(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ПРОЦЕССА КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1662787A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| Устройство контроля и управления процессом контактной стыковой сварки | 1986 |
|
SU1344545A1 |
| Способ контроля качества сварных соединений, выполненных стыковой контактной сваркой оплавлением, и устройство для его реализации | 2018 |
|
RU2682362C1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 2005 |
|
RU2281190C1 |
| Способ управления процессом контактной стыковой сварки непрерывным оплавлением | 1988 |
|
SU1641546A1 |
| Способ контроля качества соединений в процессе контактной стыковой сварки | 1990 |
|
SU1754367A1 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
{
Изобретение относится к области сварки и может быть использовано при контроле параметров преимущественно контактной стыковой сварки оплавлением.
Известно устройство для контроля параметров процесса контактной стыковой сварки оплавлением, которое содержит блоки контроля следун)ш,их технологических параметров процесса сварки: начального зазора между свариваемыми деталями, скорости оплавления, скорости осадки и времени осадки под током 1.
Недостатком устройства является низкая точность и чувствительность контроля процесса сварки.
Наиболее близким к списываемому изоб-ретению по технической сущности является устройство для контроля качества соединений при контактной стыковсй сварке оплавлением, которое содержит электрически связанные между собой блок задания программы, блок контроля длительности коротких замыканий, блок измерения величины осадки и систему сигнализации 2,
Одним из недостатков известного устройства является низкая чувствительность контроля коротких замыканий в токе оплавления.
обусловленная тем, что этот контроль заканчивают в момент подачи команды на осадку.
Другим недостатком известного устройства является низкая точность контроля осадки, обусловленная тем, что контролируется только припуск на осадку. Однако неудовлетворительный характер переходного процесса в приводе осадки приводит к тому, что закрытие стыка происходит на недопустимо малой скорости, при этом припуск на осадку остается в допустимых пределах, а характер нарастания скорости не контролируется.
Целью изобретения является повышение точности контроля параметров процесса сваркн.
Поставленная цель достигается тем, что устройство снабжено блоком определения момента окончания контроля короткихзамыканий и блоком контроля градиента скорости перемещения свариваемых деталей, при этом входы указанных;блоков соединены с выходом блока задания программы, выход блока определения момента окончанияконтроля коротких замыканий соединен с входом блока контроля длительности короткнх замыканий, а выход блока контроля градйёнта скорости перемещения свариваемых деталей соединен с входом системы сигнализации.
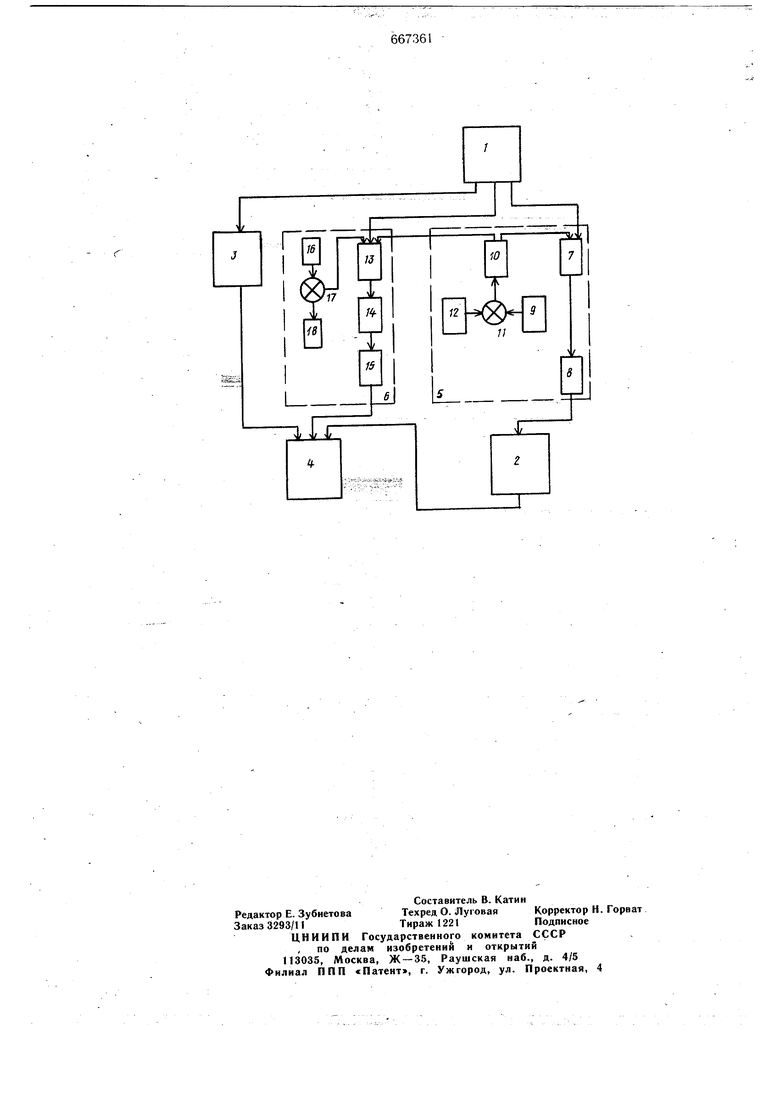
На чертеже представлена блок-схема устройства.
Устройство состоит из блока 1 задания программы, блока 2 контроля длительности коротких замыканий, блока 3 измерения величины осадки, системы 4 сигнализации, блока 5 определения момента окончания контроля коротких замыканий, блока 6 контроля градиента скорости. Блок 5 содержит логический элемент ИЛИ 7, усилитель 8, датчик 9 скорости сближения свариваемых деталей, усилитель 10, элемент 11 сравнения, задатчик 12 минимально допустимой скорости осадки. Блок 6 контроля градиента скорости содержит логический элемент И 13, триггер 14, усилитель 15, датчик 1бградиента скорости сближения свариваемых деталей, элемент 17 сравнения, задатчик 18 градиента скорости.
Устройство работает следующим образом.. ,
В конечИой стадии оплавления с помощью блока, 1 задания программы в блок 5 ШрЖёлеТгия момента окончания конт-роля коротких замыканий подается разрешающий сигнал на одиниз входов элемента ИЛИ 7. На другой вход этого элемента 7 подаёт(я через усилитель 10 разрещающий сигнал с элемента 11 сравнения, который имеется до тех пор, пока сигнал с датчика. 9 скорости сближения свариваемых деталей не превзойдет заданного элементом 12 Жйнймального значения скорости, при которой возможна качественная осадка. Через усилитель 8 разрещающий сигнал поступает в блок контроля 2 длительности коротких замыканий.
Таким образом, начало контроля коротких замыканий задается от блока 1 задания программы, а окончание - от блока 5. В момент, подачи команды на осадку от блока 1 гсЬступает нй 6дйн из входдй элёмёнта И 13 разрещающий сигнал на кШтроль пере хоДного процесса от оплавления к осадке, который производится в устройстве по градиенту скорости сблйж нйяТбарйваемих детav eй. Сигнал с датчика 16 сравнивается с глинимально допустимым значением, заданным задатчиком 18 градиента скорости и, в случае занижения его относительно заданного, с элемента 17 сравнения поступает сигнал на другой вход элемента. И 13. На третий; вход элемента И 13 подается сигнал с усилителя 10, который также, как и в случае контроля коротких замыканий, прекращает контроль в момент достижения скоростью указанного выще минимально допустимого для качественной осадки значения. Далее сигнал с элемента И 13 через триггер 14 и усилитель 15 поступает в систему 4 сигнализации.
0 Таким образом, в случае недостаточного нарастания скорости от момента подачи команды на осадку до момента закрытия стыка, в систему сигнализации 4 поступает сигнал о браке.
Применение предлагаемого устройства с высокой точностью контроля при сварке труб поверхностей нагрева котлоагрегатов позволит в свою очередь повысить качество сварных соединений, что даст экономический эффект в год 120,9 тыс. руб.
Формула изобретения
Устройство для контроля параметров процесса контактной стыковой сварки аплавлением, содержащее электрически связанные между собой блок задания программы, блок контроля длительности коротких замыканий, блок измерения величины осадки и Систему сигнализации, отличающееся тем,
что, с целью повышения точности контроля параметров процесса, оно снабжено блоком определения момента окончаттйя контроля коротких замыканий и блоком контроля градиента скорости перемещения свариваемых деталей, при этом входы указанных блоков
соединены с выходом блоки задания программы, выход блока определения момента окончания контроля коротких замыканий соединен с входом блока контроля длительности коротких замыканий, а вь1ход блока конт0 роля градаента скорости перемещения сва- рйваемых деталей соединен с входом систем 1 сигнализации.
Источники информации, принятые во внимание при экспертизе
