(54) ЦАНГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| УСТРОЙСТВО для ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1971 |
|
SU311714A1 |
| Устройство для сборки и пайки с вибрацией | 1981 |
|
SU986666A1 |
| Катодно-подогревательный узел для многолучевых клистронов | 2021 |
|
RU2770840C1 |
| Способ изготовления узла волноводнораспределительной системы сложной конфигурации | 2022 |
|
RU2792017C1 |
| Устройство для сборки под пайку твердосплавных пластин с корпусом режущего инструмента | 1984 |
|
SU1181832A1 |
| Способ изготовления инструмента с напаянными пластинами из быстрорежущей стали | 1977 |
|
SU734302A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАФИТА КОМПАКТНОЙ ФОРМЫ В ПАЯНОМ ШВЕ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 2001 |
|
RU2214460C2 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
I
Изобретение относится к области металлообработки и может быть использовано в автоматах продольного течения.
Известна цанга, лепестки которой оснащены твердосплавными стержнями, и способ ее изготовления, включающий обработку центрального отверстия и посадочных мест под твердосплавные стержнк 1. При таком выполнении цанги не обеспечивается высокая их точность.
Целью изобретения является повышение качества изготовления.
Цель достигается тем, что между поверхностью лепестков цанги и поверхностью стержней установлены промежуточные блоки пластин, соединенных между собой штифтами.
Способ изготовления цанги заключается в том, что сначала щтампуют пластины необходимой конфигурации, затем собирают их в блоки с помощью штифтов, впаивают в блок стержни, окончательно обрабатывают, проводят контроль, устанавливают в цангу и закрепляют.
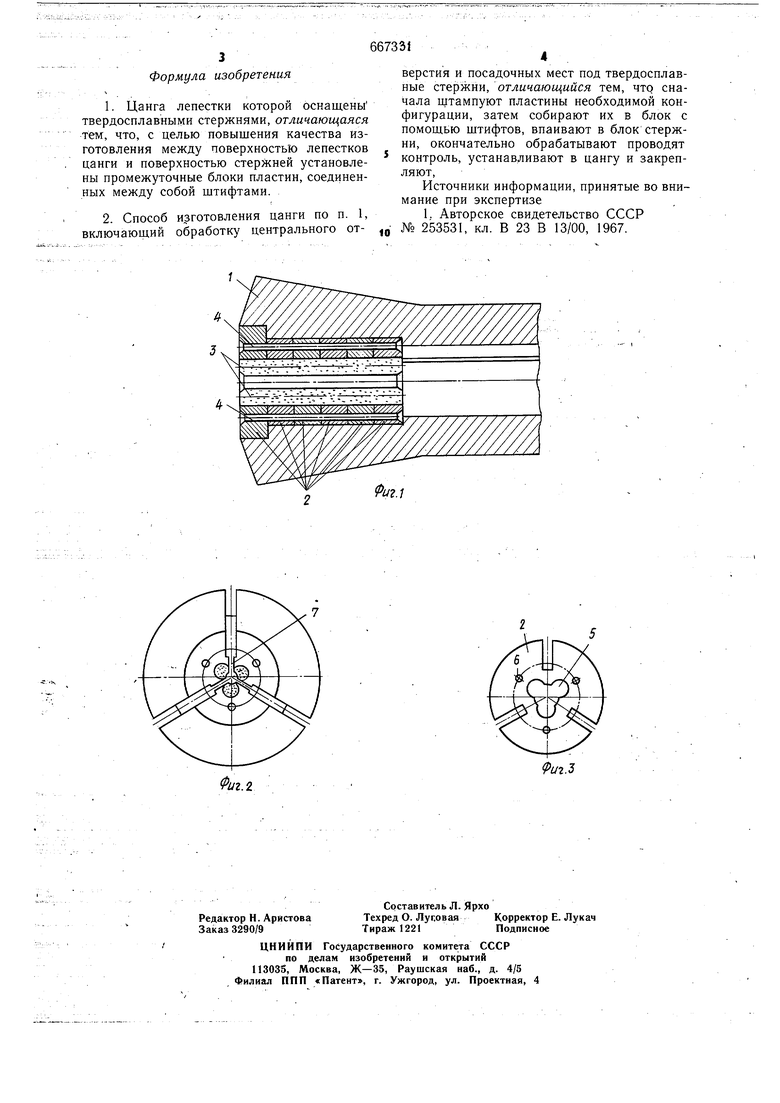
На фиг. 1 представлена цанга, разрез; на фиг. 2 - то же, вид с торца; на фиг. 3 - штампованная пластина блока.
Цанга состоит из лепестков 1 с установленными промежуточными блоками пластин 2, в которые впаяны твердосплавные стержни 3. Пластины 2 собраны в блоке посредством фиксирующих штифтов 4. Блоки пластин соединены с лепестками путем пайки низкотемпературным припоем или склеиванием.
Способ изготовления цанги заключается в следующем.
Штампуют заготовки пластины 2 с фигурным центральным отверстием 5 под твердосплавные стержни 3 и отверстиями 6 для фиксирующих штифтов 4. Затем с помощью
фиксирующих штифтов 4 собирают их в блок 2. После впаивания в блок пластин 2 твердосплавных стержней 3, соответствующей обработки и контроля готового узла по всем необходимым параметрам его устанавливают в цангу и крепят путем пайки низкотемпературным припоем или склеиванием, а затем прорезают прорези 7.
Введение в конструкцию цанги блока пластин позволяет повысить качество изготовления.
Формула изобретения
верстия и посадочных мест под твердосплавные стержни, отличающийся тем, что сначала щтампуют пластины необходимой конфигурации, затем собирают их в блок с помощью штифтов, впаивают в блок стержни, окончательно обрабатывают проводят контроль, устанавливают в цангу и закрепляют.
Источники информации, принятые во внимание при экспертизе
%.;
//г.2
иг.З
