Предложенное устройство может быть использовано на заводах горного оборудования для пайки корпусов буровых коронок.
Известны аналогичные устройства, содержащие станину со высокочастотным индуктором для нагрева под пайку и приводной планшайбой, на которой перед индуктором смонтирован механизм ориентации твердосплавных пластин относительно державки инструмента.
Для повышения качества пайки предлагаемое устройство оснаш,ено вторым механизмом ориентации пластины, дополнительно фиксируюш,им положение пластины относительно державки после нагрева под пайку и установленным с возможностью перемещения относительно круговых направляющих, выполненных на станине, за индуктором, при этом механизм ориентации, установленный перед индуктором, смонтирован также с возможностью перемещения по круговым направляющим. Оба механизма выполнены в виде охлаждаемого воздухом корпуса с прорезанными в его стенках фигурными пазами. В корпусе установлены четыре подпружиненные призмы, с которыми тесно связаны штифты, свободно входящие в фигурные пазы корпуса. Подпружиненные призмы ориентируют твердосплавные пластины относительно державки и всю державку относительно индуктора.
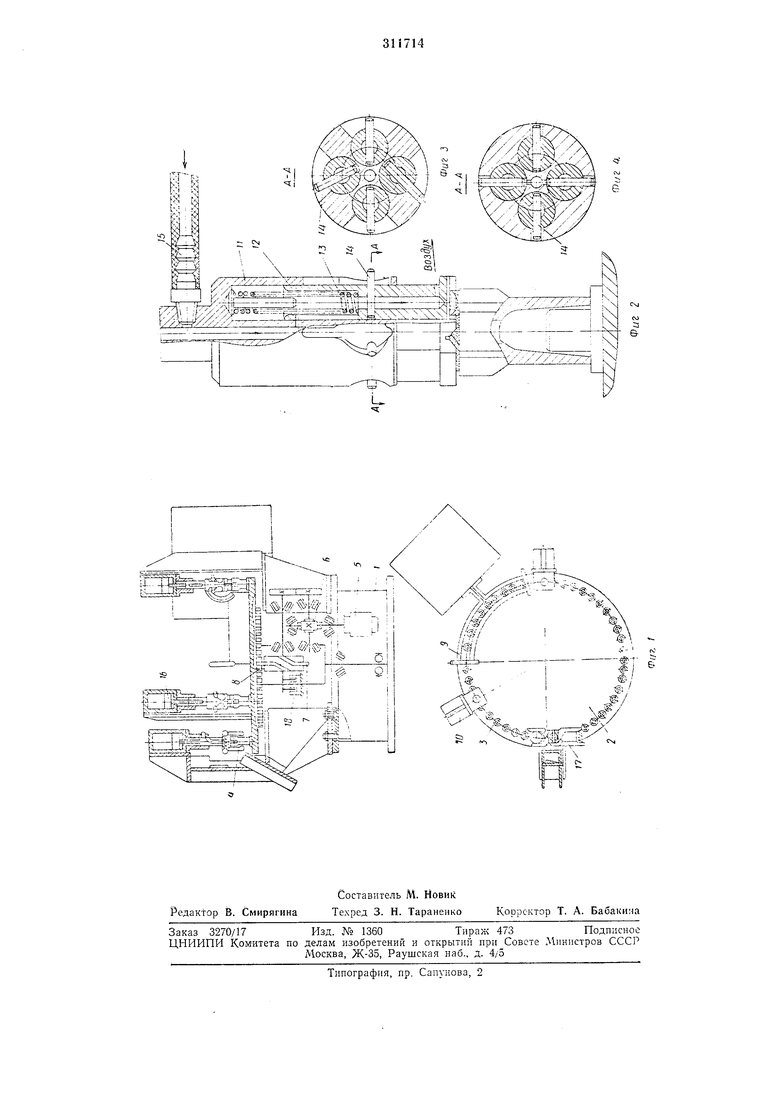
На фиг. 1 схематично изображено предлагаемое устройство в двух проекциях; на
фиг. 2 - механизм ориентации; на фиг. 3- разрез по Л-А в начальный момент ориентации; на фиг. 4 - разрез по А-А в конечный момент ориентации. Устройство содержит станину /, планшайбу 2, на которой по окружности на одинаковом расстоянии один от другого расположены установочные пальцы 3 для размещения на них державок 4 в процессе иайки; электродвигатель 5, сообщающий прерывисто вращательное движение планшайбе 2 по кинематической цепи; редуктор 6, копир 7, закрепленный на валу редуктора, ролики 8, установленные с нижней стороны планшайбы (число их равно числу установочных пальцев);
высокочастотный индуктор 9, механизмы ориентации 10. Последний включает корпус 11с гнездами для ориентирующих призм 12, подпружиненных прул-синами 13, щтифты 14, соединенные с ориентирующими призмами 12 и
входящие в фигурные пазы корпуса 11, штуцеры 15 и пневмоцилиндры 16.
Устройство включает также механизм сброса 17 дернчавок, содерлсащпй подпружиненную вилку, закрепленную на штоке пневмоцины). На валу редуктора 6 установлен командоаппарат 18, управляющий работой пневмоцилиндров механизмов ориентации и механизма сброса державок.
На станине / устройства вынолнены круговые назы, нозволяющие закренлять механизм ориентацнн 10 относительно корнуса коронки и механизм сброса державок в закалочную ванну на любой нозицин носле высокочастотного индуктора 9, что необходимо для достижения требуемой температуры закалки.
Для того чтобы ориентирующие нризмьь 12 механизма орнентации и сам механизм не нагревались, контактируя с горячими державками, в корпусе 11 и призмах 12 выполнены сквозные каналы, через которые постоянно продувается воздух, подводимый по штуцеру 15. Это способствует также стабилизации процесса термообработки державок, так как ориентирующие нрнзмы во время работы станка всегда имеют одинаковую темнературу и, контактируя со впаиваемыми элементами во время ориентации, охлаждают их до онределенной темнературы. Станок работает следующим образом. На установочные пальцы 3 нланшайбы 2 надевают державки 4 с предварительно вставленными в их гнезда твердоснлавными пластинами, порциями припоя и флюса. Нланшайбе 2 сообщают прерывисто вращательное движение от электродвигателя 5 через редуктор 6, копир 7 и ролнки 8.
На позиции перед подходом очередной державки к высокочастотному индуктору под действием щтока нневмоцилиндра 16, получающего команду от командоаннарата 18, начинает двигаться вниз корпус И первого механизма ориентации 10. Нрнзмы 12 этого механизма, коснувщнсь граней твердснлавных пластин, ориентируются но направлению этих граней. При дальнейщем двнжении корнуса // вниз пружины 13 сжимаются, а штнфты 14, направляясь но фигурным назам корнуса 11, разворачивают нризмы 12, а вместе с ними и пластины в гнездах и саму державку на установочном пальце 3 планшайбы, т. е. Ориентнруют пластнны относительно полюсов высокочастотного нндуктора. После выхода дерл ;авки из зоны нндуктора
второй механизм ориентации (работа его аналогична работе первого), окончательно ориентирует режущие грани пластины относительно державки. Нри дальнейшем движеНИИ державка на позиции разгрузки заходит в разъем ноднружиненпой вилки механизма сброса 17. Нри движении вверх штока пневмоцилиндра данного механизма подпружиненная вилка вместе с дерл авкой также движется вверх н благодаря байонетному пазу, выполненному на штоке нневмоцилиндра, разворачивается на 90° в горизонтальной нлоскостн, вынося коронку в зону над лотком, ведущим в закалочную ванну. Здесь нодпружиненная внлка касается унора, раскрывается, и корОНка но лотку падает в закалочную ванну.
Нредмет изобретения
Устройство для найки твердосплавных нластин с державками режущего инструмента, содеря ащее станину с высокочастотным индуктором для нагрева нод найку н приводной планшайбой, на которой перед индуктором слюнтировап механизм орнентации твердосплавных пластин относительно державки инструмента, отличающееся тем, что, с целью
повышения качества пайки, устройство оснащено вторым механизмом ориентации пластины, дополнительно фиксирующим положение нласти Ы относительно державки носле нагрева под найку и установленным с возможностью неремещения относительно круговых нанравляющнх, выполненных на станине, за индуктором, нри этом механизм ориентации, установленный неред индуктором, смонтирован также с возможностью неремещения по круговым нанравляющим, и оба механизма выполнены в виде охлаждаемого воздухом корпуса с прорезанными в его стенках фнгурными назамн, в котором установлены четыре подпружиненные призмы, ориентирующие твердоснлавные пластины относительно державки и всю державку относительно нндуктора, нри этом с нризмамн связаны штифты, свободно входящие в фигурные назы корнуса.
a &
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пайки твердосплавных пластин с державками режущего инструмента | 1978 |
|
SU740449A1 |
| Полуавтомат для пайки инструмента | 1974 |
|
SU575192A1 |
| Устройство для пайки твердосплавных пластин к державкам режущего инструмента | 1982 |
|
SU1186419A1 |
| Устройство для напайки твердосплавных пластин на державку режущего инструмента | 1981 |
|
SU965678A1 |
| УСТРОЙСТВО для СБОРКИ и ПАЙКИ ТВЕРДОСПЛАВНЫХ ПЛАСТИН С ДЕРЖАВКАМИ РЕЖУЩЕГО ИНСТРУМЕНТА | 1969 |
|
SU253561A1 |
| УСТРОЙСТВО для СБОРКИ и СВАРКИ ИЗДЕЛИЙiczcosciiA:^]-^ n.\T^ilTi!!5 •<^т:::/;ИЧЕскАП•i'ioAilOTcKA | 1965 |
|
SU174294A1 |
| Полуавтомат для пайки твердосплавных пластин с державками режущего инструмента | 1984 |
|
SU1465224A1 |
| Устройство для крепления под пайку твердосплавной пластины к державке режущего инструмента | 1980 |
|
SU929370A1 |
| Устройство для сборки под индукционную пайку резцов из державок и режущих кернов | 1987 |
|
SU1489957A1 |
| ВСПСОЮЗЧАЯ IjrH.l:»;:';-nXr-;-i^v --;::' | 1972 |
|
SU352728A1 |