Предлагаемая машина для отливки изделий в постоянные формы снабжена резервуарами для жидкого металла. При повороте формы в вертикальной плоскости металл из резервуара выливается в литей«ую полость.
От известных машии подобного рода предлагаемая машина отличается Применением двух дисков, вращающихся вокруг горизонтальной оси. Между дисками расположены формы, монтированные поворотно в вертикальной плоскости на угол, ограниченный копирами, укрепленными на дисках. Центр тяжести каждой формы смещен в сторону периферии диска.
В неподвижной раме машИиы между дисками закрепле-ны два копира; один из них предназначен для упора в него рычага формы, которая при этом поворачивается, и металл из резервуара выливается в литейную полость. Второй копир также служит для упора в него того же рычага, что сопровождается дополнительным поворотом формы, автоматическим удалением верхней половины последней и выпадением готовой отливки.
Для автоматизации операций откры.ван-ия формы и извлечения от.1КЕКИ после прохождения формы :.мо копиров И установкп верхней половины на место перед приходом формы в исходное п-оложение (по. Ожение , нижняя- половина формы снабжена двумя напрааляющими - для свободного передвижения верхней половины, надетой на эти направляющие ушками пальцев. Последние могут вращаться и свободно входят в тело верхней ПОЛОВЕНЫ фо.рМЫ.
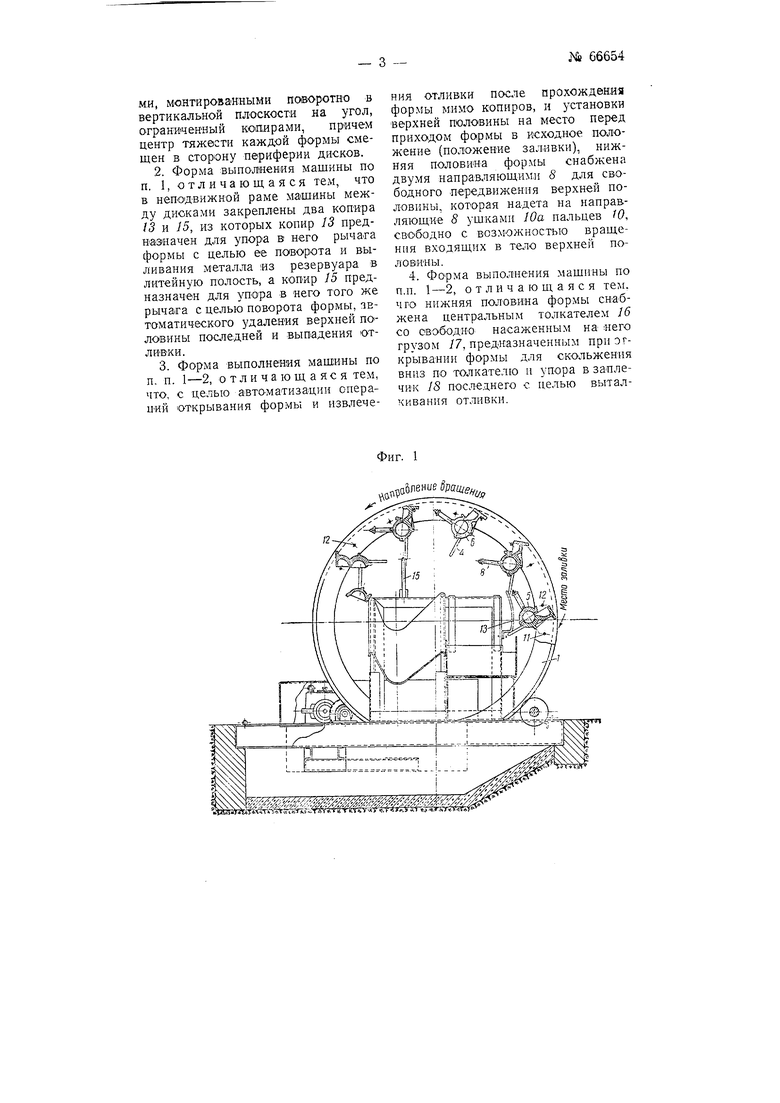
Па фи-г. 1 представлен боковой вид . фиг. 2 - вид ее в плане, фиг. 3. 4. 5 - три проекции формы, фиг. б - конструктивный вариант формы, фиг. 7 и 8 - разные полол ен1ия формы во время работы маши.ны.
Между двумя Дl;cкa Иl / машины с помощью цапф 2, закрепленных на дксках, установлены формы 3. вращающиеся вместе с диcкa И с ебольшой акрул нсй скоростью, например. 0,5-0,7 м/мин.
Форма 3 выполнена разъемной и состоит из верхней 5 и нижней 6 псловин.
Нижняя половина б имеет промежуточный резервуар-дозатор 7 для жидкого металла. В этой же половине наглухо за.креплены две направляющие S; с&оку в нее ввернуты две цапфы 2, входящие в подшипники 9.
Верхняя пол-овийз 5 формы имеет с торцов два отверстия, в которые свободно вставлены два пальца 10, И1меющие на свободных концах ушки 10а с отверстиями для прохождення через них «аправляющях 8. Пальцы 10 соединены с формой и стойкой подвижно, так, что половина формы может при помощи па ьцев свободно передвигаться вдоль стоек, а также вращаться на пальцах вокруг их продольной оси.
Собранная форма (фиг. 5) имеет центр тяжести, смещенный влево, н лежит яа стяжке //, соединяющей диски.
Форма 3, пройдя место заполнения металлом, рычагом 4 упрется в неподвижно укрепленный на внутренней раме копир 13 (фиг. 1) и пОВерйется в вертикальной плоскости против часовой стрелки. При этом металл переливается из резервуара 7 в литейную полость 14 формы, где и затвердевает. Все это время центр тяжести кокиля находится правее оси вращения цапф 2. Дойд1Я до второго копира 15, форма упирается рычагом 4 в этот копир и вновь поворачивается до тех пор, пока центр тяжести ее не перейдет левее оси вращения цапф 2. После этого форма самостоятельно поворачивается на оставшийся угол свободного поворота до упора -в верхний ограничитель 12, представляющий собой такую же стяжку, как и стяжка //; при. этом форма испытывает толчок. Верхняя половина 5 начинает скользить по направляющим 8, и вследствие несовмещения оси ее поворота с дентром тялсести поворачивается на угол 180° на пальцах 10. За1стывшая же отливка, освободившись от верхней половины, выпадает из перевернутой, нижней половины 6 в приемный лоток. Затем форма, пройдя приблизительно пол-окружности, начинает закрываться; когда направляющие 8 начинают возвращаться в вертикальное начальное положение, верхняя половина 5 скользит по «им и устанавливается
йа свое iMecTo, после чего формавновь готова к работе.
В форме (фиг. 6) ииж;Няя половина 19 имеет литейную полость.( и резервуар-дозатор 21, из которого металл переливается в полость 20 обычным для данной машины способом, т. е. с помощью рычага 4, упирающегося во время вращения машины в неподвижный копир 13..
Верхняя половина 22 формы соединена с нижней шарниром 23. Нижняя половина 19 формы снабжена центральным толкателем 16, на которо.м свободно насажен груз /7, имеющий .воз.можность передвигаться по стеблю толкателя J6 до упора в заплечик /5. В положении, указанном на фиг. 6, груз лежит на головке толкателя.
После перелива металла из резервуара 2 в полость 20 залитая форма, дойдя до второго упора 15 рамы машины и повернувшись на цапфах на 45°, занимает положение, указанное на фиг. 7. При этом осво бождение отливки из формы, происходит следующим путем:: верхняя половина 22 в силу пере-мещения центра тяжести открывается, поворачиваясь на шарнире 23; в это же время груз 17 опускается по стеблю толкателя J6и ударяется в заплечик 18, тем самым выталкивая отливку из формы. При дальнейшем вращении Masшины верхняя половина формы окажется IB отвесном положении и поэтому, когда нижняя половина, упи1рающа.яся в ограничитель машины, будет находиться в нижней, части своего щпи (фиг. 8), произойдет соедИ|Нение верхней и нижней половин формы, т. е. форма будет готова для следующей: зал1ИВКИ.
Предмет изобретения
I. Машина для отливжи изделий в Постоянные формы, снабженные резервуаром для жидкого металла, заполняющего форму при noBOtpoTe последней в вертикальной плоскости, отличающаяся применением двух дисков, Вращающихся вокруг горизонтальной оси с расположенными между ними форма-.
ми, монтированными поворотно в вертикальной плоскости на угол, ограниченный копирами, причем центр тяжести каждой формы смещен в сторону периферии дисков.
2.Форма выполнения машины по п. 1,отлнчающаяся тем, что в неподвижной раме машины между дисками закреплены два копира J3 и 15, из которых копир 13 предназначен для упора в него рычага формы с целью ее поворота и выливания металла из резервуара в литейную полость, а копир 15 предназначен для уцора в него того же рычага с целью поворота формы, звтоматического удаления верхней половины последней и выпадения отливки.
3.Форма выполнения машины по п. п. 1-2, отличающаяся тем, что, с целью авто-мат и заци и операций открывания формы и извлечения отливки после прохождения формы мимо копиров, и установки верхней половины на место перед приходом формы Б исходное положение (положение заливки), нижняя половина формы снабжена двумя направляющими 8 для свободного передвижения верхней половины, которая надета на направляющие 8 ушками 10а пальцев W, свободно с возможностью вращения входящих в тело верхней половины.
4. Форма выполнения машины по п.п. 1-2, отличающаяся тем. ч го нижняя половина формы снабжена центральным толкателем 16 со свободно насаженным на него грузом /7, предназначенным приэгкрывании формы для скольжения вниз по толкателю и упора в за-плечик 18 последнего с целью выталкивания отливки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Кокильная машина с автоматической заливкой форм | 1949 |
|
SU84369A1 |
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Полуавтоматическая кокильная машина для отливки чугунных или стальных шаров | 1960 |
|
SU148207A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| КОКИЛЬНАЯ МАШИНА | 2007 |
|
RU2358830C1 |
| Кокильный карусельный комплекс | 1990 |
|
SU1720791A1 |
| Кокильная карусельная машина | 1987 |
|
SU1570843A1 |
| КОРНЕУБОРОЧНАЯ МАШИНА | 1999 |
|
RU2165136C1 |
| СПОСОБ И МАШИНА ДЛЯ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1943 |
|
SU89850A1 |
| Устройство для шовной сварки замкнутых криволинейных швов | 1975 |
|
SU550251A1 |



Фиг. 1
.абление
R- Ч-Н F-;
j,j cnzr-Td-J / ,-i-
IN i L cJSjMJijiiB
VU liF
Фиг. 2 1ЕШЗ -/d--;--j- Д ffi /у777: 7/2i-/i гу-Л, хл,-..- Зерхния половина
ff
Фиг. 7
Фиг. б
Фиг. 8
