I
Изобретение относится к области станкостроения, в частности к приспособлениям для металлорежущих станков.
Известен резцедержатель, содержащий корпус, державку для крепления режущего инструмента и механизмы грубой регулировки осевого положения инструмента и тонкой регулировки положения державки с инструментом в корпусе 1. Нежесткое крепление в корпусе в направлении, перпендикулярной оси в з1зывает перекосы, вибрации и снижает точность обработки.
Целью изобретения является повышение жесткости крепления державки в рабочем положении.
Цель достигается выполнением механизма тонкой регулировки в виде установленной в корпусе коаксиально державке с возможностью осевого перемещения втулки с внутренней конической поверхностью, предназначенной для взаимодействия с аналогичной поверхностью, выполненной на державке.
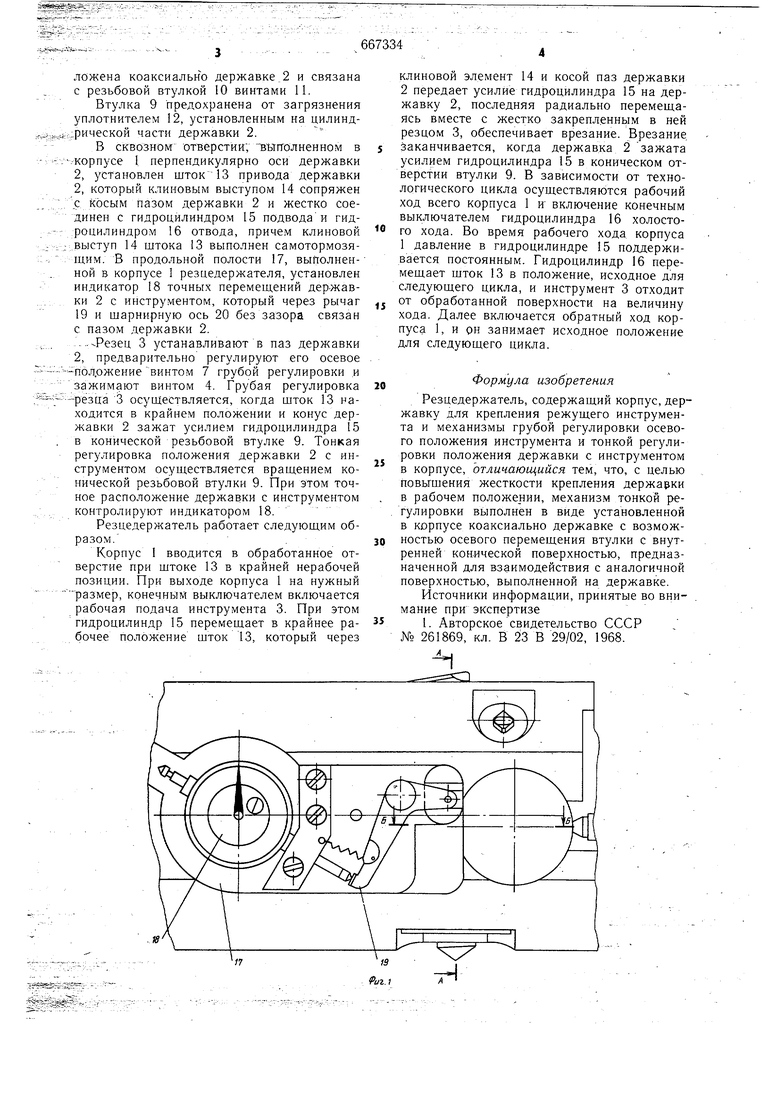
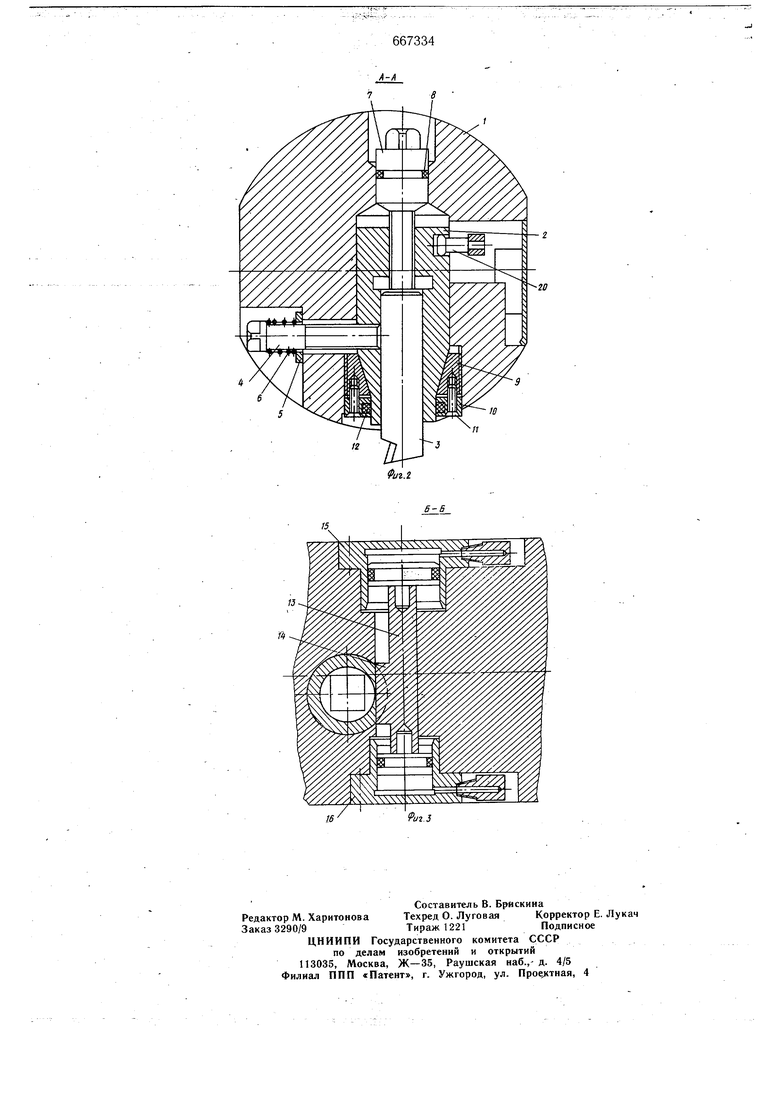
На фиг. 1 приведен предлагаемый резцедержатель общий вид; на фиг. 2 - то же, разрез по А-А на фиг. 1; на фиг. 3 - то же, разрез по Б-Б на фиг. 1.
Резцедержатель содержит корпус 1, в расточке которого подвижно установлена державка 2 для крепления режущего инструмента-резца 3 посредством винта 4, установленного в корпусе 1 с зазором, достаточньш для осевого перемещения державки на величину хода. Отверстие под винт 4 закрыто от засорения шайбой 5, подпружиненной пружиной 6. В осевом,направлении положение резца 3 в державке 2 регулируется механизмом грубой регулировки, выполненным в виде винта 7, подвижно установленного в расточке корпуса 1 и защищенного от загрязнения уплотнительным кольцом 8.
Наружная концевая часть державки 2, обращенная к режущим кромкам резца 3, выполнена конической с небольшим цилиндрическим участком. Державка 2, находящаяся в рабочем положении, конической поверхностью взаимодействует с внутренней конической поверхностью втулки 9 механизма тонкой регулировки положения державки с инструментом в корпусе 1. Втулка 9 наружной резьбовой поверхностью завернута ,в резьбовом отверстии корпуса 1, расположена коаксиально державке 2 и связана с резьбовой втулкой 10 винтами 11.
Втулка 9 предохранена от загрязнения уплотнителем 12, установленным на цилинд:рической части державки 2.
В сквозном отверстии; вап олненном в
-корпусе 1 перпендикулярно оси державки 2, установлен привода державки 2, который клиновым выступом 14 сопряжен с косым пазом державки 2 и жестко соединен с гидроцилиндром 15 подводаи гидроцилиндром 16 отвода, причем клиновой выступ 14 штока 13 выполнен самотормозящим. В продольной полости 17, выполненной в корпусе 1 резцедержателя, установлен индикатор 18 точных перемещений дер-жавки 2 с инструментом, который через рычаг 19 и шарнирную ось 20 без зазора связан с пазом державки 2.
-Резец 3 устанавливают в паз державки
2, предварительно регулируют его осевое
-пол.ожение винтом 7 грубой регулировки и зажимают винтом 4. Грубая регулировка
-резца 3 осуществляется, когда щток 13 находится в крайнем положении и конус державки 2 зажат усилием гидроцилиндра 15 в конической резьбовой втулке 9. Тонкая регулировка положения державки 2 с инструментом осуществляется вращением конической резьбовой втулки 9. При этом точное расположение державки с инструментом контролируют индикатором 18.
Резцедержатель работает следующим образом/
Корпус 1 вводится в обработанное отверстие при штоке 13 в крайней нерабочей позиции. При выходе корпуса 1 на нужный
размер, конечным выключателем включается рабочая подача инструмента 3. При этом гидроцилиндр 15 перемещает в крайнее рабочее положение щток 13, который через
V7
клиновой элемент 14 и косой паз державки 2 передает усилие гидроцилиндра 15 на державку 2, последняя радиально перемещаясь вместе с жестко закрепленньш в ней резцом 3, обеспечивает врезание. Врезание. Заканчивается, когда державка 2 зажата усилием гидроцилиндра 15 в коническом отверстии втулки 9. В зависимости от технологического цикла осуществляются рабочий ход всего корпуса 1 и включение конечным выключателем гидроцилиндра 16 холостого хода. Во время рабочего хода корпуса 1 давление в гидроцилиндре 15 поддерживается постоянным. Гидроцилиндр 16 перемешает шток 13 в положение, исходное для следующего цикла, и инструмент 3 отходит от обработанной поверхности на величину хода. Далее включается обратный ход корпуса 1, и он занимает исходное положение для следующего цикла.
Формула изобретения
Резцедержатель, содержащий корпус, державку для крепления режущего инструмента и механизмы грубой регулировки осевого положения инструмента и тонкой регулировки положения державки с инструментом в корпусе, отличающийся тем, что, с целью повьгщения жесткости крепления держарки в рабочем положении, механизм тонкой регулировки выполнен в виде установленной в корпусе коаксиально державке с возможностью осевого перемещения втулки с внутренней конической поверхностью, предназначенной для взаимодействия с аналогичной поверхностью, выполненной на державке.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 261869. кл. В 23 В 29/02, 1968.
to
72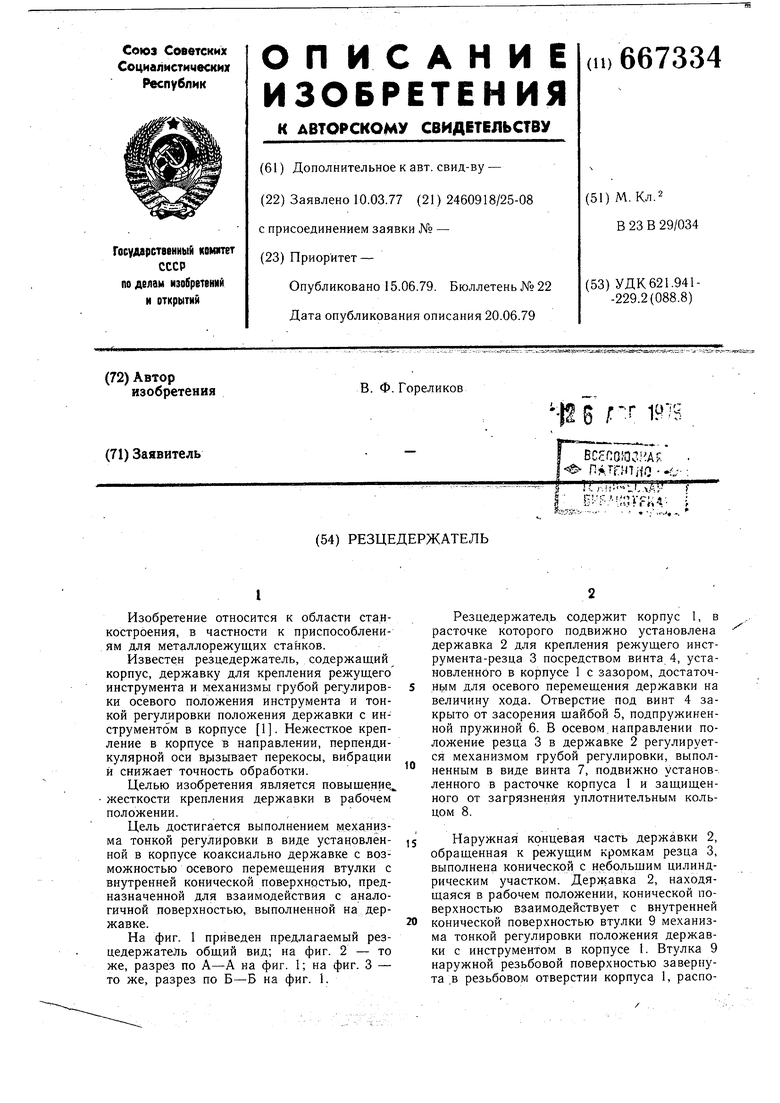
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Устройство "нева" для отрезки детали на токарном станке | 1982 |
|
SU1074660A1 |
| Резцедержатель с устройством для автоматической подналадки резца | 1980 |
|
SU921693A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 2003 |
|
RU2271904C2 |
| Сборный резец | 1981 |
|
SU1143519A1 |
| ЗУБОРЕЗНАЯ ГОЛОВКА | 2001 |
|
RU2217271C2 |
| Комбинированный инструмент | 1984 |
|
SU1237316A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2005 |
|
RU2281188C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
иг.}
