Изобретение.относится к литейному производству, а именно к производству отливок в кокиль.
Известен карусельно-кокильный агрегат Л430, соединенный с заливочным и стержневым устройствами.
На агрегате производится отливка пустотелых деталей в водоохлаждаемые коки- ли. Наружная поверхность отливки и литниковая система оформляются корпусом кокиля и крышкой, связанных между собой шарнирно и имеющих горизонтальную плоскость разъема. Внутренняя полость оформляется верхним и нижним металлическими стержнями.
Корпуса кркилей в комплекте с крышками размещаются на шестнадцати позиционной карусели, снабженной приводом периодического поворота на одну позицию.
Карусельная платформа и стержневое устройство смонтированы на двух колоннах, связанных между собой фундаментной рамой и верхней траверсой.
Кокильная секция состоит из фасонного кольца, в которое устанавливается корпус кокиля, и кронштейна с поворотной траверсой для крепления крышки кокиля, которая закрывается копиром и открывается цилиндром. Выталкивание отливки из кокиля производится снизу стационарно установленным цилиндром.
Кокильный агрегат работает с рядом устройств в едином автоматическом цикле.
Недостатком кару сельно-кокильного агрегата является наличие двух пар стержней, работающих поочередно с шестнадцатью кокилями, что не может обеспечить необходимую соосность их сборки, как следствие, порождает брак по перекосу, отклонение от размеров, выливом металла из формы,-которые в результате наличия течей гидропривода приводят к возгоранию масла под платформой карусели. Кроме того, две пары стержней из-за необходимости их длительного охлаждения, снижают производительность агрегата. Расположение агрегата в приямке снижает его ремонтопригодность, Чрезмерная сложность и громоздкость кокильного агрегата.
Наиболее близким к изобретению является комплекс кокильный мод. 81764М для изготовления отливок в вы тряхных кокилях, состоящий из поворотной платформы напольного исполнения с пульсирующим приводом поворота. На платформе установлено восемь кокильных секций с горизонтальным разъемом формы и возможностью подъема крышки кокиля и поворота его корпуса, устанавливаемых на цапфах в гнездах кронштейнов траверс кокильных секций. Кроме
того, комплекс снабжен дозатором жидкого металла, толкателем и выталкивателем отливок.
Недостатками известного изобретения
являются; кокиль предназначен для изготовления отливок только в вытряхных кокилях и конструкция кокильных секций и вспомогательных механизмов и не позволяет устанавливать наряду с вытряхными ко0 килями более сложные формы, например, с откидными металлическими литниковыми чашами; нет возможности производить заливку кокилей в наклонном положении; не обеспечивается стабильное расположение
5 отливки в нижней части кокиля после его раскрытия, что приводит к необходимости останавливать карусельную машину для извлечения отливки из верхней полуформы. Цель изобретения - расширение техно0 логических возможностей путем применения кокилей с откидными литниковыми чашами и повышение качества отливок.
Поставленная цел ь достигается тем; что комплекс кокильно-карусельный, содержа5 щий карусельную машину с кокильными секциями, имеющую позиции заливки, подрыва верхней полуформы и извлечения отливки и включающую устройство для установки и поворота нижних полуформ,
0 верхние полуформы, цапфы которых размещены в гнездах кронштейнов траверсы, дозатор с ковшом, связанным со штоком цилиндра, установленный на позиции подрыва верхней полуформы толкатель, имею5 щий цилиндр и двуплечий рычаг, механизм выталкивания отливок, снабжен устройствами прижима откидных литниковых чаш к полуформе, установленными на позиции заливки формы и позиции подрыва верхних
0 полуформ.
Устройство прижима, установленное на позиции заливки, выполнено в виде планки, закрепленной на штоке цилиндра дозатора, тяги, установленной с возможностью взаи5 модействия с планкой, и подпружиненного двуплечего рычага, размещённого на дозаторе с возможностью воздействия одного плеча с тягой, которое способствует автоматическому удерживанию откидной литнико0 вой чаши от подрыва ее металлом во время заливки кокиля, а устройство прижима, установленное на позиции подрыва верхних полуформ, представляет собой захват, соединенный с ним прижимной рычаг с роли5 ком и штангу, шарнирно закрепленную на двуплечем рычаге толкателя и шарнирно соединенную с прижимным рычагом, обеспечивает плотное прижатие откидной литниковой чаши к нижней полуформе, что позволяет расположить отливку в нижней
полуформе, исключить брак по выливу металла из массивных частей отливки, а также устранить их деформацию.
Гнезда в кронштейнах траверсы выполнены с наклонными пазами, имеющими вы- ступ и регулируемый упор, а комплекс снабжен кольцами, установленными на цапфах верхних полуформ, имеющих больший диаметр, чем цапфы, и размещенными в упомянутых пазах. Наличие гнезд с наклон- ными пазами позволяет устанавливать собранный кокиль под заливку в наклонном положении, что уменьшает брак отливок по газовым раковинам и спаям.
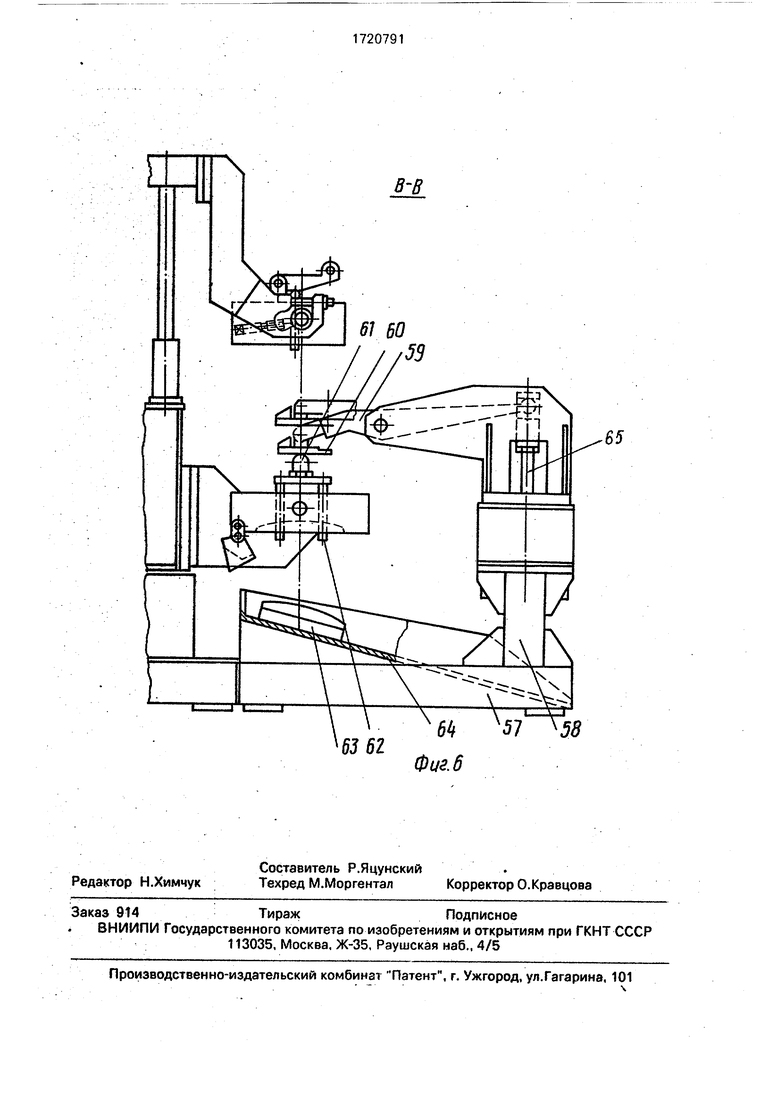
На фиг. 1 изображена схема предлагав- мого комплекса, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - паз в кронштейне траверсы кокильной секции и устройство для установки и поворота нижних полуформ на цапфах, вид сбоку; иа фиг.4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез В-В на фиг. 1.
Комплекс кокильный карусельный состоит из (фиг. 1) карусельной машины 1, дозатора 2, толкателя 3 и выталкивателя 4.
Карусельная машина 1 представляет собой поворотную платформу 5 с пульсирующим вращением вокруг неподвижной колонны, установленной на раме. На плат- форме 5 расположено восемь кокильных секции 6, состоящих из рамы 7 (фиг. 3), закреплённой на поворотной платформе 5. К раме 7 крепятся цилиндр 8. шток 9 которого связан с подвижной траверсой 10, переме- щающейся на скалках 11 (фиг. 2) и снабженной регулятором 12 хода, и устройство 13 для установки .и поворота на цапфах 14 нижних полуформ 15с установленными на них откидными литниковыми чашами 16.
Устройство 13 (фиг. 3) выполнено в виде зубчатой пары 17, соединенной с одной из цапф 14 нижних полуформ 15 и приводимой цилиндром 18.
Ктраверсе 10 крепятся два кронштейна
19(фиг. 3)с гнездами для установки цапф 20 верхних полуформ 21. Гнезда выполнены с наклонными пазами 22, имеющие выступ 23 и регулируемый винтовой упор 24. Сверху паз 22 снабжен прорезью 25 для ввода цапф
20верхних полуформ 21, перекрываемой штырем 26.
Цапфы 20 верхних полуформ 21 дополнительно снабжены свободно посаженными на них кольцами 27 с возможностью перекатывания по пазу 22.
Дозатор 2 (фиг. 2) состоит из рамы 28. консоли 29, на концах которой шарнирно закреплена кассета 30, в пазах 31 которой на своих цапфах 32 устанавливается ковш
33. Противоположной стороной кассета 30 подвижно соединена со штоком 34 цилиндра 35, установленного на раме 28. На щеке 36 консоли 29 шарнирно укреплен двупле- ч и рычаг 37. переднее плечо которого соединено с пружиной 38, а второе - с тягой 39 с буртом 40, проходящей через планку 41, установленную на штоке 34 цилиндра 35.
Толкатель 3 (фиг. 4) выполнен в виде основания 42 со стойкой 43, на конце которой установлен двуплечий рычаг 44 с шарнирной планкой 45, взаимодействующей с перемычкой 46 контртолкателей 47, шарнирно установленной на верхней полуформе 21, при ее отрыве от нижней. На основании 42 установлена опора 48 с захватом 49. На стойке 43 расположен рычаг 50 прижимного ролика 51 с пружиной 52. Внутри стойки 4.3 вмонтирован цилиндр, шток 53 которого взаимодействуете правым плечом рычага 44, на котором шарнирно установлена штанга 54, взаимодействующая своим буртом 55 с шарниром 56 (фиг. 5) рычага 50.
Выталкиватель 4 (фиг. 6) состоит из основания 57 со стойкой 58, на консоли которой установлен двуплечий рычаг 59 с шарнирной планкой 60, взаимодействующей с хвостовиком 61 толкателей 62 отливки 63, падающей на склиз 64. Внутри стойки 58 расположен цилиндр, шток 65 которого шарнирно соединен с правым плечом рычага 59.
Кокильный карусельный комплекс работает в следующей последовательности.
На VIII позиции карусели производится сборка кокиля. При переходе на I позицию подается команда на устройство 13 для наклона кокиля под заливку, при этом цапфы 20 (фиг. 3) верхних полуформ 21 благодаря наличию на них колец 27 перекатываются через выступ 23 по наклонному пазу 22 до контакта с упором 24 с обеспечением необходимого прижатия верхней полуформы 21 к нижней полуформе 15 путем ликвидации зазора между поверхностью паза 22, кольцом 27 и цапфой 20 с помощью регулятора 12 хода цилиндра 18. При литье в ко.кили, не требующие наклонную заливку, прижим верхней полуформы 21 к нижней полуформе 15 производится не поверхностью паза 22, а штырем 26 при поднятом регуляторе 12 хода на необходимую величину.
После остановки на I позиции подается команда на заливку кокиля, при этом шток 34 (фиг. 2) цилиндра 35 вначале подьема кассеты 30 с ковшом 33 подымает планку41, освобождая тягу 39, и вместе с ней рычаг 37, который под действием пружины 38, превосходящей усилие развиваемое гидроди- намич.еским воздействием заливаемого
металла на чашу 16, прижимает последнюю к кокилю. После вылета металла ковш 33 возвращается в исходное положение, при этом планка 41, опускаясь, нажимает на бурт 40 тяги 39, которая поворачивает рычаг 37, освобождая чашу 16. При переходе на II позицию снимается усилие сжатия полуформ, срабатывает устройство 13 поворота нижней полуформы 15 для занятия кокилем горизонтального положения, при этом цапфы 20 верхних полуформ 21 с помощью колец 27, перекатываясь по пазу 22, обходят выступ 23 (фиг. 3) и занимают фиксированное положение полуформ в горизонтальной плоскости.
После остановки карусели на II позиции выполняется операция по подрыву верхней полуформы 21, при этом шток 53 (фиг. 4 и 5) пневмоцилиндра поворачивает двуплечий рычаг 44, в начале поворота которого подымается штанга 54. освобождая рычаг 50 прижимного ролика 51, который под действием пружины 52 поворачивает захват 49. прижимая им чашу 16 к нижней полуформе 15. При дальнейшем повороте рычага 44 шарнирная планка 45 воздействует на перемычку 46, последняя, поворачиваясь, воздействует на контртолкатели 47, заставляя верхнюю полуформу 21 оторваться от нижней 15, образуя необходимый зазор между отливкой, расположенной в нижней полуформе 15 и рабочей поверхностью верхней полуформы.21.
После завершения операции по подрыву верхней полуформы 21 подается команда на возврат рычага 44 в исходное положение, при этом штанга 54, спускаясь своим буртом 55 надавливает на шарнир 56 отводя рычаг 50 с прижимным роликом 51 и захватом 49 в исходное положение.
При переходе со II позиции на III продолжается кристаллизация отливки.
При переходе платформы на IV позицию подается команда на подъем верхней полуформы 21, при этом траверса 10 кокильной секции 6 занимает верхнее положение, поднимая своими кронштейнами 19 верхнюю полуформу 21.
При переходе с.IV позиции на V происходит с помощью устройства 13 поворот на 180°С нижней полуформы 15 и при достижении V позиции подается команда на выталкивание отливки. При этом шток 65 (фиг. 6) выталкивателя 4 поворачивает рычаг 59 и воздействует шарнирной планкой 60 на хвостовик 61 толкателем 62, которые в свою очередь выталкивают отливку 63 на склиз 64.
При переходе с V позиции на VI устройство 13, поворачивая кокиль в обратном направлении возвращает его в исходное положение. На VI позиции происходит осмотр полуформ, на VII - их обслуживание и на VIII - их сборка. В дальнейшем цикл повторяется.
Таким образом, предлагаемая конструкция комплекса кокильно-карусельного позволяет наряду с простыми вытряхными кокилями применять кокили более сложной конструкции с откидными литниковыми ча0 шами, что значительно расширяет технологические возможности и номенклатуру литья и повышает качество отливки.
Дополнительное снабжение дозатора подпружиненным рычагом, тягойи планкой,
5 расположенной на штоке цилиндра поворота ковша, позволяет автоматически удерживать литниковую чашу от подрыва ее металлом во время заливки кокиля, не допуская вытекания металла из формы. Благода0 ря такому конструктивно му дополнению дозатора отпадает необходимость нагружать литниковые чаши или заранее выполнять их массивными с учетом динамического воздействия металла во вре5 мя заливки формы, что утяжеляет и удорожает кокильную оснастку.
Введение в конструкцию толкателя захвата, прижимного ролика и штанги обеспечивает плотное прижатие литниковой чаши
0 к нижней полуформе при подрыве верхней полуформы, что позволяет гарантировано располагать отливку в нижней полуформе, исключать брак по выливу металла из массивных частей отливки, а также устранить их
5 деформацию. Надежное расположение отливок в нижних полуформах при подрыве верхних исключает непредусмотренные техпроцессом остановки карусели для производства ручных операций по извлечению
0 отливок из верхних полуформ, снижающие производительность и безопасность эксплуатации.
Выполнение гнезд под цапфы верхних полуформ в кронштейнах траверсы кокиль5 ных секций с наклонными пазами позволяет устанавливать собранный кокиль под заливку в наклонном положении, что способствует уменьшению брака отливок по газовым раковинам и спаям. Выступ в пазу служит
0 для удерживания поднятой верхней полуформы в положении, соосном с нижней, на давая ей возможности произвольно сползать вниз по пазу. Наличие регулируемого упора позволяет устанавливать оптималь5 ный угол наклона кокиля под заливку в зависимости от производимой отливки, обеспечивая этим получение качественных отливок.
Снабжение цапф верхней полуформы свободнопосаженными на них кольцами,
позволяет за счет имеющегося между ними зазора самоустанавливаться верхней прл- уформе по нижней, компенсируя этим неточность изготовления и сборки кокильной ;секции.| .
Кроме того, кольца, перекатываясь через выступ паза при повороте кокиля под заливку, выбирают имеющиеся зазоры между цапфой и кольцом в верхней поверхности паза, обеспечивая плотное смыкание полуформ, не допуская пролива металла по их разъему.
Формула изобретения Кокильный карусельный комплекс, содержащий карусельную машину с кокильными секциями, имеющую позиции заливки, подрыва верхней полуформы и извлечения отливки, и включающую устройство для установки и поворота нижних полуформ, верхние полуформы, цапфы которых размещены в гнездах кронштейнов траверсы, дозатор с ковшом, связанным со штоком цилиндра, установленный на позиции подрыва верхней полуформы толкатель, имеющий цилиндр и двуплечий рычаг, механизм выталкивания отливок, отличающийся тем, что, с целью расширения технологических возможностей за счет применения кокилей с откидными литниковыми чашами и повышения качества отливок, кокильные секции снабжены откидными литниковыми чашами, а комплекс снабжен
5 устройствами прижима откидных литниковых чаш к полуформе, установленными на позиции заливки формы и позиции подрыва верхних полуформ, причем устройство прижима, установленное на позиции заливки,
0 выполнено в виде планки, закрепленной на штоке цилиндра дозатора, тяги, установленной с возможностью взаимодействия с планкой, и подпружиненного двуплечего рычага, размещенного на дозаторе с воз5 можностью воздействия одного плеча с тягой, а устройство прижима, установленное на позиции подрыва верхних полуформ, представляет собой захват, соединенный с ним прижимной рычаг с роликом и штангу.
0 шарнирно закрепленную на двуплечем рычаге толкателя и шарнирно соединенную с прижимным рычагом, при этом гнезда в кронштейнах траверсы выполнены с наклонными пазами, имеющими выступ и ре5 гулируемый упор, а комплекс снабжен кольцами, установленными на цапфах верхних полуформ, имеющих больший диаметр, чем цапфы, и размещенными в упомянутых пазах.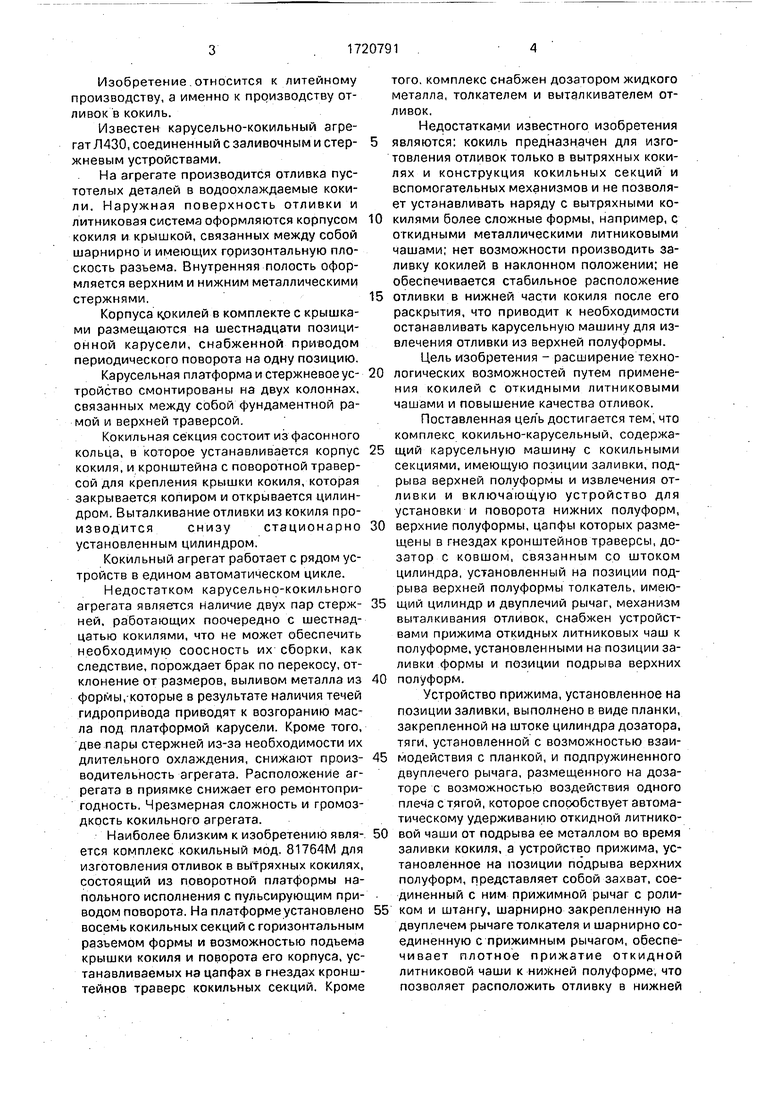

| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬНЫЙ МОДУЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОАЛЮМИНИЕВЫХ ОТЛИВОК | 1994 |
|
RU2062681C1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| Кокильная карусельная машина для изготовления крупногабаритных отливок | 1987 |
|
SU1637947A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| Карусельная кокильная машина | 1980 |
|
SU925541A1 |
| Установка для литья под низким давлением | 1976 |
|
SU577087A1 |
| Карусельная кокильная машина | 1978 |
|
SU749559A1 |
| Кокильная карусельная машина | 1987 |
|
SU1407667A1 |
| Кокильная установка | 1990 |
|
SU1734938A1 |
| КОКИЛЬНАЯ КАРУСЕЛЬНАЯ МАШИНАВлг priTi •* • J ^ "I iju-U i.M*'V.. •>&• • 'i>& nATEilTi;^ ^^i- TDUii-riPCJ^nЕИЬ/'i'-' >& --i*'» | 1973 |
|
SU407640A1 |

Изобретение относится к литейному производству, а именно к производству отливок в кокиль. Цель изобретения - расширение технологических возможностей за счет применения кокилей с откидными литниковыми чашами и повышение качества отливок. Комплекс включает карусельную машину с кокильными секциями, содержащими устройство 13 установки и поворота нижних полуформ, траверсу 10 секции, кронштейны которой имеют гнезда с наклонными пазами 22 для установки нижних полуформ. Дозатор и толкатель снабжены устройствами прижима литниковой чаши к кокилю. 6 ил. и 23 К
У/
як //
33 30
да
6-6
2Wtf45 16 Vi 51 50 5154
V / 15 . № W W
ФиеМ
56
г- г
,55 56
Фиг.5
B ff
58
| СПОСОБ БЕЗОСТАТОЧНОЙ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ТВЕРДОГО ТОПЛИВА В ПЕРИОДИЧЕСКИ ДЕЙСТВУЮЩИХ КАМЕРНЫХ ПЕЧАХ | 1949 |
|
SU81764A1 |
