки на 24-бО /о в зависимости от скорости вращения детали.
Формула изобретения
Устройство .для магнитно-абразивной обработки изделий, приводимых во вращательное и осциллирующее движение и установленных с рабочими зазорами, заполненными ферроабразивным порошком, между полюсными наконечниками электромагнитов, снабженное немагнитными накладками, установленными на боковых поверхностях полюсных наконечников, отличающееся тем, что, с целью повышения производительности обработки, каждая из немагнитных накладок выполнена в виде пластины, выступающей над поверхностью полюсного наконечника на величину рабочего зазора и расположенной в зоне выброса порошка.
Источники информации, принятые во внимание при экспертизе
/
2 /V
(puz.Z
