(54) СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ ПОДВОДА ТОКА К ОБОЖЖЕННОМУ АНОДУ
го соединения и выходу из строя всего устройства в целом.
Целью изобретения является повыше .иие качества и надежности сварного соединения. ;
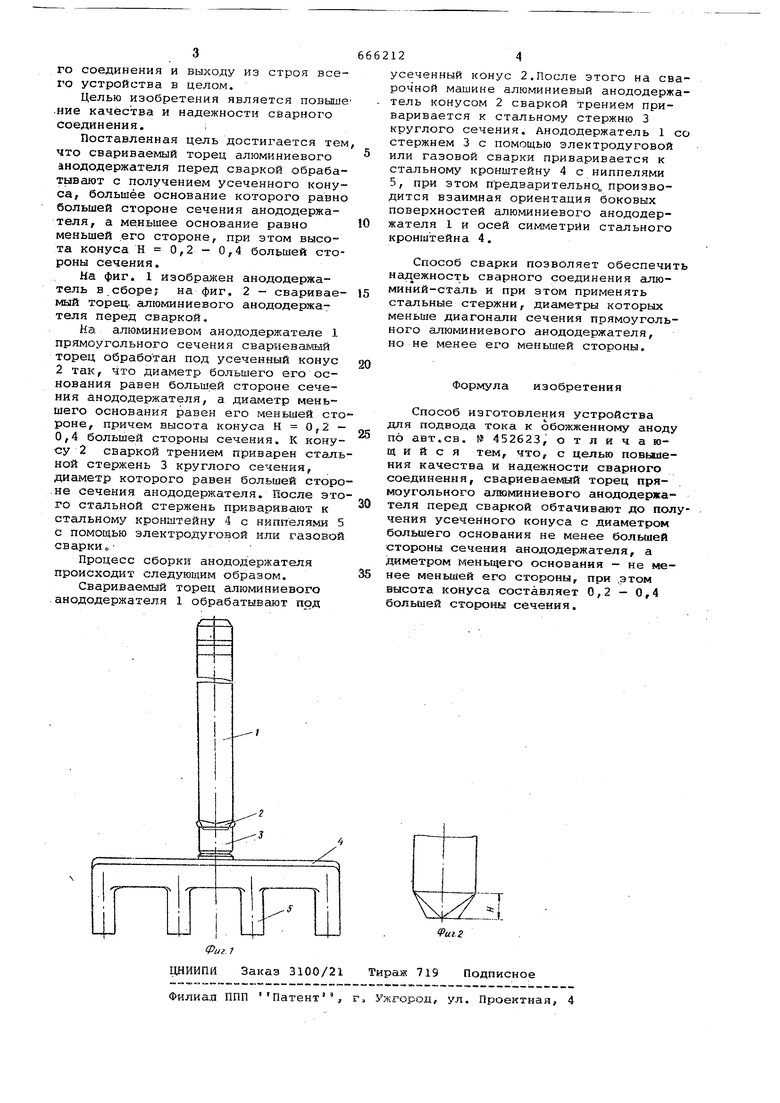
Поставленная цель достигается тем что свариваемый торец алюминиевого анододержателя перед сваркой обрабатывают с получением усеченного конуса, большее основание которого равно большей стороне сечения анододержателя, а меньшее основание равно меньшей его стороне, при этом высота конуса Н 0,2 - 0,4 большей стороны сечения.
На фиг. 1 изображен анододержатель в сборе; на фиг, 2 - свариваемый торец, алюминиевого анододержателя перед сваркой,
На алюминиевом анододержателе 1 прямоугольного сечения свариевамый торец обработан под усеченный конус 2 так, что диаметр большего его основания равен большей стороне сечения анододержателя, а диаметр меньшего основания равен его меньшей сто роне, причем высота конуса Н 0,2 - 0,4 большей стороны сечения, К конусу 2 сваркой трением приварен стальной стержень 3 круглого сечения, диаметр которого равен большей сторо.не сечения анододержателя. После этого стальной стержень приваривают к стальному кронштейну 4 с ниппелями 5 с помощью электродуговой или газовой еварки„
Процесс сборки анододержателя происходит следующим образом.
Свариваемый торец алюминиевого .анододержателя 1 обрабатывают под
усеченный конус 2.После этого на сварочной машине алюминиевый анододержатель конусом 2 сваркой трением приваривается к стальному стержню 3 круглого сечения, Анододержатель 1 со стержнем 3 с помощью электродуговой или газовой сварки приваривается к стальному кронштейну 4 с ниппелями 5, при этом предварительно производится взаимная ориентация боковых поверхностей алюминиевого анододержателя 1 и осей симметрии стального кронштейна 4.
Способ сварки позволяет обеспечить над ежность сварного соединения алюминий-сталь и при этом применять стальные стержни, диаметры которых меньше диагонали сечения прямоугольного алюминиевого анододержателя, но не менее его меньшей стороны.
Формула изобретения
Способ изготовления устройства для подвода тока к обожженному аноду по авт.св. tJ 452623, о т л и ч а ющ и и с я тем, что, с целью повьвяения качества и надежности сварного соединения, свариеваемый торец прямоугольного алюминиевого анододержателя перед сваркой обтачивают до полчения усеченного конуса с диаметром большего основания не менее большей Стороны сечения анододержателя, а диметром меньщего основания - не менее меньшей его стороны, при .этом высота конуса составляет 0,2 - 0,4 большей стороны сечения.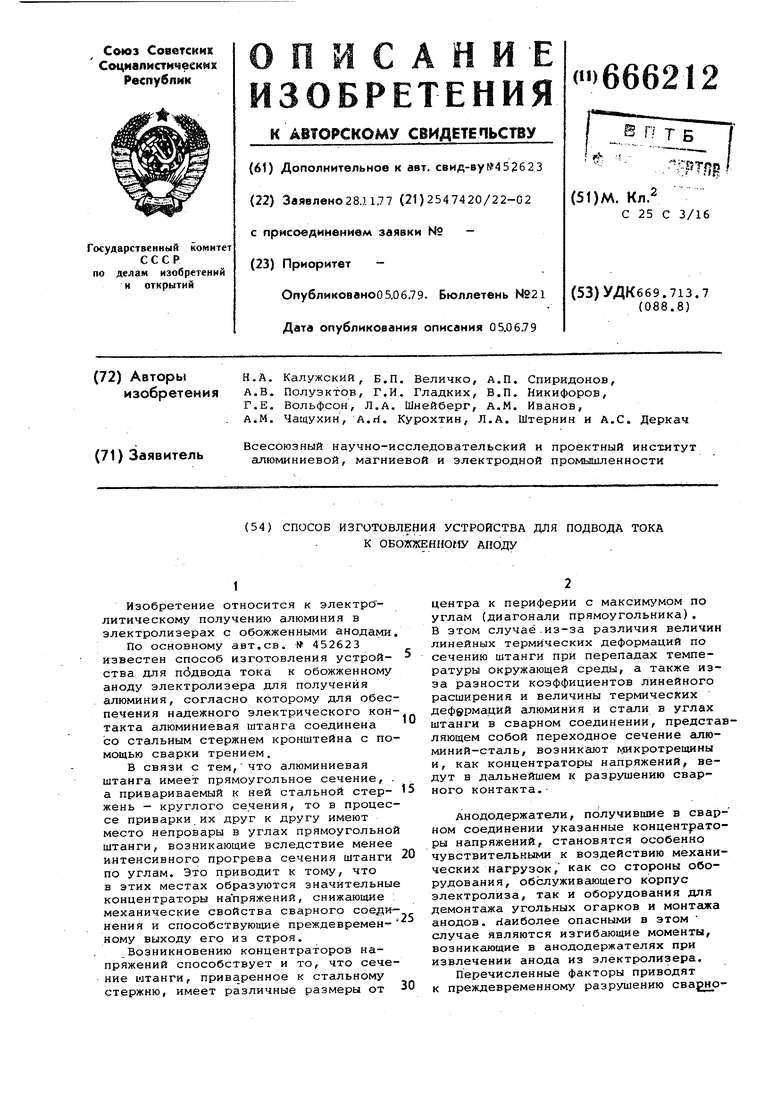
| название | год | авторы | номер документа |
|---|---|---|---|
| Держатель угольного электрода | 1981 |
|
SU1041606A1 |
| Анододержатель обоженного анода | 1978 |
|
SU717155A1 |
| КРОНШТЕЙН АНОДОДЕРЖАТЕЛЯ | 2002 |
|
RU2210634C1 |
| КРОНШТЕЙН АНОДОДЕРЖАТЕЛЯ | 2013 |
|
RU2535438C1 |
| Держатель угольных электродов | 1981 |
|
SU1008283A1 |
| ДЕРЖАТЕЛЬ МНОГОБЛОЧНОГО АНОДА | 1994 |
|
RU2075554C1 |
| АНОДОДЕРЖАТЕЛЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2012 |
|
RU2509831C1 |
| ОБОЖЖЕННЫЙ АНОД АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1973 |
|
SU377417A1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
