До сего времени сборку блочных ламельных пластин щелочного аккумулятора производят вручную с применением индивидуальных штампов и других приспособлений.
Описываемый полуавтомат повышает производительность труда на сборке и снижает затраты на изготовление аккумуляторов. Согласно изобретению, полуавтомат выполнен на базе кривогиинного пресса, оснащенного бобинами с металлической лентой, профилирующими роликами для изготовления ребер из лент, механизмом подачи заготовок пластин в эти ребра, штампом для скрепления ребер с пластинами и прокатны.ми вальиами для опрессовки пластин и нанесения на них канавок. Кривошипный вал пресса связан со всеми механизмами единой кинематической цепью.
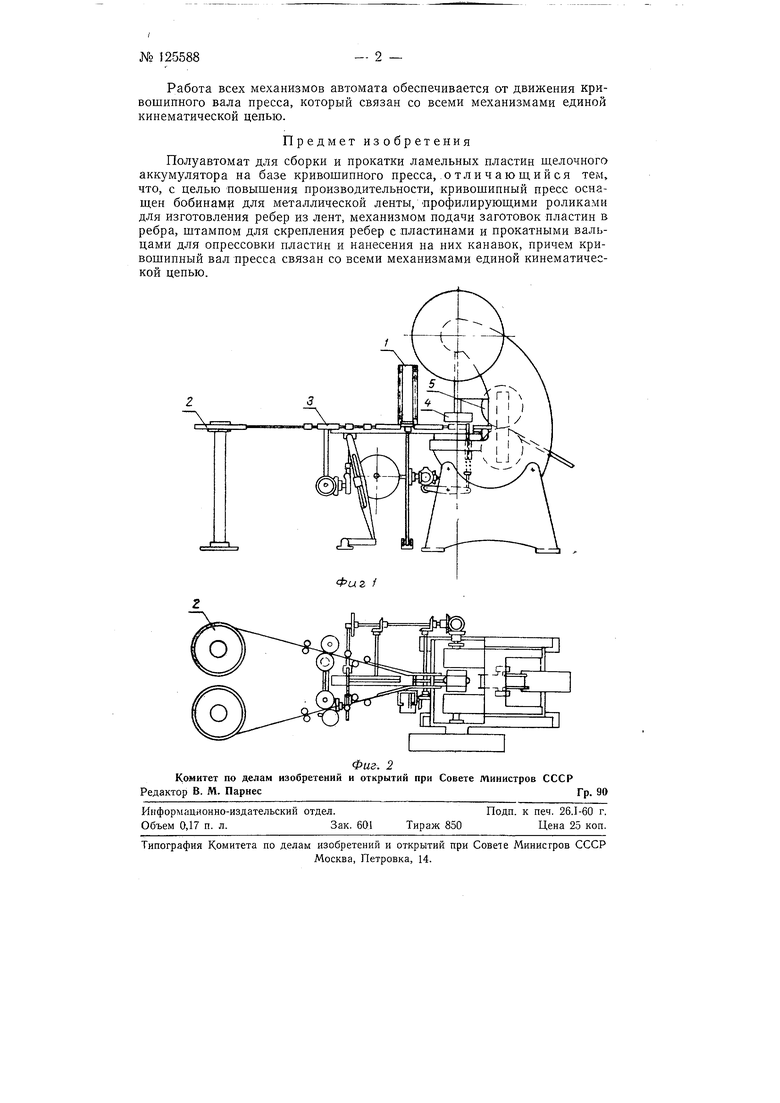
На фиг. 1 и 2 изображен описываемый полуавтомат в двух проекциях.
В буикер / закладывают заготовки пластин, а в бобины 2 закладывают по рулону металлической ленты, которую пропускают через профилирующие ролики 3 до штампа 4. После включения автомата заготовки из бункера 1 попадают в приемное окно, из которого толкателем от кулисного механизма подаются под штамп. Во время движения под штамп заготовки попадают на две ленты, загнутые в виде ребер на профилирующих роликах 3. В штампе пластина с ребрами обрубается под размер и одновременно происходит керновка по ребрам для их закрепления с заготовкой пластины. Это делается за один рабочий ход ползуна пресса. В следующий рабочий ход процесс повторяется, а обрубленная во время предыдущего рабочего хода пластина толкателем подается в вальцы 5, где происходит прокатка канавок для изоляторов. После выхода из вальцов пластина готова для сборки в блок.