I
Изобретение относится к метаппургической промышленности и может применяться при горячей прокатке листовой и сортовой стали и труб, а также при горячем прессовании металлических изделий.
Известны смазки для обработки металлов давлеш1ем на основе воды и натриевых солей, синтетических жирных кислот Ш - f3j.
Наиболее близкой по составу к изобретению является смазка для обработки металлов давлением на основе воды, содержащая, %:
Мыла синтетических
жирных кислот фракции Cj - С о-25
Пикарбо.новые
кислоты1
Неомьшяемые продукты окисления3 4.
Однако известная смазка имеет невысокие антифрикционные свойства, низкую технологичность, связанную с обильным пенообразованием при приготовлении водных эмульсий, сильный специфический запах и загрязнение оборудования, ухудшающие санитарно-гигиенические условия труда.
Целью изобретения является разработка новой технопогической смазки, обеспечивающей поввппение антифрикционных свойств в процессе деформации, способствующей повышению качества ме-галлнческих изделий.
Поставленная цель достигается тем, что смазка для горячей обработки металлов на основе воды, йеомыляемых продуктов окисления н натриевых солей синтетических жирных кислот в качества последних содержит натриевые соли синтетических жирных кислот фракции - и дополнительно содержит триэтаноламин и гидроокись натрия при следующемсодержании компонентов, вес.%: Натриевые соли синтетических жирных кислот фракцииС о - С 20-4О
Неомыпяемые
продукты окисления4-10
Триэтаноламин1,5-2
Гидроокись натрия0,3-1
ВодаДо 100.
Натриевые соли синтетических жирных кислот фракции С2 - способствуют повышению антифрикционных свойств смазки и поэтому увеличение их количества до максимально возможного при приготовлении смазки создает необходимую эффективность смазки для высокотемпературной деформации. При этом для увеличения стабильности, технологичности смазки и приготовления водных эмульсий на ее основе без пенообразования количество неомыляемых продуктов окисления должно быть 4-10%.
Гидроокись натрия (натриевая щелочь необходима для полного протекания процесса омьшения во время приготовления смазки.
Ниже приведен пример ее приготовления.
Приготавливают 10%-ныйводный раствор щелочи. После нагревания до 8590 С в него постепенно подают расплавленные синтетические жирные кислоты Ciy CitQ. Омыление ведут при непрерывном перемешивании до содержания мыла в готовой смазке 20-40%. После окончания омыления в расплав добавляют 1,5-2% триэтаноламина и состав тщательно перемешивается. Внешний вид готовой смазки- паста от темно-коричневого до черного цвета.
Пля получения данной смазки были изготовлены составы 1,2,3, приведенные в табл,I.
Таблица 1
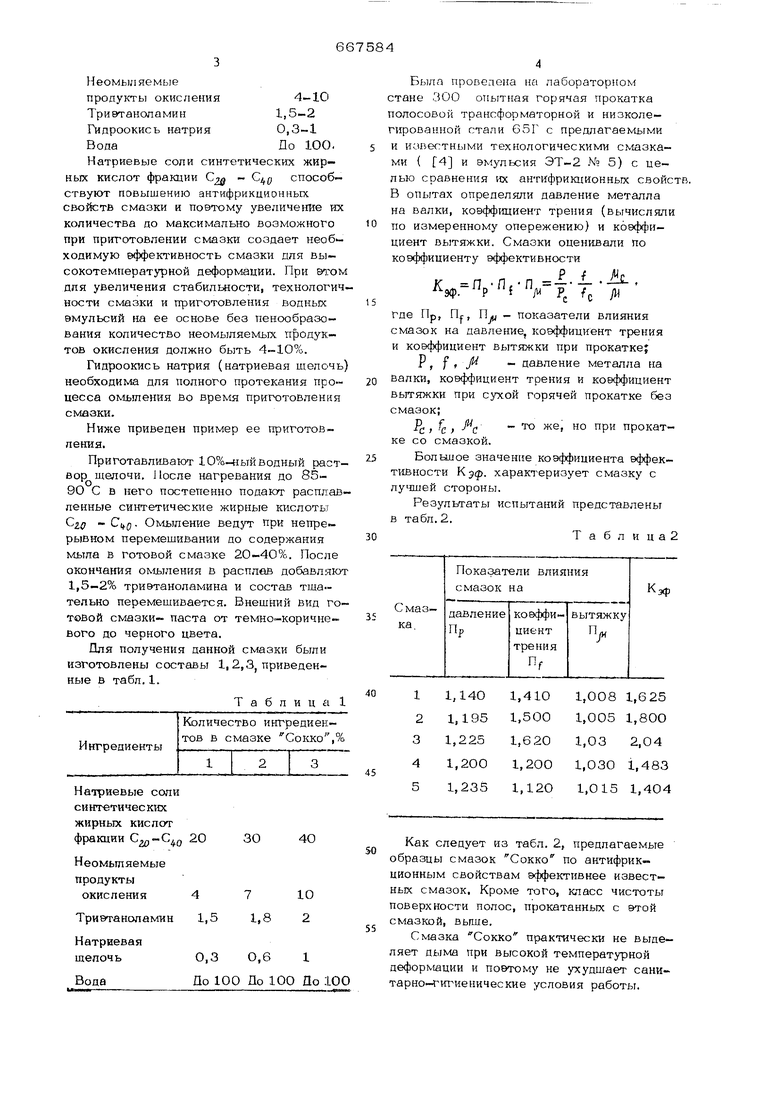
Была проведена на лабораторном стане 300 опытная горячая прокатка полосовой трансформаторной и низколегированной стали 65Г с предлагаемыми и известными технологическими смазками ( f4 и эмульсия ЭТ-2 № 5) с целью сравнения их антифрикционных свойств. В опытах определяли давление металла на валки, коэффициент трения (вычисляли по измеренному опережению) и коэффициент вытяжки. Смазки оценивали по коэффициенту эффективности
AJr
я Ре с
где Пр, Пр П - показатели влияния смазок на давление, коэффициент трения и коэффициент вытяжки при прокатке;
Р, f , / - давление металла на валки, коэффициент трения и коэффициент вытяжки при сухой горячей прокатке без смазок;
PC с - то же но при прокатке со смазкой.
Большое значение коэффициента эффективности Кзф. характеризует смазку с лучшей стороны.
Результаты испытаний представлены в табл. 2. Таблица2
1,1401,4101,0081,625
1,1951,5001,0051,80О
1,2251,6201,032,04
1,2001,2001,0301,483
1,2351,1201,0151,404
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочно-охлаждающая жидкость для холодной обработки металлов давлением | 1980 |
|
SU925999A1 |
| Смазка для холодной обработки металлов давлением | 1987 |
|
SU1502609A1 |
| КОНЦЕНТРАТ СМАЗКИ ДЛЯ ПРОКАТКИ ВЫСОКОРЕБРИСТЫХ АЛЮМИНИЕВЫХ ТРУБ | 2000 |
|
RU2174537C1 |
| ЭМУЛЬСОЛ ДЛЯ ПРИГОТОВЛЕНИЯ ВОДОСМЕШИВАЕМОЙ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ПРОКАТКИ ЦВЕТНОЙ ЛЕНТЫ | 2005 |
|
RU2281318C1 |
| "Смазка для холодной обработки металлов давлением "Акваполес" | 1991 |
|
SU1786063A1 |
| СМАЗОЧНО-ОХЛАЖДАЮЩАЯ ЖИДКОСТЬ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ | 2000 |
|
RU2177983C1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Смазочно-охлаждающая жидкость для холодной прокатки стали | 1985 |
|
SU1294817A1 |
| Смазка для горячей прокатки металлов | 1978 |
|
SU721467A1 |
| Смазка "СКАН" для волочения металлов | 1984 |
|
SU1221230A1 |
Как следует из табл. 2, предлагаемые образцы смазок Сокко по антифрикционным свойствам эффективнее известных смазок. Кроме того, класс чистоты поверхности полос, прокатанных с этой смазкой, вьше,
Смазка Сокко практически не выделяет дыма при Высокой температурной деформации и поэтому не ухудшает санитарно-гигиенические условия работы. 5 Формула изобретени Смазка для горячей обработки мета лов давлением на основе воды, натриевых саПей синтетических жирных кисло и неомыляемых продуктов окисления, отличающаяся тем, что, с целью повышения антифрикционных свой смазки, она в качестве натриевых соле синтетических жирных кислот содержит натриевые соли синтетических жирных кислот фракции - €417 и смазка дополнительно содержит триэтаноламин и гидроокись натрия при следующем содержании компонентов, вес.%: Натриевые соли синтетических жирных кислот фракции C(j - С о2О-40 Неомьтяемые продукты окисления4-10 Триэтаноламин1,5-2 Гидроокись натрия0,3-1 ВодаДо 10О. Источники информации,принятые во мание при экспертизе 1.Авторское свидетельство СССР 243123, ют С 10 М 7/16, 1968. 2.Авторское свидетельство СССР С 10 М 7/22, 1965, 203127, кл. 3.Авторское свидетельство СССР 469736, кл. С 10 М 7/20, 1972. 4.Авторское свидетельство СССР 210315, кл. С 10 М 3/18, 1964.
