S
Изобретение относится к области чистовой обработки поверхностей ферроабразивным порошком в магнитном поле и может бьтгь использовано в машиностроении на финишных операциях.
Известен способ магнитно-абразивной о аботки изделий ферропорошками в магнитном поле, создаваемом магнитной системой с полюсами чередующейся полярности, причем полярность полюсов постоянна в течение всего времени обработки 1.
Недостатком известного способа обработки является :то, что. он имеет невысокую производительность, особенно при обработке немагнитных материалов, так как фёрроабразивный порошок прижимается к обрабатьтаемой поверхности только силами магнитного поля и развиваемым гидродинамическим давлением перемещающейся детали. Кроме того, в связи с быстрым выбросом порошка из зоны обработки, процесс обработки затухает, т.е. снижается производительность процесса обарботки с течением времени.
Целью настоящего изобретения является по
вышение производительности процесса обработ ки и эффективности использования jnopounca i, за счет увеличения давления ферромагнитного порошку на обрабатьшаемую поверхность.
Достижение поставленной цели обеспечивается тем, что в начале.обработки полярность полюсов устанавливают попарно чередующейся,а в процессе обработки полярность одного из полюсов каждой одноименной пары многократно изменяют.
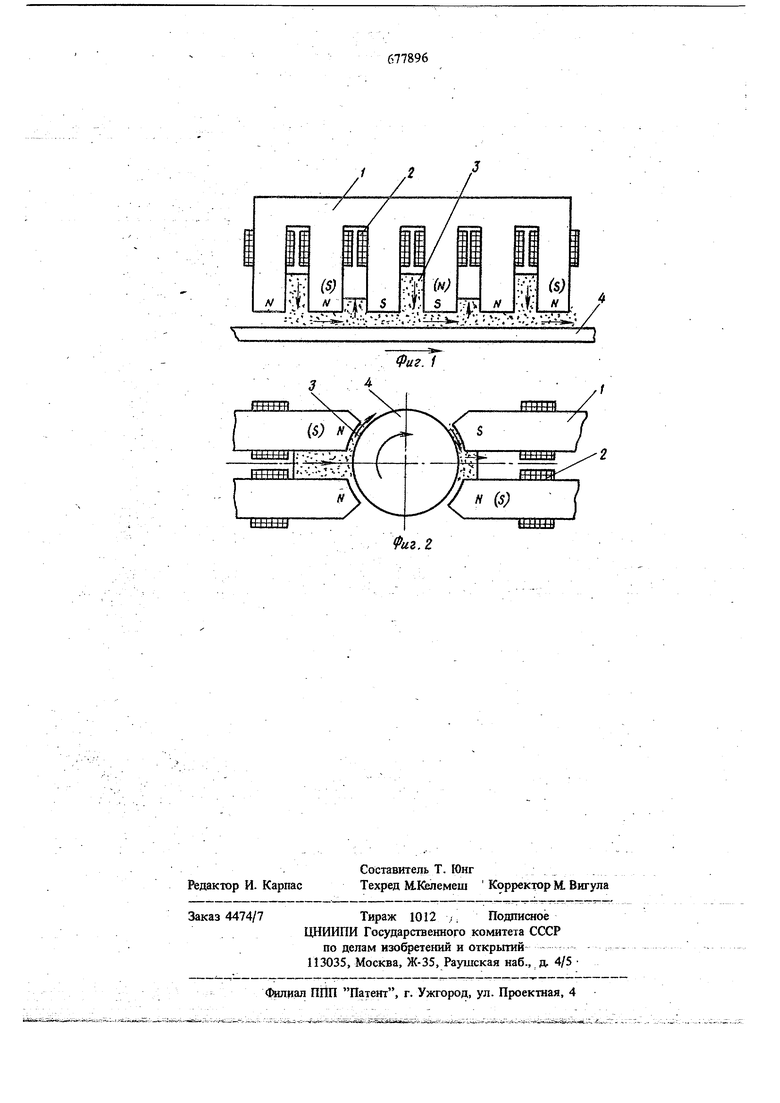
На фиг. 1 показана обработка плоских поверхностей; на фиг. 2 - обработка наружных поверхностей тел врашения.
При обработке плоских поверхностей полярность полюсов магнитопровода 1 магнипюй системы устанавливают в начальный момент попарно чередующейся, nanpHMiep NN-SS-NN-... , Полярность каждого полюса перед обработкой устанавливают путем изменетия направления тока в катушках 2, питаемых от источника постоянного тока. Между одноименными и разноименными полюсами магнитной системы образовано межполюсное пространство, заполняемое ферроабразнвным порошком 3. Обрабатываемому изделию
4 сообщают перемещение относительно полюсов. В начальный период обработки ферроабразивный
тюрошок.переносится из рабочих зазоров поверх; костью изделия 4 в ме51ш;олюсНое пространство с разноименной полярностью. Перенос порошка происходит в направлении движения изделия. После заполнения указанного межполюсного пространства ферроабразивным порошком произво1ВДТ изменение полярности одного из полюсов каждой одноименной пары, например по схеме NS-SN-NS-... , В результате изменения полярности ферроабразивный порошок о казьгоается
,|йспол(жейНым в межполюсном пространстве с одноимённой полярностью. В таком межполюсном прЬйтранстве магнитное поле неодгюродно
ТГградаентего возрастает в направлении к поверхности обрабатываемого изделия. На ферроабразивный порошок, расположенный в межполюсяом пространстве с одноименной полярностью действует выталкивающая сила, пропорциональная магнитному моменту частиды и градиенту магнитного поля. Поэтому ферроабразивный порошок выталкивается из межполюсного пространства в направлении к обрабатываемой поверхности, осушествляя дополнительный прижим его к изделию. Такое увеличение давления ферроабраэйвкОго 1горошка, ведет к повышению производительности процесса обработки, что особенно важно при обработке немагнитных материалов. В дальнейшем путем многократного изменения тюлярнбсти производится непрерывное перемещение порошка из межполюсного пространства с одноименной полярностью в межполюсноё пространство с разноименной полярностаю.
Перед завершением процесса обработки издеЛИЯ смену полярности полюсов не производят. Тогда фёрроабразивньш порошок скапливается в зонах между полюсами с разноименной полярностью и при замене изделия не уносится и не
, выбрасьшается из зоны обработки.
Обработку нового изделия производят путем (многократного изменения полярности.,Это позволяет повысить эффективность использования пороШка за счет многократного его применения.
При обработке наружных поверхностей тел вращения (фиг.2) полйрйость полюсов магнитопровода 1 магнитной системы устанавливают в тачальный период попарно чередующейся. С одной стороны изделия располагают полюса, например, с разноименной полярностью, а с противоположной стороны - с одноименной полярностью. Полярность каждого полюса определяется направлением тока в катушках 2, питаемых от постоянного источника. Ферроабразивный порошок скапливается в межполюсном пространстве межд разноименными полюсами;. Обрабатываемому изделию сообщают вращение вокруг своей оси и осциллирующее движение вдоль своей оси (на чертеже не показано). При см.ене полярности, в одноименной паре по схеме NS, а в разноименной - По схеме NN, ферроабразивный порошок перемещается из межпблюсного пространства с одноименной полярностью в межполюсное пространство с разноименной полярностью в направлении вращения изделия. При этом благодаря допошительному прижиму ферроабразивного порошка к обрабатьтаемой поверхности силами магнипгого поля, производ 1тельность процесса обработки повьПдается.Формула изобретения
Способ магнитно-абразивной обработки изделий ферромагнитным порошком в магнитном поле, создаваемом магнитной системой с полюсами чередующейся полярности, отличающийся тем, что, с целью повышения производительности процесса обработтси за счет увеличения давления ферромагнитного прошка на обрабатьшаемую поверхность, в начале обработки голярность полюсов устанавливают попарно чередующейся, а В процессе обработки полярность одного из полюсов каждой одноименной пары многократно изменяют по схеме NS-SN-NS...
Источники информации, принятые во внимание при экспер-ййзе
1. Авторское свидетельство СССР N° 554142, Ю1. В 24 В 31/10,.1975.
/ /
/
(S)
Г:Т1 |-у1 Пта . , I /
II I Ji J fi
11 j J
м
s;
i
.j;.
Фиг. f
Tr ГГТ ill
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для магнитно- абразивной обработки рулонного материала | 1988 |
|
SU1604574A1 |
| Устройство для обработки изделий в магнитном поле | 1976 |
|
SU603570A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для нанесения клея | 1981 |
|
SU1003922A1 |
| Устройство для магнитно-абразивной обработки | 1978 |
|
SU666060A1 |
| СПОСОБ МАГНИТОАБРАЗИВНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1972 |
|
SU347142A1 |
| Устройство для магнитно-абразивной обработки | 1981 |
|
SU986749A1 |
| Магнитный сепаратор | 1990 |
|
SU1793971A3 |
| Устройство для магнитно-абразивной обработки изделий | 1987 |
|
SU1440676A1 |
| Устройство для магнитно-абразивной обработки | 1982 |
|
SU1024241A1 |