Настоящее изобретение относится к электротехнической промышленности в частности к.производству щелочных аккумуляторов ламельного типа, и мо жет найти применение при непрерывно изготовлении заготовок электродов щелочных аккумуляторов. Известно устройство для изготовления заготовок ламельных электродов, содержащее бобины, профилирующие ролики, завальцовывающую головку, гофрировочные вальцы, летучие ножницы и бункер с активной массой 1J. Однако при применении данного , устройства наличие ручного труда при сборке отдельных ламелей в реме влечет за собой низкую производител ность, а высыпание активной массы из концов ламелей при сборке снижает качество заготовок пластин и вызывает большую запыленность актив ной массой в цехе. Наиболее близким по технической сущности и достигаемым результатам является устройство для изготовления заготовок электродов, содержаще бобины, профилирующие вальцы, состоящие из верхних и нижних роликоэ, установленных на валах, бункер с активной массой, завальцовывающую головку, узел поворота и сборки ламелей в ремень, имеющий стыко-, вочную калибрующ ю щель, гофрировочные вальцы и летучие ножницы 2. К недостаткам этого устройства относятся:низкая производительность за счет того, что профилирование ламельной ленты осуществляется прерывистым методом, отсутствие качественного соединения замков ламелей при сборке их в ремень и большое колебание размеров полученных заготовок пластин. Целью изобретения является повышение производительности и исключения брака. Данная цель достигается тем, что верхние профилирующие ролики установлены на валу с возможностью свободного перемещения вдоль оси вала, а узел поворота и сборки ламелей в ремень выполнен в виде гребенок с прямоугольными отверстиями, отверстия каждой из чередующихся гребенок своими большими сторонами повернуты на 90 относительно друг друга, а отверстия последней гребенки расположены в два ряда с взаимным перекрытием отверстий верхнего и нижнего рядов на величину, равную 0,067-0,063 ширины прямоугольного отверстия гребенки, причем шаг отверстий последней гребенки равен шагу отверстий предьщущей гребенки.
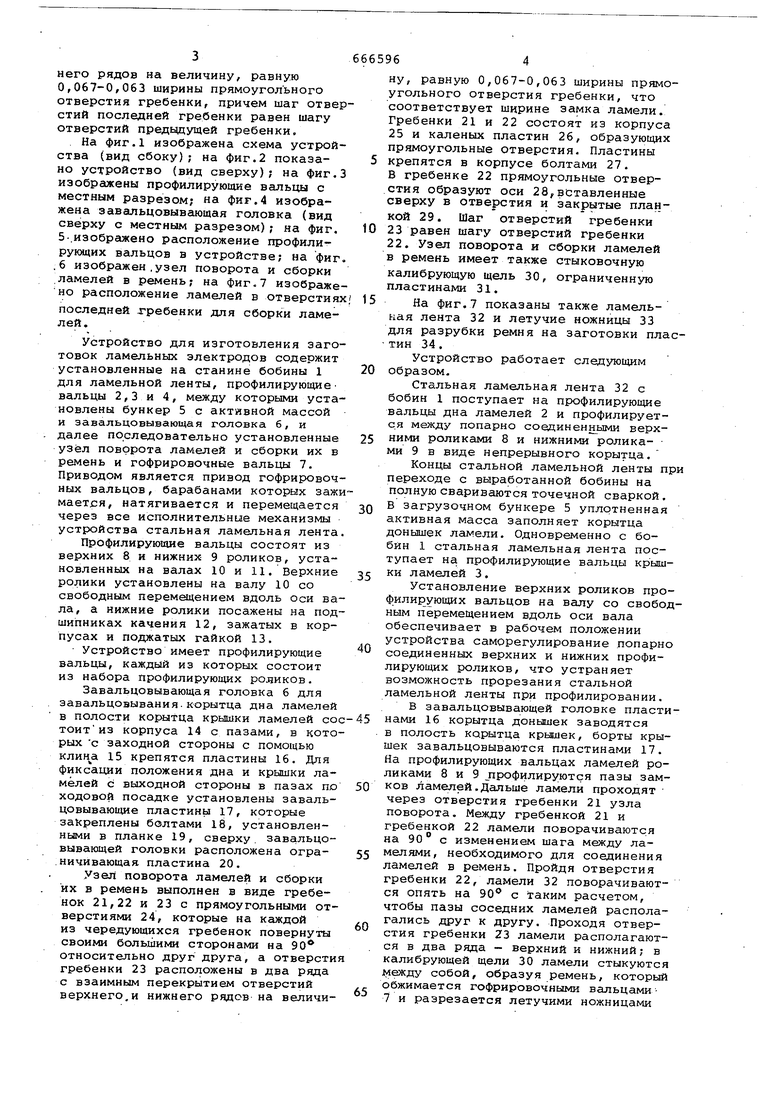
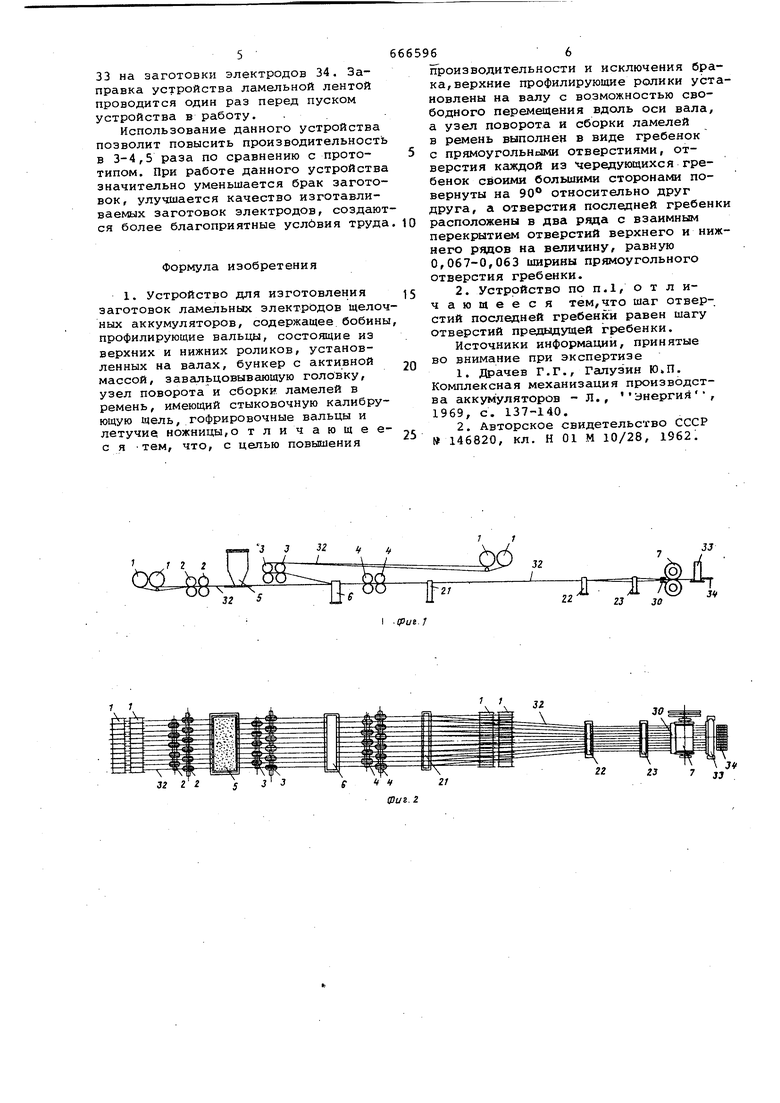
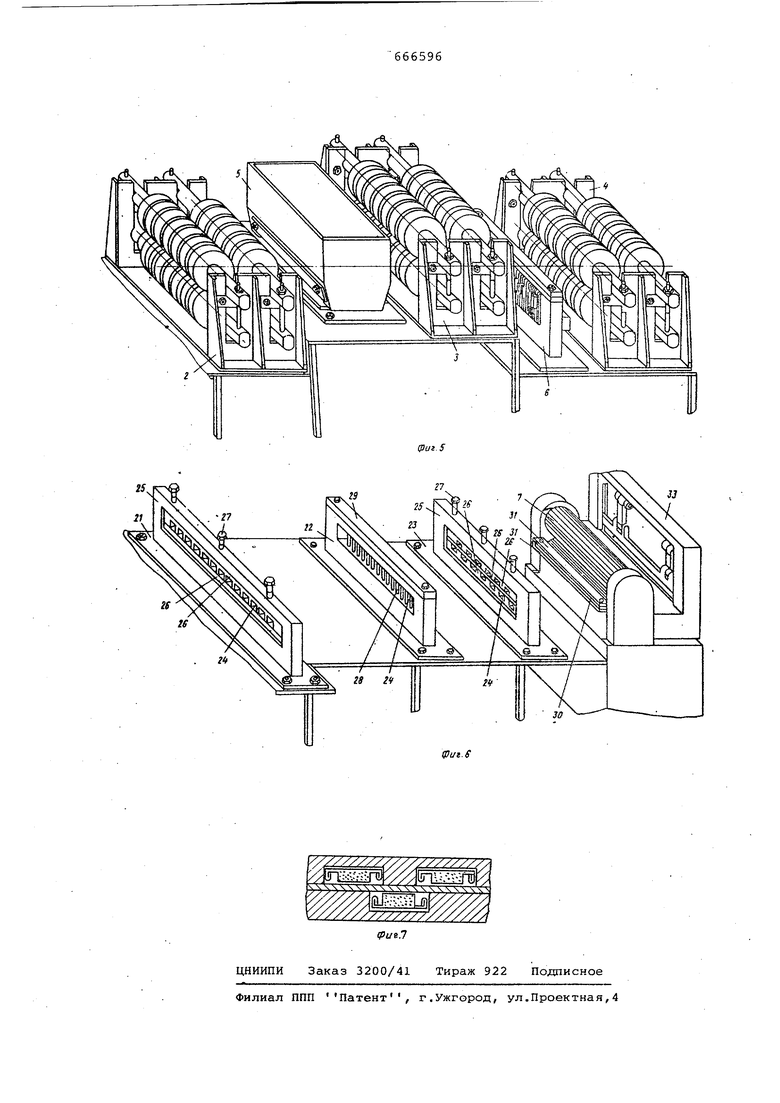
На фиг.1 изображена схема устройства (вид сбоку); на фиг.2 показано устройство (вид сверху); на фиг.З изображены профилирующие вальцы с местным разрезом; на фиг.4 изображена завальцовывсиощая головка (вид сверху с местным разрезом); на фиг. 5-.изображено расположение профилирукицих вальцов в устройстве; на фиг. ,6 изображен.узел поворота и сборки .ламелей в ремень; на фиг.7 изображено расположение ламелей в отверстиях
последней требенки для сборки ламелей,
Устройство для изготовления заготовок ламельннх электродов содержит установленные на станине бобины 1 для ламельной ленты, профилирующие вальцы 2,3 и 4, между которыми установлены бункер 5 с активной массой и завальцовывающая головка 6, и далее последовательно установленные узел поворота ламелей и сборки их в ремень и гофрировочные вальцы 7. Приводом является привод гофрировочных вальцов, барабанами которых зажимается, натягивается и перемещается через все исполнительные механизмы устройства стальная ламельная лента
Профилирующие вальцы состоят из верхних 8 и нижних 9 роликов, установленных на валах 10 и 11. Верхние ролики установлены на валу 10 со свободным перемацением вдоль оси вала, а нижние ролики посажены на подшипниках качения 12, зажатых в корпусах и поджатых гайкой 13.
Устройство имеет профилирующие вальцы, каждый из которых состоит из набора профилирующих роликов.
Завальцовывающая головка 6 для завальцовывания-корытца дна ламелей в полости корытца крышки ламелей сотоит из корпуса 14 с пазами, в которых с заходной стороны с помощью клинка 15 крепятся пластины 16. Для фиксации положения дна и крышки ламелей с выходной стороны в пазах по ходовой посадке установлены завальцовывающие пластины 17, которые зakpeплeны болтами 18, установленными в планке 19, сверху, завальцовывающей головки расположена огра.ничивающая пластина 20.
Узел поворота ламелей и сборки их в ремень выполнен в виде гребенок 21,22 и 23 с прямоугольными отверстиями 24, которые на каждой из чередующихся гребенок повернуты своими большими сторонами на 90 относительно друг друга, а отверсти гребенки 23 расположены в два ряда с взаимньаи перекрытием отверстий верхнего.и нижнего рядов на величину, равную 0,067-0,063 ширины прямоугольного отверстия гребенки, что соответствует ширине замка ламели. Гребенки 21 и 22 состоят из корпуса 25 и каленых пластин 26, образующих прямоугольные отверстия. Пластины 5 крепятся в корпусе болтами 27. В гребенке 22 прямоугольные отверстия образуют оси 28,вставленные сверху в отверстия и закрытые планкой 29. Шаг отверстий гребенки 23 равен шагу отверстий гребенки 22. Узел поворота и сборки ламелей в ремень имеет также стыковочную калибрующую щель 30, ограниченную пластинами 31,
5 На фиг.7 показаны также ламельная лента 32 и летучие ножницы 33 для разрубки ремня на заготовки пластин 34.
Устройство работает следующим 0 образом.
Стальная ламельная лента 32 с бобин 1 поступает на профилирующие вальцы дна ламелей 2 и профилируется между попарно соединенными верхними роликами 8 и нижними роликами 9 в виде непрерывного корытца.
Концы стальной ламельной ленты при переходе с выработанной бобины на полную свариваются точечной сваркой . Q В загрузочном бункере 5 уплотненная активная масса заполняет корытца донышек ламели. Одновременно с бобин 1 стальная ламельная лента поступает на профилирующие вальцы крышки ламелей 3,
Установление верхних роликов профилирующих вальцов на валу со свободным перемещением вдоль оси вала обеспечивает в рабочем положении устройства саморегулирование попарно
соединенных верхних и нижних профилирующих роликов, что устраняет возможность прорезания стальной ламельной ленты при профилировании. В завальцовывающей головке пластинами 16 корытца доньдиек заводятся
в полость корытца крылек, борты крышек завальцовываются пластинами 17. На профилирующих вальцах ламелей роликами 8 и 9 профилируются пазы замков ламелей.Дальше ламели проходят через отверстия гребенки 21 узла поворота. Между гребенкой 21 и гребенкой 22 ламели поворачиваются на 90 с изменением шага между ла5 мелями, необходимого для соединения ламелей в ремень. Пройдя отверстия гребенки 22, ламели 32 поворачиваются опять на 90 с таким расчетом, чтобы пазы соседних ламелей располагались друг к другу. Проходя отверстия гребенки 23 ламели располагаются в два ряда - верхний и нижний; в калибрующей щели 30 ламели стыкуются 1у1ежду собой, образуя ремень, который обжимается гофрировочными вальцами
7 и разрезается летучими ножницами
5
33 на заготовки электродов 34. Заправка устройства ламельной лентой проводится один раз перед пуском устройства в работу. . .
Использование данного устройства позволит повысить производительность в 3-4,5 раза по сравнению с прототипом. При работе данного устройства значительно уменьшается брак заготовок, улучшается качество изготавливаемых заготовок электродов, создают ся более благоприятные услбвия труда
Формула изобретения
1. Устройство для изготовления заготовок ламельных электродов щелоч ных аккумуляторов, содержащее бобины профилирующие вальцы, состоящие из верхних и нижних роликов, установленных на валах, бункер с активной массой, завальцовывающую головку, узел поворота и сборки ламелей в ремень, имеющий стыковочную калибрующую щель, гофрировочные вальцы и летучие ножницы,о тличающеес я тем, что, с целью повышения
665966
производительности и исключения брака, верхние профилирующие ролики установлены на валу с возможностью свободного перемещения вдоль оси вала, а узел поворота и сборки ламелей в ремень выполнен в виде гребенок 5 с прямоугольнозми отверстиями, отверстия каждой из чередующихся гребенок своими бояыиими сторонами повернуты на 90 относительно друг друга, а отверстия последней гребенки
10 расположены в два ряда с взаимным перекрытием отверстий верхнего и нижнего РЯДОВ на величину, равную 0,067-0,063 ширины прямоугольного отверстия гребенки.
2. Устройство по П.1, о т л и15чающееся тем,что шаг отверстий последней гребенки равен шагу отверстий предцдущей гребенки.
Источники информации, принятые во внимание при экспертизе
20
1.Драчев Г.Г., Галузин Ю,П. Комплексная механизация производства аккумуляторов - Л., Энергия, 1969, с. 137-140.
2.Авторское свидетельство СССР
25 146820, кл. Н 01 М 10/28, 1962.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ | 1961 |
|
SU146820A1 |
| Полуавтомат для сборки и прокатки ламельных пластин щелочного аккумулятора | 1959 |
|
SU125588A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМЕЛЕЙ ЭЛЕКТРОДОВ ЩЕЛОЧНЫХ ИСТОЧНИКОВ ТОКА | 2000 |
|
RU2189886C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| Автомат для сборки секций теплообменников | 1987 |
|
SU1496984A1 |
| Устройство для мерной резки заготовок из проволоки преимущественно в установках для изготовления и укладки выводов в кассеты | 1985 |
|
SU1365154A1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2012 |
|
RU2500497C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ЛАМЕЛЬНУЮ ЛЕНТУ ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1997 |
|
RU2113036C1 |
| УСТРОЙСТВО ДЛЯ ПЕРФОРИРОВАНИЯ ЛАМЕЛЬНОЙ ЛЕНТЫ ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1996 |
|
RU2120157C1 |
| Устройство для изготовления резиновых заготовок | 1988 |
|
SU1577985A1 |
J 3 зг ,1 2 г 2330 ИУДД
го .
