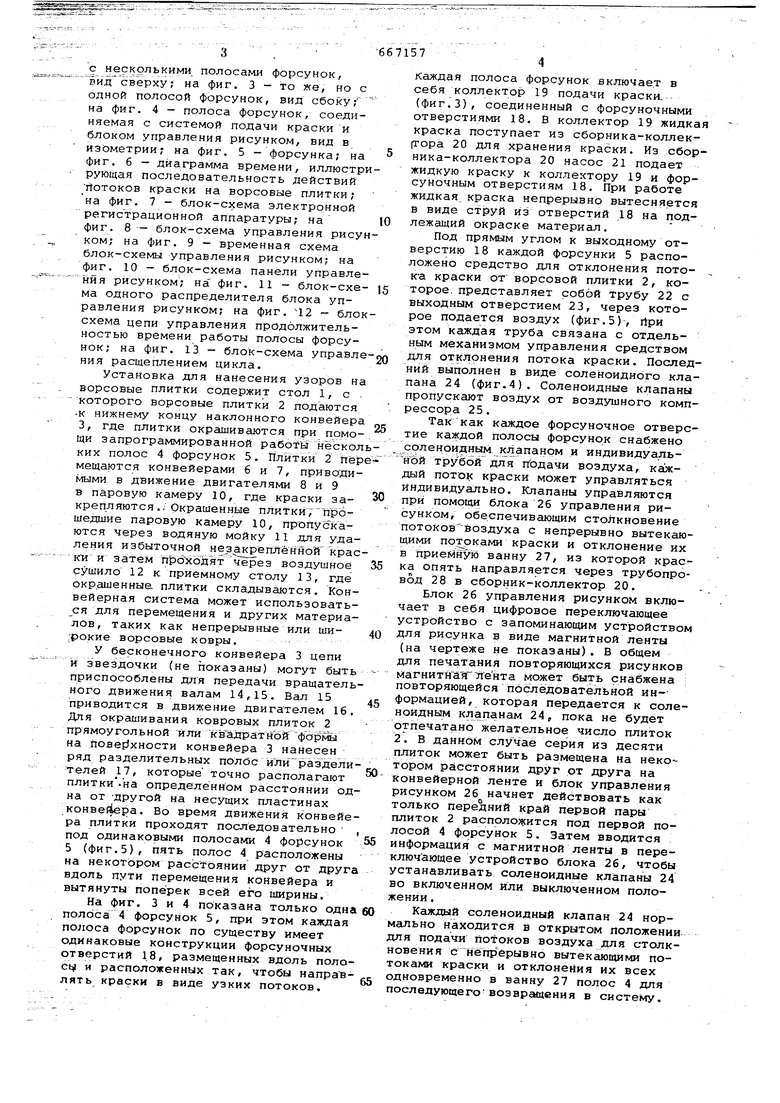
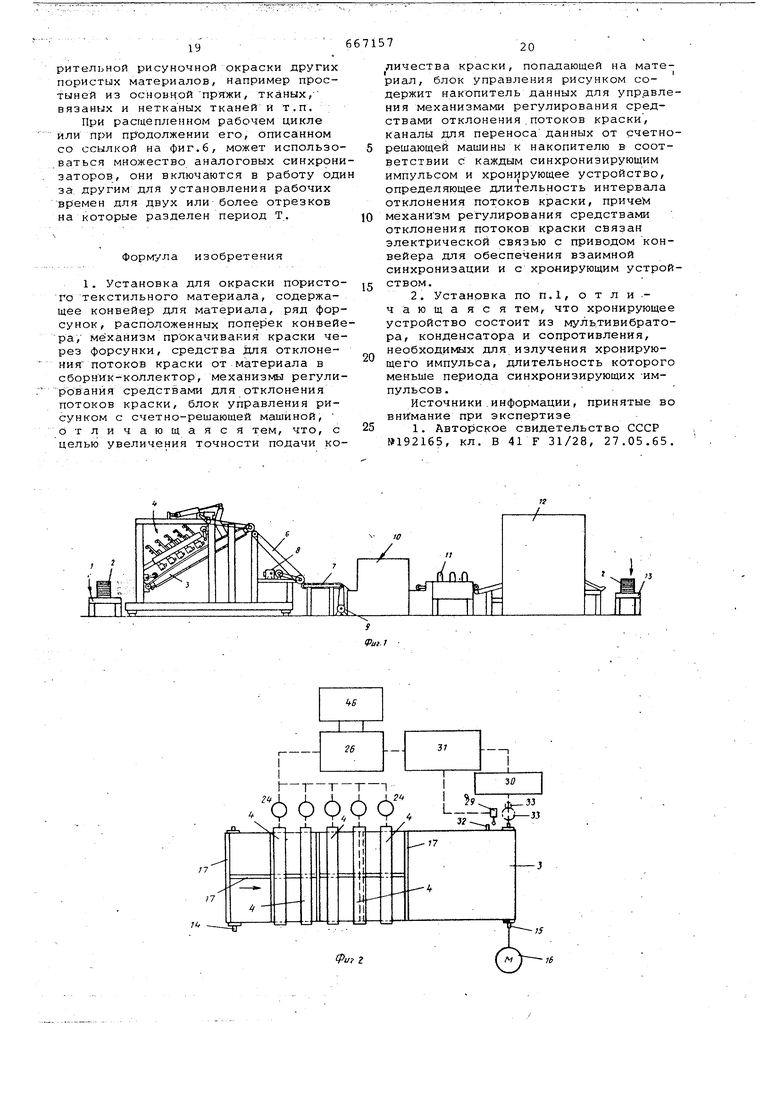
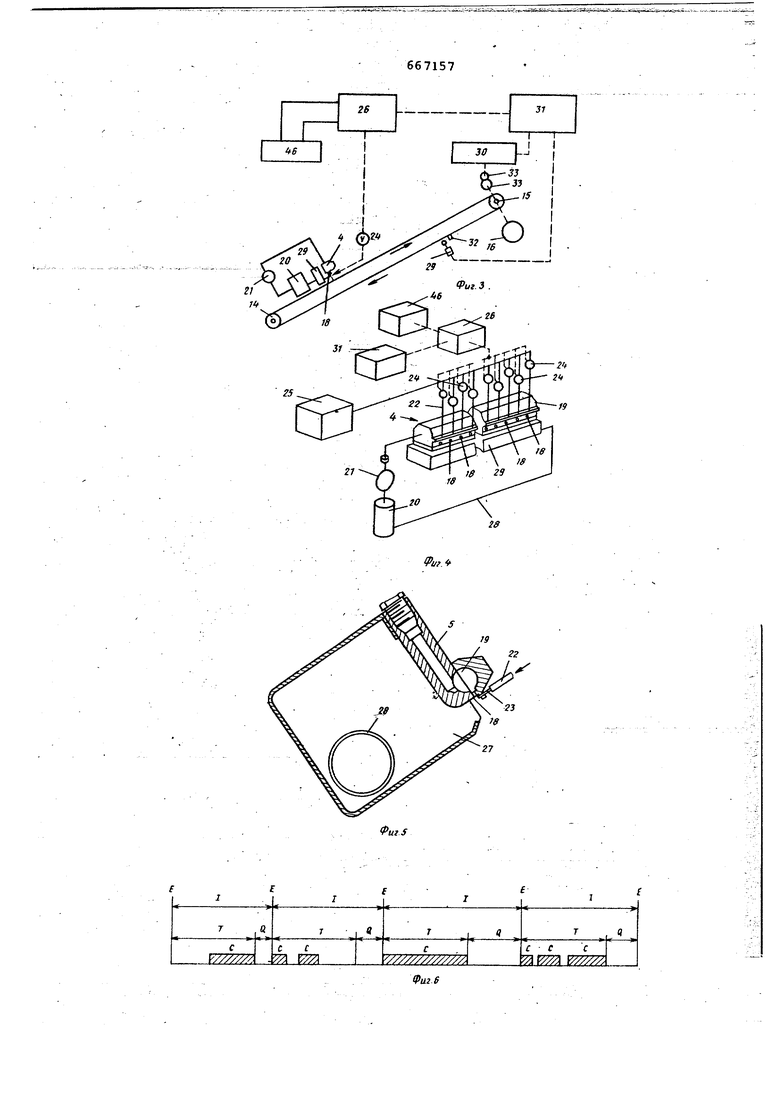
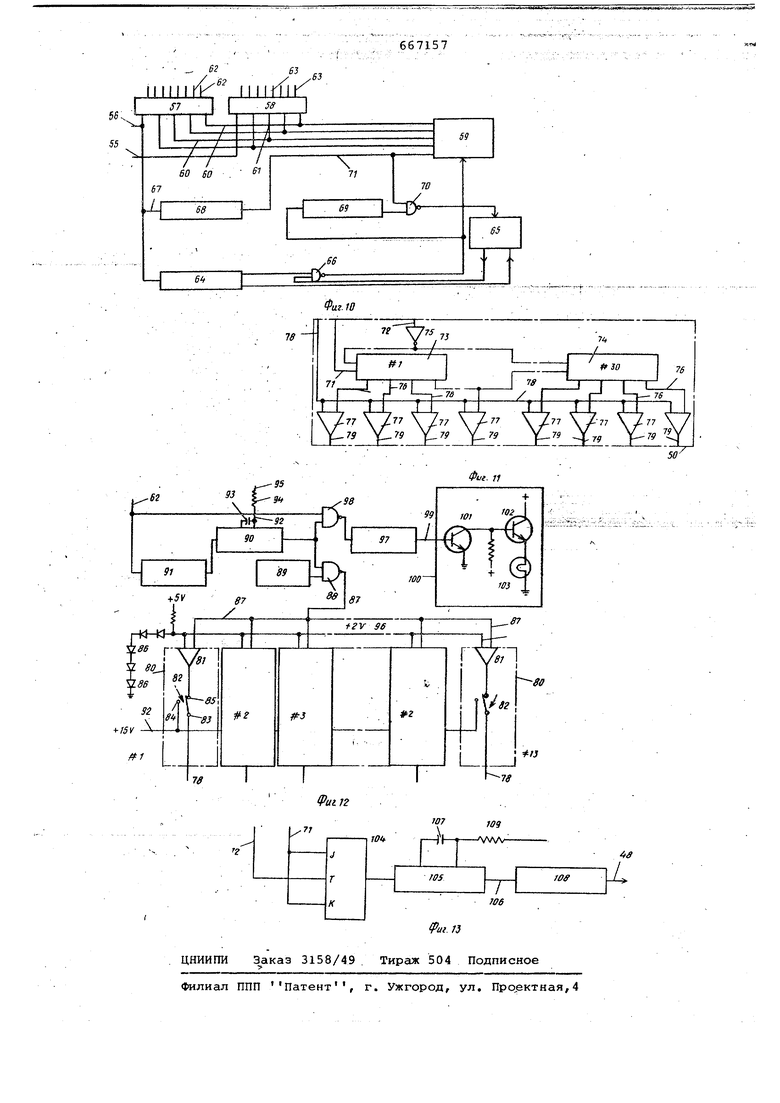
с несколькими полосами форсунок, вид сверху; на фиг. 3 - то же, но с одной полосой форсунок, вил сбоку; на фиг. 4 - полоса форсунок, соединяемая с системой подачи краски и блоком управления рисунком, вил в из&метрии на фиг. 5 - форсунка; на фиг. 6 - диаграмма времени, иллюстр рующая последовательность действий йотоков краски на ворсовые плитки; на фиг. 7 - блок-схема электронной регистрационной аппаратуры; на фиг. 8 - блок-схема управления рису ком; на фиг. 9 - временная схема блок-схемы управления рисунком; на фиг. 10 - блок-схема панели управле ния рисунком; на фиг. 11 - блок-схе ма одного распределителя блока управления рисунком; на фиг. 12 - бло схема цепи управления продолжительностью времени работы полосы форсунок; на фиг. 13 - блок-схема управл ния расщеплением цикла. Установка для нанесения узоров н ворсовые плитки содержит стол 1, с которого ворсовые плитки 2 подаются к нижнему концу наклонного конвейер 3, где плитки окрашиваются при помо щи запрограммированной работй Нескол ких полос 4 форсунок 5. Плитки 2 пер мещаются конвейерами 6 и 7, приводи мыми в движение двигателями 8 и 9 в паровую камеру 10, где краски закр епляют с я..Окрашенные плиткиу прошедшие паровую камеру 10, прчэпус каются через водяную мойку 11 для удаления избыточной незакреплённой крас кн и затем прохбдят через воздушное СУШИЛО 12 к приемному столу 13, где окр.ашенные плитки складываются. Конвейерная система может использоваться для перемещения и других материалов, таких как непрерывные или широкие ворсовые ковры. У бесконечного конвейера 3 цепи и звездочки (не показаны) могут быть приспособлены для передачи вращатель ного движения валам 14,15. Вал 15 приводится в движение двигателем 16 Для окрашивания ковровых плиток 2 прямоугольной ИЛИ квадрат ной фчэрмы на повер1хности конвейера 3 нанесен ряд разделительных полбе йлй раздели телей 17, которые точно располагают плитки-на определённом расстоянии од на от ДРУГОЙ на несущих пластинах конвейера. Во время движения конвейе ра плитки проходят последовательно под одинаковыми полосами 4 форсунок 5 (фиг.5), пять полос 4 расположены на некотором расстоянии друг от друг вдоль пути перемещения конвейера и вытянуты поперек всей его ширины. На фиг. 3 и 4 показана только одн полоса 4 форсунок 5, при этом каждая полоса форсунок по существу имеет одинаковые конструкции форсуночных отверстий 18, размещенных вдоль поло ct# и расположенных так, чтобы направ лять краски в виде узких потоков. Каждая полоса форсунок включает в себя коллектор 19 подачи краски. (фиг.З), соединенный с форсуночными отверстиями 18. В коллектор 19 жидкая краска поступает из сборника-коллек|Тора 20 для хранения краски. Из сборника-коллектора 20 насос 21 подает жидкую краску к коллектору 19 и форсуночным отверстиям 18. При работе жидкая краска непрерывно вытесняется в виде струй из отверстий 18 на подлежащий окраске материал. Под прямым углом к выходному отверстию 18 каждой форсунки 5 расположено средство для отклонения поток-а краски от ворсовой плитки 2, которое, представляет собой трубу 22 с выходным отверстием 23, через которое подается воздух (фиг.5)-, йри этом каждая труба связана с отдельным механизмом управления средством для отклонения потока краски. Последний выполнен в виде соленоиднЬго клапана 24 (фиг.4). Соленоидные клапаны пропускают воздух от воздушного компрессора 25. Так как каждое форсуночное отверстие каждой полосы форсунок снабжено соленоиднь1м клапаном и индивидуальнТэй труёой для подачи воздуха, каждый поток краски может управляться Индивидуально. Клапаны управляются при помощи блока 26 управления рисунком, обеспечивающим столкновение потоковвоздуха с непрерывно вытекающими потоками краски и отклонение их в приемную ванну 27, из которой краска опять направляется через трубопровод 28 в сборник-коллектор 20. Блок 26 управления рисунком включает в себя цифровое переключающее устройство с запоминающим устройством для рисунка в виде магнитной ленты (на чертеже не показаны). В общем для печатания повторяющихся рисунков магнитна1ГЛента может быть снабжена : повторяющейся последовательной ийформацией, которая передается к соленоидным клапанам 24, пока не будет отпечатано желательное число плиток 2. В данком случае серия из десяти плиток может быть размещена на некотором расстоянии друг от друга на конвейерной ленте и блок управления рисунком 26 начнет действовать как только переддний край первой пары плиток 2 расположится под первой полосой 4 фсэрсунок 5. Затем вводится информация с магнитной ленты в переключающее устройство блока 26, чтобы устанавливать соленоидные клапаны 24 во включенном или выключенном положении. Каждый соленоидный клапан 24 нормально находится в открытом Положении для подачи потоков воздуха для столкновения с нё1гферывно вытекающими потокатии краски и отклонения их всех одновременно в ванну 27 полос 4 для последующеговозвращения в систему.
Как только первая пара плиток проходит под первой полосой 4 форсучок 5 |И включается блок 26 управления рисунком, определенные нормально открытые соленоидные клапаны 24 закрываются, тогда соответствующие потоки краки не отклоняются, а попадают прямо на ворсовые плитки 2. Таким образом, при переключении в желательном порядКе в выключенное или включенное положение соленоидных клапанов 24 на ворсовых плитках 2 при их прохождении получается отпечатанный красочный рисунок.
При непрерывном использовании устройства окраски может слегка изменятся скорость конвейера 3, передающего ворсовые плитки 2, что может привести к тому, что красочные рисунки, раз,мещенные на плитках, начнут не совпадать с материалом, подлежащим окраске. Предусмотрено устройство для корректирования положения конвейера с точкой начала поступления сигналов от блока управления рисунком к воздушным клапанам.
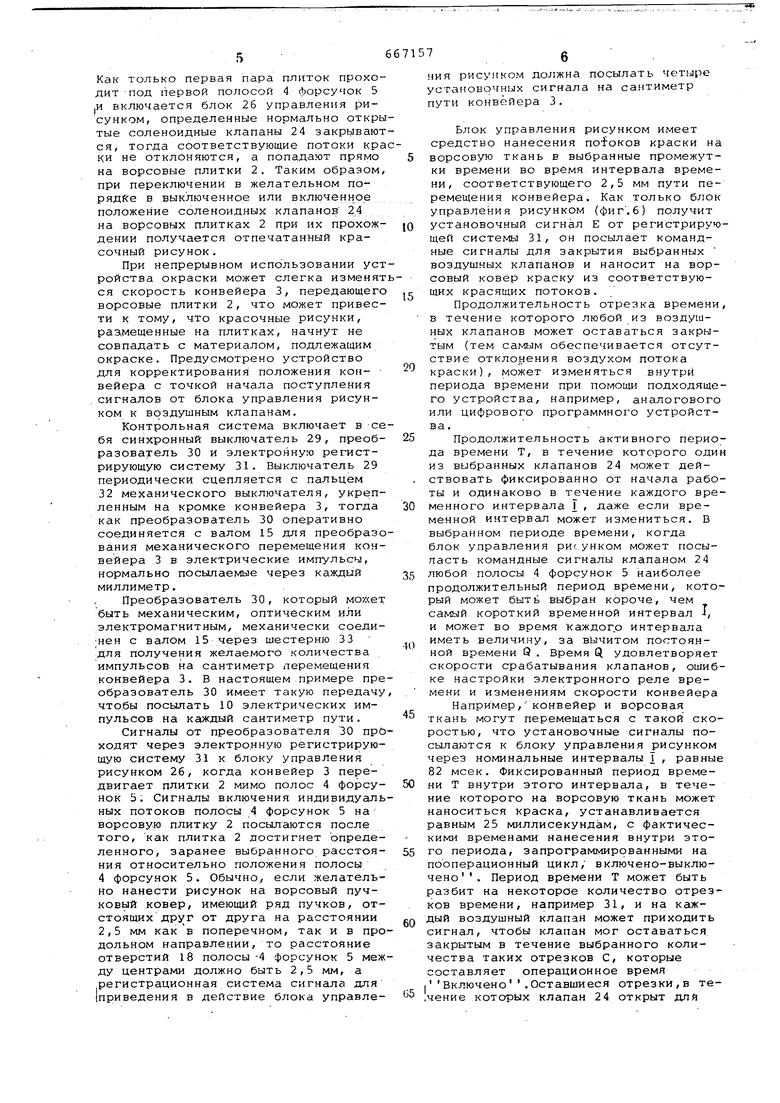
Контрольная система включает в себя синхронный выключатель 29, преобразователь 30 и электронную регистрирующую систему 31. Выключатель 29 периодически сцепляется с пальцем 32 механического выключателя, укрепленным на кромке конвейера 3, тогда как преобразователь 30 оперативно соединяется с валом 15 для преобразования механического перемещения конвейера 3 в электрические импульсы, нормально посылаемые через каждый миллиметр.
Преобразователь 30, который может быть механическим, оптическим или электромагнитным, механически соеди;нен с валом 15 через шестерню 33 для получения желаемого количества импульсов на сантиметр перемещения конвейера 3. В настоящем примере преобразователь 30 имеет такую передачу чтобы посылать 10 электрических импульсов на каждый сантиметр пути.
Сигналы от преобразователя 30 приходят через электронную регистрирующую систему 31 к блоку управления рисунком 26, когда конвейер 3 передвигает плитки 2 мимо полос 4 форсунок 5. Сигналы включения индивидуальных потоков полосы 4 форсунок 5 на ворсовую плитку 2 посылаются после того, как плитка 2 достигнет определенного, заранее выбранного расстояния относительно положения полосы 4 форсунок 5. Обычно, если желательно нанести рисунок на ворсовый пучковый ковер, имеющий ряд пучков, отстоящих друг от друга на расстоянии 2,5 мм как в поперечном, так и в продольном направлении, то расстояние отверстий 18 полосы -4 форсунок 5 между центрами должно быть 2,5 мм, а регистрационная система сигнала для |приведения в действие блока управлени я рисунком должна посылать четыре установочных сигнала на сантиметр пути конвейера 3.
Блок управления рисунком имеет средство нанесения потоков краски на ворсовую ткань в выбранные промежутки времени во время интервала времени, соответствующего 2,5 мм пути перемещения конвейера. Как только блок управления рисунком (фиг .б) получит установочный сигнал Е от регистрирующей системы 31/ он посылает командные сигналы для закрытия выбранных воздушных клапанов и наносит на ворсовый ковер краску из соответствующих красящих потоков.
Продолжительность отрезка времени, в течение которого любой из воздушных клапанов может оставаться закрытым (тем самым обеспечивается отсутствие отклонения воздухом потока краски), может изменяться внутри периода времени при помощи подходящего устройства, например, аналогового или цифрового программного устройства.
Продолжительность активного периода времени Т, в течение которого один из выбранных клапанов 24 может действовать фиксированно от начала работы и одинаково в течение каждого временного интервала Г , даже если временной интервал может измениться. В выбранном периоде времени, когда блок управления рисунком может посыласть командные сигналы клапаном 24 любой полосы 4 форсунок 5 наиболее продолжительный период времени, который может быть выбран короче, чем самый короткий временной интервал I, и может во время каждогр интервала иметь величину, за вычитом постоянной времени Q . Время Q. удовлетворяет скорости срабатывания клапанов, ошибке настройки электронного реле времени и изменениям скорости конвейера
Например,-конвейер и ворсовая ткань могут перемещаться с такой скоростью, что установочные сигналы посылаются к блоку управления рисунком через номинальные интервалы Т , равные 82 мсек. Фиксированный период времени Т внутри этого интервала, в течение которого на ворсовую ткань может наноситься краска, устанавливается равным 25 миллисекундам, с фактическими временами нанесения внутри этого периода, запрограммированными на пооперационный цикл/ включено-выключено. Период времени Т может быть разбит на некоторое количество отрезков времени, например 31, и на каждый воздушный клапан может приходить сигнал, чтобы клапан мог оставаться закрытым в течение выбранного количества таких отрезков С, которые составляет операционное время ,Включено.Оставшиеся отрезки,в те.чение которых клапан 24 открыт для -,)тклон(гиия потока краски, будут сос выключ 1лплять операционное время в периоде времени включено.5ое преимущество, когда желательно производить смешивание красок из ра личных полос 4 форсунок 5 на месте. Если две полосы 4 форсунок 5 пер воначально содержат голубую и жёлтую краски, то различные оттенки зе лёного цвета могут быть получены при последовательном нанесении красок на одно и то же место ковра, т. небольшого количества краски из одной полосы форсунЬк, выпускающей по ток голубой краски и небольшого коли чества краски из другой полосы фор cyfrOK, вапускающей поток желтой кра ки . - , ЕСЛИ при окраске не испбпьэуётся смешивание на месте , а окраска производится при нанесении желатель ных красок в выбранных областях тол ко из одной полосы форсунок, содерж щей необходимый цвет, го выбрЖнййё для действия клапаны могут оставать ся закрытыми в течение всего периода времени Т. Продолжительность периода времени должна быть выбрана до Яачала бперацйй йа основе характерйстйк ворсовой ткани, вяз ffOCtH и скорости истечения потоков краски и т.д. для гарантии в количество наносимой краски на ткань достаточно для полного покрытия желаемой пряди или прядей до основания без пропитывания или затекания на соседние участки. Определенный размер и расстояние между, отверстиями 18 форсунок 5, вяз кость используемых красок, количество краски, наносимое на определенную прядь ворсовой ткани и т.д. можно изменять в зависимости от Отдельных характеристик подлежащей окрасКе тКа ни. Опыт нанесения узоров на ворсовые ткани показывает, что желаемые результаты достигаются для ковров, имеющих удельный вес и высоту ворса в интервале от 15 .до 45 унций на квадратный ярд (от 500 до 1500 грамм на квадратный метр) и от 0,125 дюйма до 1,5 дюйма (от 3,3 мм до 3,8 мм) соответственно. Форсунка 5 должна быть расположена на расстоянии 2,5 к размеры отверстий 18 от 0,25 мм до 0,65 мм (с соотношением диаметра форсунки к ее длине от 5 до 13). Дополнительно бьлпо обнаружено, что при окраЩиванииtfdspOB высокая я ффе кти S н ост ь полу чаёт с я при Ж зШбти красок от 50 до 1000. ОёычнГб давление в потоках краски может изменят ся от 8 до 15 фунтов на квадратный 1)ут (от 0,56 до 1,05 кг/см) . Точные интервалы времени Т между отпирающими сигналми Е, периоды времени Т, в течени.е которых от блока
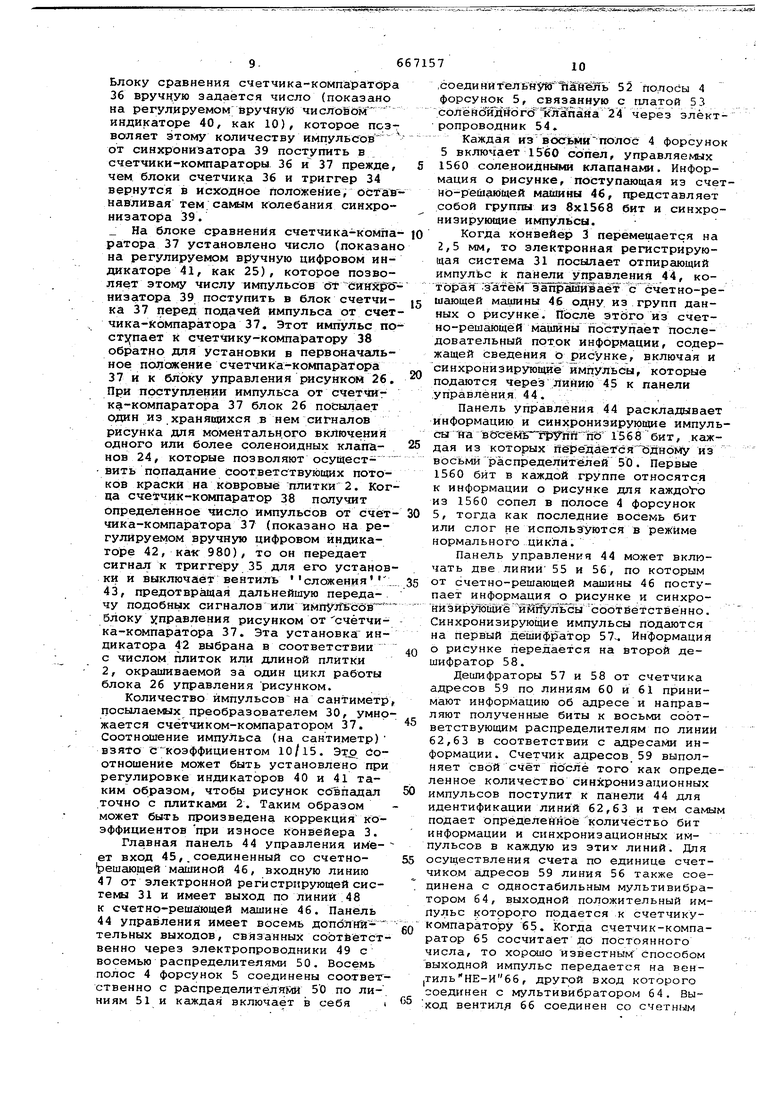
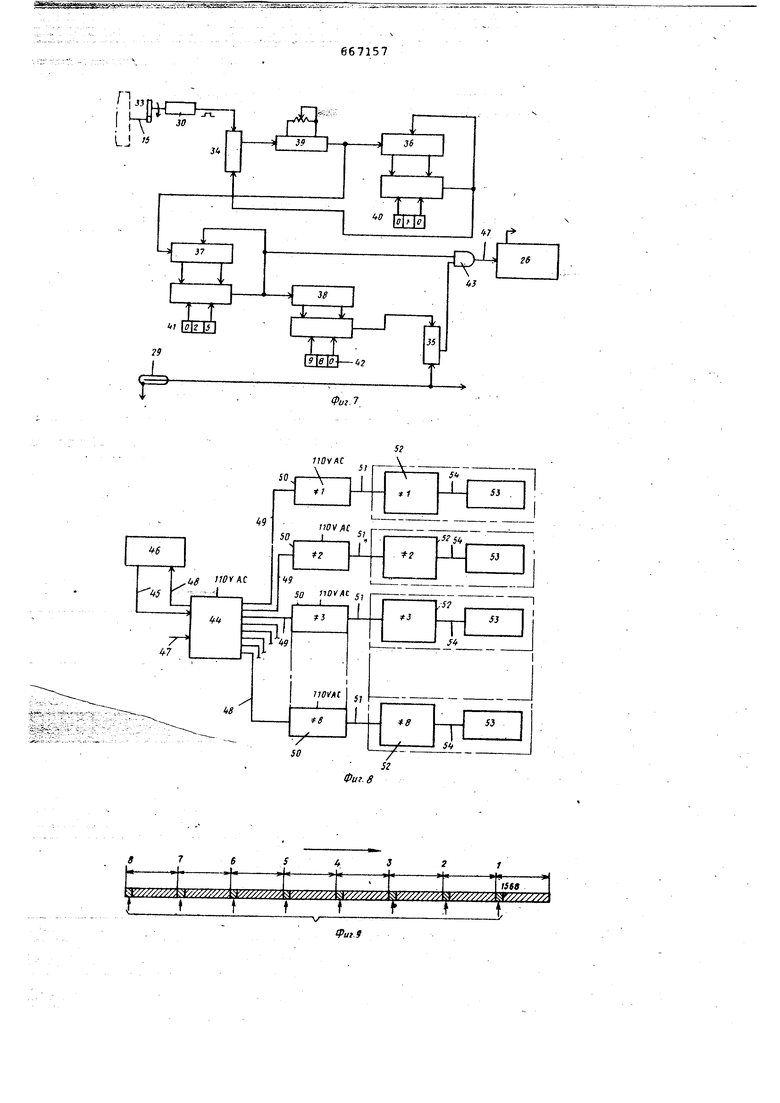
8 1управления рисунком могут быть посланы сигналы к клапанам 24, и постоянные периоды времени Q в рабочем цикле могут изменяться в зависимости от многих параметров, например От скорости ковра, плотности и типа . ворсовыхТйитгёЙ, прймёняемых в ковре, от ВЯЗКОСТИ и давления применяемой краски, от минимальной скорости переключения клапана и т.д. Установка для окраски также использовалась для нанесения узоров на ворсовые ткани, движущиеся со скоростью 9 M/ceKf с 300|-ным уреличени,ем веса пО сравнению с весом нитей ворса за счет жидкой краски. Интервал времени между отпирающими импульсами Е должен быть 16,5 миллисекунд. Период времени Т, во время которого могут быть посланы сигналы для начала работы форсунок 5, должен иметь продолжительность, равную 15 миллисекундам,оставляя на постоянный период Q 1,5 миллисекунды. Этим будет обеспечиваться минимальная величина постоянной времени, зависящей от времени срабатывания клапана, равная 1,5 миллисекундам (скорость срабатывания воздушных клапанов) йри условии, что клапаны должны находиться в прложёнйи выключено в течение всего цикла включено-выключено периода времени Т. Предпочтительно время 9 занимает,1то крайней мере, около 5% от величины всего интервала I между отпирающими импульсами. Как говорилось ранее, ворсовая ткань 2 перемещается вдоль наклонно1 6 пути во времянанесения нанее потоков краски. Используемый угол наклона выбирается так, чтобы получить равновесие меязду вредным действием силы тяжести на направленный поток краски и разбеганиек малых частиц краски после нанесения ее на ворсовую поверхность при поддерживаний достаточного расстояиия между по-. лосой 4 форсунок 5 и ворсовой поверхностью при условии, позволяющим осуществить под действием силы тяжести отток oV рециркуляционной улавливающей ванны 27 форсунок 5 на ковер 2. Целесообраайо использовать углы наклоиа от 15 до 50 от горизонтали, при этом угол 25° является оптимальным. Синхронный выключа,тель 29 регистрирующей сиртемы 31 приводится в действие при помощи пальца 32 выключателя 33 сразу же как только первая ковровая плитка 2 на конвейера 3 достигнет полосы 4 форсунок 5 и возвращает в исходное положение триггеры 34,35 и блоки счетчиков в счетчиках-компараторах 36,37,38. Каждый импульс от преобразователя 30 заставляет триггер 34 начинать передавать колебания от синхронизатора 39. Импульсы от синхронизатора 39 поступают к счетчикам-компараторам 36 и 37
Блоку сравнения счетчика-компаратора
36вручную задается число (показано на регулируемом;вручную числовом индикаторе 40, как 10), которое позволяет этому количеству импульсов от синхронизатора 39 поступить в счетчики-компараторы 36 и 37 прежде, чем блоки счетчика 36 и триггер 34 вернутся в исходное положение оставнавливая тем самым колебания синхронизатора 39.
На блоке сравнения счетчика-компа ратора 37 установлено число (показан на регулируемом вручную цифровом индикаторе 41, как 25), которое позволяет этому числу импульсов бт с ЯУхронизатора 39 поступить в блок счетчика 37 перед подачей импульса от счетчика-компаратора 37. Этот импульс поCTjfnaeT к счетчику-компаратору 38 обратно для установки в первоначальное положение счетчика-компаратора
37и к блоку управления рисунком 26. При поступлении импульса от счет 1Ика-компаратора 37 блок 26 посылает один из хранящихся в нем си гналов рисунка для моментальн.ого включения одного или более соленоидных клатганов 24, которые позволяют осущест-
вить попадание соответствующих потоков краски на ковровые плитки 2. Когца счетчик-компаратор 38 получит определенное число импульсов от счетчика-компа ратора 37 (показано на регулируемом вручную цифровом индикаторе 42, как 980), то он передает сигнал к триггеру 35 для его установки и выключает вентиль сложения. 43, предотвращая дальнейшую переда-. чу подобных сигналов или импу НВсой блоку управления рисунком отсчетчика-компаратора 37. Эта установка индикатора 42 выбрана в соответствии с числом плиток или длиной плитки 2, окрашиваемой за один цикл работы блока 26 управления рисунком.
Количество импульсов на санТиметр, посылаемых преобразователем 30, умножается счётчиком-компаратором 37. Соотношение импульса (на сантиметр) взято с коэффициентом 10/15. Этр Соотношение может быть установлено при регулировке индикаторов 40 и 41 таким образом, чтобы рисунок совпгщал точно с плитками 2. Таким образом может быть произведена коррекция коэффициентов при износе конвейера 3.
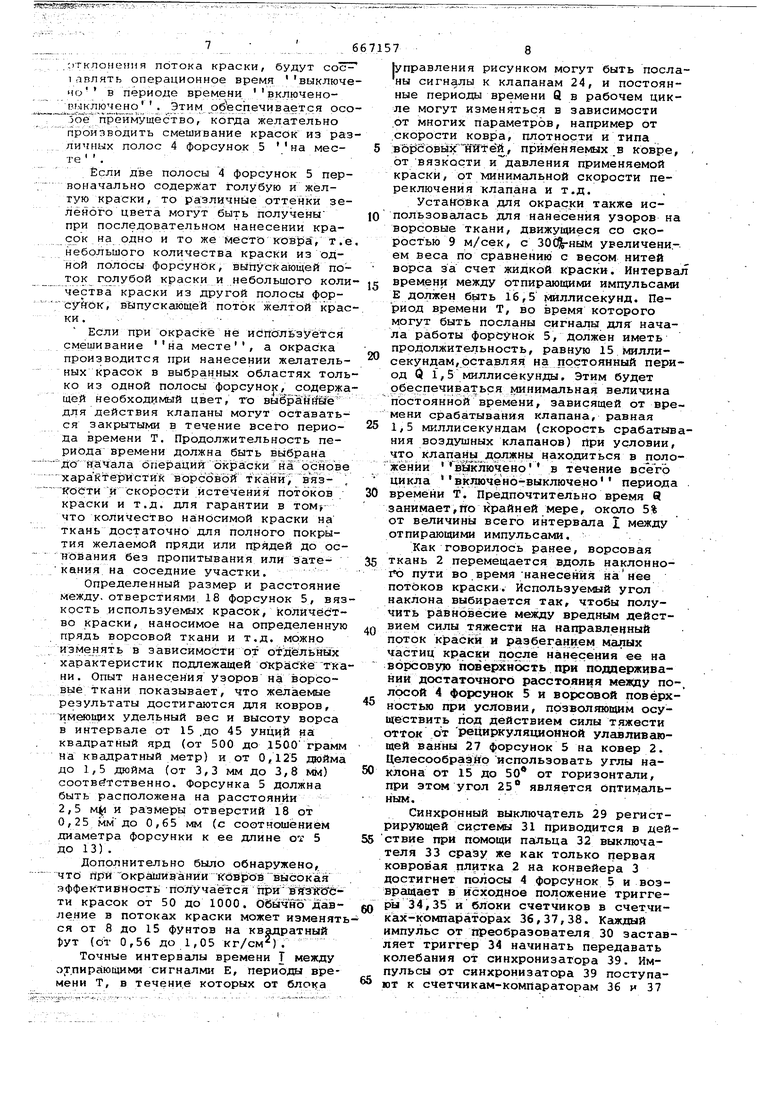
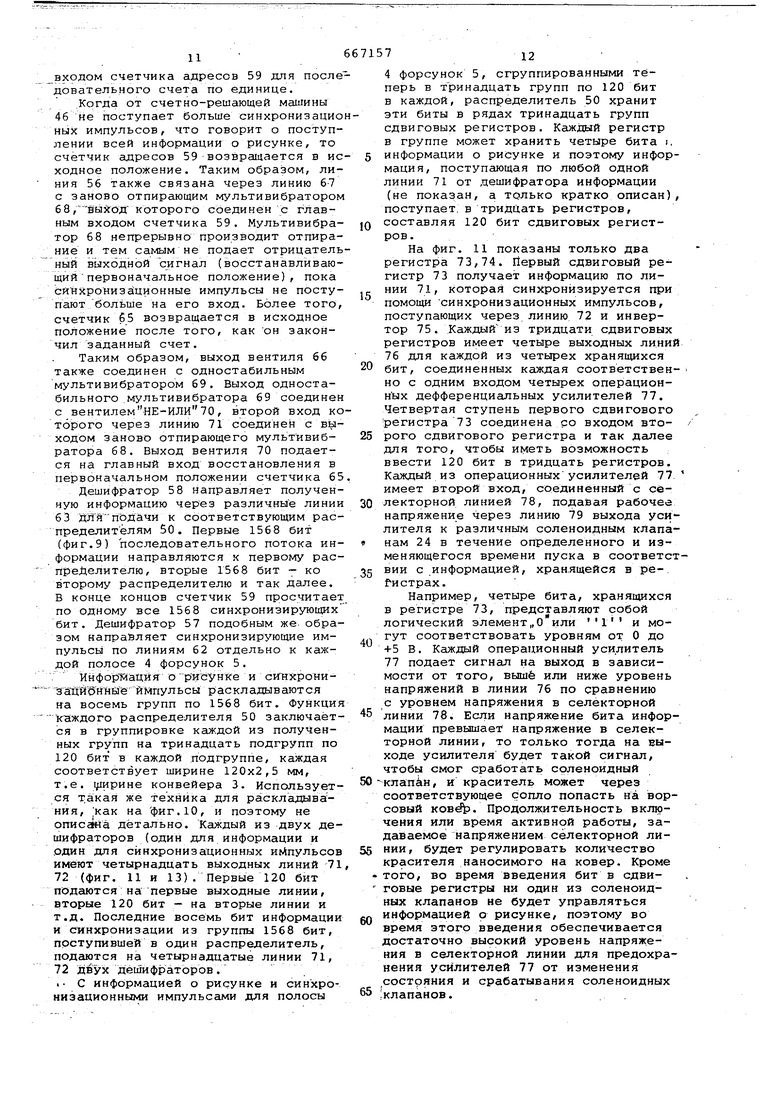
Главная панель 44 управления име- ет вход 45,,соединенный со счетнорешающей машиной 46, входную линию 47 от электронной регистрирующей сиетемы 31 и имеет выход по линий ; 48 к счетно-решающей машине 46. Панель 44 управления имеет восемь дополнительных выходов, связанных соответственно через электропроводники 49 с восемью распределителями 50. Восемь полос 4 форсунок 5 соединены соответственно с распределителями 50 по ли-, ниям 51 и каждая включает в себя t
,соединительнуй пЖ1йель 52 полосы 4 форсунок 5, связанную с платой 53 соЛёйойдйогдтйпГапайа 24 через элёктропроводник 54.
Каждая из ВОС:Е МИ полос 4 форсуно 5 включает 1560 сопел, управляемых 1560 соленоидными клапанами. Информация о рисунке, поступающая из счено-решающей машины 46, представляет собой группы из 8x1568 бит и синхронизирующие импульсы.
Когда конвейер 3 перемещается на 2,5 мм, то электронная регистрирующая система 31 посылает отпирающий импулЬс к панели управления 44, коTopai4 3afeM 3anp FH eaeT с ёчетно-решающей машины 46 одну из групп данных о рисунке. После этЬго из счетно-решающей машины постугГаёт последовательный поток информации, содержащей сведения о рисунке, и синхронизирующие импульсы, которые подаются через линию 45 к панели .управлёни.я 44.
Панель управления 44 раскладывае информацию и синхронизирующие кмпулсы IraksЬ1::вм Ё гТ) Г568 бит, .каждая из которых передаетея 1эднЬ1и у из восьми распределителей 50. Первые 1560 бит в каждой группе относятся к информации о рисунке для каждо го из 1560 сопел в полосе 4 форсунок 5/ тогда как последние восемь бит или слог не используются в режиме нормального цикла.
Панель управления 44 может включать две линий 55 и 56, по которым от счетно-решающей машины 46 поступает информация о рисунке и синхроййэйр ШШ1еШшу5тьсысооТвеТстве нно. Синхронизирующие импульсы подаются на первый дёшифрГатор 57-. Информация 6 рисунке передается на второй дешифратор 58.
Дешифраторы 57 и 58 от счетчика адресов 59 по линиям 60 и 61 принимают информацию об адресе и направляют полученные биты к восьми соответствующим распределителям по линии 62,63 в соответствии с адресами информации. Счетчик адресов 59 выполняет свой сЧ:ёт пбслё того как определенное количество синхронизационных импульсов поступит к панели 44 для идентификации линий 62,63 и тем самы подает определенное количество бит информации и синхронизационных импульсов в каждую из этих линий. Для осуществления счета по единице счетчиком адресов 59 линия 56 также соединена с одностабильным мультивибратором 64, выходной положительный импульс которого подается к счетчикукомпаратору 65. Когда счетчик-компаратор 65 сосчитает до постоянного числа, то хорошо известным способом выходной импульс передается на вен|ТильНЕ-И 66, другой вход которого соедргнен с мультивибратором 64. Выход вентиля 66 соединен со счетным входом счетчика адресов 59 для после довательного счета по единице. Когда от счетно-решающей машины 46 не поступает больше синхронизацио ных импульсов, что говорит о поступлении всей информации о рисунке, то счетчик сщресов 59 возвращается в ис ходное положение. Таким образом, линия 56 также связана через линию 6-7 с заново отпирающим мультивибратором 68, ВЫХОД которого соединен с главным входом счетчика 59. Мультивибратор 68 непрерьшно производит отпирание и тем самым не подает отрицатель ный выходной сигнал (восстанавливающий первоначальное положение), пока сйнхронизационные импульсы не поступают больше на его вход. Более того, счетчик 65 возвращается в исходное положение после того, как он закончил заданный счет. Таким образом, выход вентиля 66 также соединен с одностабильным мультивибратором 69. Выход одностабильного мультивибратора 69 соединен с вентилем НЕ-ИЛИ 70, второй вход ко торого через линию 71 соединен с выходом заново отпирающего мультивибратора 68. Выход вентиля 70 подается на главный вход восстановления в первоначальном положении счетчика 65 Дешифратор 58 направляет полученную информацию через различные линии 63 для подачи к соответствующим распределитёлям 50. Первые 1568 бит (фиг.9) последовательного потока информации направляются к первому распределителю, вторые 1568 бит - ко второму распределителю и так далее. В конце концов счетчик 59 просчитает по одному все 1568 синхронизирующих бит. Дешифратор 57 подобным же. образом направляет синхронизирующие импульсЫ по линиям 62 отдельно к каждой полосе 4 форсунок 5. Инфортс1ацйя ориеунке и синхроми З атз;йШнйё йМпул ь сы р ас кл адыв ают с я на восемь групп по 1568 бит. Функция Кс1Ждого распределителя 50 заключается в группировке каждой из полученных групп на тринадцать подгрупп по 120 бит в каждой подгруппе, каждая соответствует ширине 120x2,5 мм, т.е. 1 1ирине конвейера 3. Используется Т:акая же техника для раскладывания, как на фиг. 10, и поэтому не описгЫа детально. Каждый из двух дешифраторов (один для информации и один для синхронизационных иМпульсов имеют четырнадцать выходных линий 71 72 (фиг. 11 и 13).Первые 120 бит подаются напервые выходные линии, вторые 120 бит - на вторые линии и т.д. Последние восемь бит информации и синхронизации из группы 1568 бит, поступившей в один распределитель, подаются на четырнадцатые линии 71, 72 двух дешифраторов. . С информацией о рисунке и синхронизационными импульсами для полосы 4 форсунок 5, сгруппированными теперь в т ринадцать групп по 120 бит в каждой, распределитель 50 хранит эти биты в рядах тринадцать групп сдвиговых регистров. Каждый регистр в группе может хранить четыре бита i, информации о рисунке и поэтому информация, поступающая по любой одной линии 71 от дешифратора информации (не показан, а только кратко описан), поступает, в тридцать регистров, составляя 120 бит сдвиговых регистров. На фиг. 11 показаны только два регистра 73,74. Йервый сдвиговый регистр 73 получает информацию по линии 71, которая синхронизируется при помощи синхронизационных импульсов, поступающих через линию 72 и инвертор 75. Каждый из тридцати сдвиговых регистров имеет четыре выходных линий 76для каждой из четьзрех хранящихся бит, соединенных каждая соответственно с одним входом четырех операционных дефференциальных усилителей 77. Четвертая ступень первого сдвигового регистра 73 соединена со входом вто- / рого сдвигового регистра и так деьлее для того, чтобы иметь возможность ввести 120 бит в тридцать регистров. Каждый из операционных усилителей 77 имеет второй вход, соединённый с селекторной линией 78, подавая рабочее напряжение через линию 79 выхода усилителя к различным соленоидным клапанам 24 в течение определенного и изменяющегося времени пуска в соответствии с информацией, хранящейся в реfистрах. Например, четыре бита, хранящихся в регистре 73, представляют собой логический элемент„О или i и могут соответствовать уровням от О до +5 В. Каждый операционный усилитель 77подает сигнал на выход в зависимости от того, выше или ниже уровень напряжений в линии 76 по сравнению с уровнем напряжения в селекторной линии 78. Если напряжение бита информации превышает напряжение в селекторной линии, то только тогда на выходе усилителя будет такой сигнал, чтобы смог сработать соленоидный , и краситель может через соответствующее сопло попасть на ворсовый ков. Продолжительность включения или время активной работы, задаваемое напряжением селекторной лиНИИ, будет регулировать количество красителя наносимого на ковер. Кроме того, во время введения бит в сдвиговые регистры ни один из соленоидных клапанов не будет управляться информацией о рисунке, поэтому во время этого введения обеспечивается достаточно высокий уровень напряжения в селекторной линии для предохранения усилителей 77 от изменения состряния и срабатывания соленоидных Клапанов.
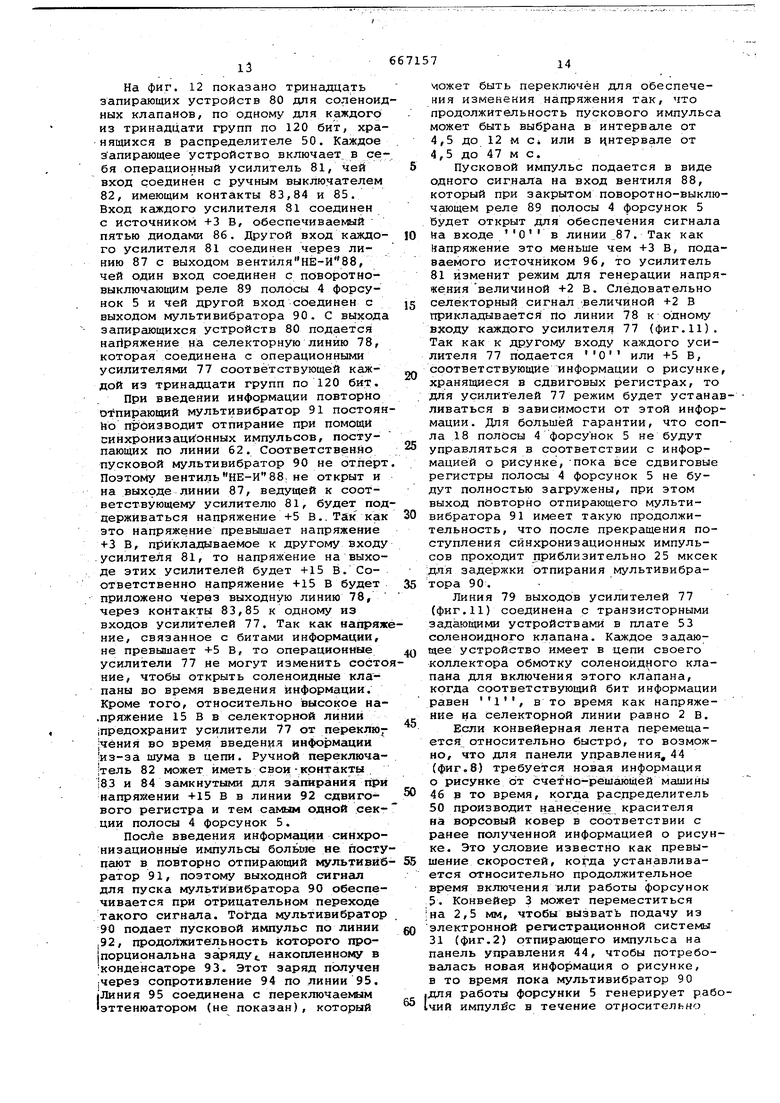
На фиг. 12 показано тринадцать эапиргиощих устройств 80 для соленоидных клапанов, по одному для каждого из тринадцати групп по 120 бит, хранящихся в распределителе 50. Каждое запирающее устройство включает, в себя операционный усилитель 81, чей вход соединён с ручным выключателем 82, имеющим контакты 83,84 и 85. Вход каждого усилителя 81 соединен с источником +3 В, обеспечиваемый пятью диодами 86. Другой вход каждого усилителя 81 соединен через линию 87 с выходом вентиля НЁ-И 88, чей один вход соединен с поворотновыключающим реле 89 полосы 4 форсунок 5 и чей другой вход соединен с выходом мультивибратора 90. С выхода запирающихся устройств 80 подается найряжение на селекторную линию 78, которая соединена с операционными усилителями 77 соответствующей каждой из тринадцати групп по 120 бит.
При введении информации повторно отпирающий мультивибратор 91 постоянно производит отпирание при помощи синхронизационных импульсов, поступающих по линии 62. Соответствб Нйо пусков1Ой мультивибратор 90 не отперт Поэтому вентиль НЕ-И 88. не открыт и на выходе линии 87, ведущей к соответствующему усилителю 81, будет поддерживаться напряжение +5 В.. Так как это напряжение превышает напряжение +3 В, прикладываемое к другому входу .усилителя 81, то напряжение на выходе этих усилителей будет +15 В. Соответственно напряжение +15 В будет приложено через выходную линию 78, через контакты 83,85 к одному из входов усилителей 77. Так как напряжние, связанное с битами информации, не превьпиает +5 в, то операционные усилители 77 не могут изменить состоние, чтобы открыть соленоидные кла паны во время введения информации. Кроме того, относительно 1высокое на.пряжение 15 В в селекторной линии 1предохранит усилители 77 от переключёния во время введения информации из-за шума в цепи. Ручной переключа|тель 82 может иметь свои-контакты . 183 и 84 замкнутыми для запирания при напря(ении +15 В в линии 92 сдвигового регистра и тем самым одной секции полосы 4 форсунок 5.
ПосЛе введения информации синхронизационные импульсы больше не поступают в повторно отпирающий мультивибратор 91, поэтому выходной сигнал для пуска мультивибратора 90 обеспечивается при отрицательном переходе такого сигнала. Тогда мультивибратор 90 подает пусковой импульс по линии ,92, продолжительность которого про1порционапьна заряду накопленному в конденсаторе 93. Этот заряд получен ,через сопротивление 94 по линии 95. (Линия 95 соединена с переключаеким зттенюатором (не показан), который
может быть переключён для обеспечения изменения напряжения так, что продолжительность пускового импульса может быть выбрана в интервале от 4,5 до 12 м Ci или в интервале от 4,5до47мс.
Пусковой импульс подается в виде одного сигнала на вход вентиля 88, который при закрытом поворотно-выключающем реле 89 полосы 4 форсунок 5 будет открыт для обеспечения сигнала
йа входе О в линии .87. Так как
Напряжение это меньше чем +3 В, подаваемого источником 96, то усилитель 81 изменит режим для генерации напряжения величиной +2 В. Следовательно
селекторный сигнал величиной +2 В прикладывается do линии 78 к одному входу каждого усилителя 77 (фиг.11). Так как к другому входу каждого усилителя 77 подается О или +5 В,
соответствующие информации о рисунке, хранящиеся в сдвиговых регистрах, то для усилителей 77 режим будет устанавливаться в зависимости от этой информации. Для большей гарантии, что сопла 18 полосы 4 форсунок 5 не будут
управляться в соответствии с информацией о рисунке,Пока все сдвиговые регистры полосы 4 форсунок 5 не будут полностью загружены, при этом выход пЬвторно отпирающего мультивибратора 91 имеет такую продолжительность, что после прекращения поступления синхронизационных импульсов проходит приблизительно 25 мксек :д.пя задержки отпирания мультивибратора 90.
Линия 79 выходов усилителей 77 (фиг.11) соединена с транзисторными задающими устройствами в плате 53 соленоидного клапана. Каждое задающее устройство имеет в цепи своего коллектора обмотку соленоидного клапана для включения этого клапана, когда соответствующий бит информации
равен
, в то время как напряжение на селекторной линии равно 2 в.
Если конвейерная лента перемещается относительно быстрй, то возможно, что для панели управления,44 (фиг,8) требуется новая информация о рисунке Ьт счетно-решающей машины
46 в то время, когда распределитель 50 производит нанесение красителя на ворсовый ковер в соответствии с ранее полученной информацией о рисунке. Это условие известно как превышение скоростей, когда устанавливается относительно продолжительное время включения или работы форсунок 5. Конвейер 3 может переместиться на 2,5 мм, чтобы вызвать подачу из
электронной регистрационной системы 31 (фиг.2) отпирающего импульса на панель управления 44, чтобы потребовалась новая информация о рисунке, в то время пока мультивибратор 90 Для работы форсунки 5 генерирует рабочий импулйс в течение от(1осительно
длительного периода времени по линии 92. - , Цепь защиты от превышения скорост1г :в1 лючаёт в себя одностабильный
мультивибратор 97 имеющий вход, соеди ненный с выходом вентиля и выход, соединенный через линию 99 с предупреждающей цепью 100. Вентиль 98 получает на входе синхронизационный импульс по линии 62 и второй сигнал на входе, ко±орые представляют собой пусковой импульс от мультивибратора 90. Если оба, синхронизационный и пусковой, импульса, поступают на вентиль 98, то полоса 4 форсунок 5 . рабЬта ет й 6дн6ёрё мённо распределитель получает новую информацию. При таком условии вентиль 98 будет открыт для подачи выходного импульса, чье отрицат ёльное превращение отопрет мультивибратор 97.
Выходной сигнал с мультивибратора 97 поступит в предупреждающую цепь 100, включающую в- себя первый
и второй транзисторы IQl и 102. Транзистор рткрЬется для запитывания предупреждающего устройства, например лампы 103. Когда оператор увидит,
Чта ькЛ1очйлась лампа 103, то он может или увеличить рабочий период
или уменьшить скорость конвейерной ленты. . - Прйй; ден ны% выше объяснения относятся к нормальному рабочему циклу. При таГкоЙ работе, когда линия ковровых плиток находится под полосой форсунок 5, определенное одинаковое количество красителя наносится через отверстия 18, в Соответствии с информацией о рисунке, хранящейся в счетно-решающей машине 46. Однако при разработке рисунка может возникнуть необходимость в нанесении различных концентраций краски -на заданную линию Ковровой плитки. Например, может потрёбова ъся нанесение на наружную часть рисунка данной линии слабого
з ёй&ЙОго цвета, а на внутренние части рисунка необходимо нанести более густой зеленый цвет. Такое различие в оттенде может быть выполнено при помощи описываемой теперь операции расщепления цикла.
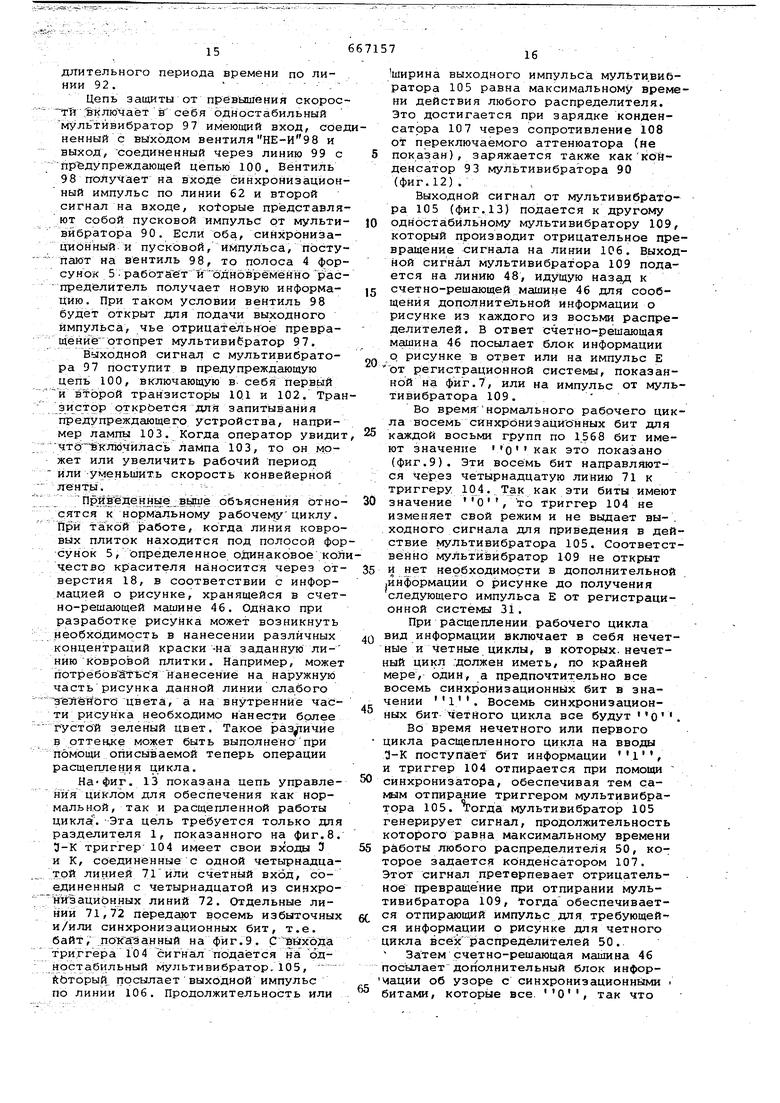
На-фиг. 13 показана цепь управлен1ия циклом для обеспечения как нормальной, так и расщепленной работы цикла.-Эта цель требуется только для разделителя 1, показанного на фиг.8. 3-К триггер104 имеет свои входы 3 и К, соединенные с одной четырнадцатой линией 71 или счётный вход, соединенный с четырнадцатой из синхроШзационных линий 72. Отдельные линий 71,72 передают восемь избыточных и/или синхронизационных бит, т.е. байт, пок азэнный на фйг.9. Ствйхода
триггера 104 сигнал подаётся на одностабильный мультивибратор. 105, 1 6торый посылает выходной импульс по линии 106. Продолжительность или
ширина выходного импульса мульти.вибратора 105 равна максимальному времени действия любого распределителя. Это достигается при зарядке конденсатора 107 через сопротивление 108 от переключаемого аттенюатора {не показ1ан) , заряжается также как конденсатор 93 мультивибратора 90 (фиг.12).
Выходной сигнал от мультивибратора 105 (фиг.13) подается к другому одностабйльному мультивибратору 109, который производит отрицательное превращение сигнсша на линии 106. Выходной Сигнал мультивибратора 109 подается на линию 48, идущую наза;ц к счетно-решающей машине 46 для сообщения дополнительной информации о рисунке из каждого из восьми распределителей. В ответ счетно-решающая машина 46 посылает блок информации о рисунке в ответ или на импульс Е От регистрационной системы, показанной на фиг.7, или на импульс от мультивибратора 109.
Во времянормального рабочего цикла восемь синхронйэацйонных бит для каждой восьми групп по 1568 бит имеют значение окак это показано (фиг.9). Эти восемь бит направляются через четырнадцатую линию 71 к триггеру 104.. Так как эти биты имеют значение О, то триггер 104 не изменяет свой режим и не выдает вы- . ходного сигнала для приведения в действие мультивибратора 105. Соответственно мультй вибратор 1€9 не открыт и нет необходимости в дополнительной .информации о рисунке до получения следующего импульса Е от регистрационной системы 31.
При расщеплении рабочего цикла вид информации включает в себя нечетные и четные циклы, в которых.нечетный цикл .должен иметь, по крайней мере, один, а предпочтительно все восемь синхронизационных бит в знаI 11 t I
Восемь синхронизационченииных бит четного цикла все будут о
Во время нечетного или первого цикла расщепленного цикла на вводы 3-К поступает бит информации М, и триггер 104 отпирается при помощи синхронизатора, обеспечивая тем отпирание триггером мультивибратора 105. Тогда мультивибратор 105 генерирует сигнал, продолжительность которого равна максимальному времени р&боты любого распределителя 50, которое задается конденсатором 107. Этот сигнал претерпевает отрицательное превращение при отпирании мультивибратора 109, Тогда обеспечивается отпирающий импульс для требующейся информации о рисунке для четного цикла всехраспредёлйтелей 50.
Затем счетно-решающая машина 46 посылает дополнительный блок инфорЧации об узоре с синхронизационными битами, которые все. О, так что не возникает дополнительного требЬвания информации о рисунке, пока регистрацйонная система 31 не посылает следующий импульс Е. При расщеплении рабочего цикла нечетный, цикл информации о рисунке несет информацию о нанесении определенного количества красителя на ковровую плитку. Во время четного цикла информация о рисунке несет в себе информации о нанесении дополнительно го красителя на необходимые области этой линии ковровой плитки, увеличивая тем самым концентрацию в этих областях и обеспечивая различные оттенКи определенного цвета. При расщепленном рабочем цикле мо жет не потребоваться информация четного цикла, так как любой из распределителей 50 работает в соответствии с.информацией нечетного цикла, храня щейся в сдвиговых регистрах. Иначе говоря, информация четного цикла .должна вводиться в регистры прежде, чем информация нечетного цик-ла будет использована для нанесения необходимого количества красителя. Для предотвращения этого выходной импульс от мультивибратора 105 имеет ширину, равную максимальному рабочему времени любого распределителя и преимуществе, вытекающее из этого факта, :состоящего в том, что создается запа дывание пр;имерно в 1 мсек перед введением информации в восемь распредел телей 50. Более того, информация, разложенная панелью управления 44, сначала (вводится в распределитель 1 и на это затрачивается приблизительно 1 мсек. Затем разложенная информация вводится в распределитель 2 и на это уходит другая миллисекунда и т.д., т.е. приблизительное запаздывание в 8. мсе имеется между временем введения инфо мации враспределитель ч 1 и 8. Например, если максимальное рабочее время разделителя 50 составляет 10 мсек и оно установлено для распределителя #3, тогда никакая информаци четного цикла .не будет восприниматься этим распределителем#3, прежде, чем он не закончит работу. Когда распределитель #1 ий формацию нечетного цикла, мультивибратор 105 пошлет выходной импульс, имеющий продолжительность 10 мсек. После 2 мсек работы распределителя Ц, распределительна (фиг.8) будет загружен информацией и начнет работу в течение 10 мсек. После шести прошедших миллисекунд, распределитель И может быть готов для принятия информации четного цикла (если его рабочее время составляет только 8 мсек Однако оставшаяся продолжительность импульса мультивибра ора 105 еще будет составлять 2 мсек и 4 мсек рабочего времени остается у распределителя 3. Тогда по прошествии 2 мсек м льтивибратор 108 откроется и потребуется информация четного цикла, причем у распределителя 3 останется только 2 мсек рабочего времени. Hciконец, по прошествии еще 2 мсек информация четного цикла будет введена в регистры распределителя # 3 сразу после окончание ими работы по информации нечетного цикла. При таком расщепленном рабочем цикле и в виду времени запаздывания при хранен.ии информации об узоре в регистрах восьми распределителей 50 информация четного цикла может быть затребована несмотря на то, что последние распределители еще работают по информации нечет ного цикла. Это дает возможность получить желаемый рисунок с очень высокой Степенью точности, так как конвейер переместится почти на бесконечно малое расстояние, прежде чем будет нанесен дополнительный краситель для увеличения концентрации вдоль определенных областей заданной линии ковровой плитки. Непрерывно работающие полосы 4 форсунок 5 (фиг.2) могут отстоять друг от друга, например, на,25 см. Следовательно информация о рисунке на магнитной ленте в счетно-решающей машине 46 может отстоять друг-от друга на расстоянии, равном времени, которое затрачиваетсялинией ковровой плитки на перемещение на 25 см. от одной полосы распределителя до другой.Таким образом, если полоса форсунок #1 наносит красный краситель, а полоса форсунок # 2 - зеленый краситель и две соседние области на линии ковро вой плитки должны получить красный и зеленый красители, соответственно, то тогда информация, хранящаяся в . счетно-решающей машине 46 должна быть размещена следующим образом, чтобы эти области находились под полосой форсунок#1. Красный краситель будет наносится на одну область, а после перемещения линии плитки на 25 см, зеленый краситель наносится на другую область. Изобретение может быть использовано для нанесения любого желательного рисунка на ткань.и оно особенно пригодно для нанесения неправильных геометрических рисунков, таких как восточные или цветочные узоры, которые требуют создания отдельных окрапенных областей малых неправильных размеров. . Текстильный материал может быть длинным ворсовым пушистым ковровым материалом, который может быть разрезан на множество отдельных ковриков. Хотя изобретение описано со ссыл(Ой на особые трудности, возникающие 1ри рисуночном окрашивании ворсовых тканей и в особенности ковров, очевидно, что установка для окраски может использоваться для удовлетворительной рисуночной окраски других пористых материалов, например простыней из основной пряжи, тканых,вязаных и нетканых тканей И т.п.
При расщепленном рабочем цикле или при продолжении его, описанном со ссылкой на фиг.6, может использоваться множество аналоговых синхронизаторов, они включаются в работу один за. другим для установления рабочих времен для двух или более отрезков на которые разделен период Т.
Формула изобретения
1. Установка для окраски пористого текстильного материала, содержащее конвейер для материала, ряд форсунок, расположенных поперек конвейера, механизм прокачивакия краски через форсунки, средства для отклонения потоков краски от материала в сборник-коллектор, механизмы регулирования средствами для отклонения потоков краски, блок управления рисунком с счетно-решающей машиной, Отличающаяся тем, что, с целью увеличения точности подачи количества краски, попадающей на материал, блок управления рисунком содержит накопитель данных для управления механизмами регулирования средствами отклонения.потоков краски, каналы для переноса данных от счетнорешающей машины к накопителю в соответствии с каждым синхронизирующим импульсом и хрон1 рующее устройство, определяющее длительность интервала отклонения потоков краски, причем механИзм регулирования средствами отклонения потоков краски связан электрической связью с приводом конвейера для обеспечения взаимной синхронизации и с хронирующим устройством.
2. Установка по п.1, отличающаяся тем, что хронирующее устройство состоит из мультивибратора, конденсатора и сопротивления, необходиг-их для излучения хронирующего импульса, длительность которого меньше периода синхронизирующих -импульсов.Источники.информации, принятые во вни мание при экспертизе
1. Авторское свидетельство СССР №192165, кл. В 41 F 31/28, 27.05.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения жидкого красителя на пористый материал | 1974 |
|
SU617020A3 |
| ПОРОШКОВЫЙ ОСВЕТЛИТЕЛЬ И КОМПОЗИЦИЯ НА ОСНОВЕ ПОЛИОЛЕФИНОВОЙ СМОЛЫ | 1993 |
|
RU2203898C2 |
| СПОСОБ ВВЕДЕНИЯ ОСВЕТЛИТЕЛЯ И ПОРОШКООБРАЗНЫЙ ОСВЕТЛИТЕЛЬ В ВИДЕ ЧАСТИЦ | 1993 |
|
RU2128198C1 |
| Устройство для струйной окраски пористого материала | 1974 |
|
SU579859A3 |
| СПОСОБ ПОМОЩИ ВОДИТЕЛЯМ ПРИ ПЕРЕСТРОЕНИЯХ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2646782C2 |
| Преобразователь последовательного кода в параллельный | 1979 |
|
SU783789A1 |
| Устройство управления охлаждением горячекатанной полосы | 1980 |
|
SU921652A1 |
| СПОСОБ ШИФРАЦИИ И ДЕШИФРАЦИИ ТЕЛЕВИЗИОННЫХ СИГНАЛОВ И СИСТЕМА ШИФРАЦИИ ТЕЛЕВИЗИОННОГО СИГНАЛА | 1990 |
|
RU2106760C1 |
| Устройство управления охлаждением горячекатаной полосы | 1981 |
|
SU952397A1 |
| Устройство цикловой синхронизации | 1989 |
|
SU1626431A1 |
I1Т -Т1
37
пг
35
/Л
Финг
гу
--4-- г4.
28
667157
ФигЛ riOVAC ..
A7
//////7/ k y///////// //////// lf///7////.t ///////j f///////
f Т t f т т
/- -- -
S
Фиг. 8
ut.9 - .
- f .«
iiiirfiK
Л
сГ7
56:.
55
