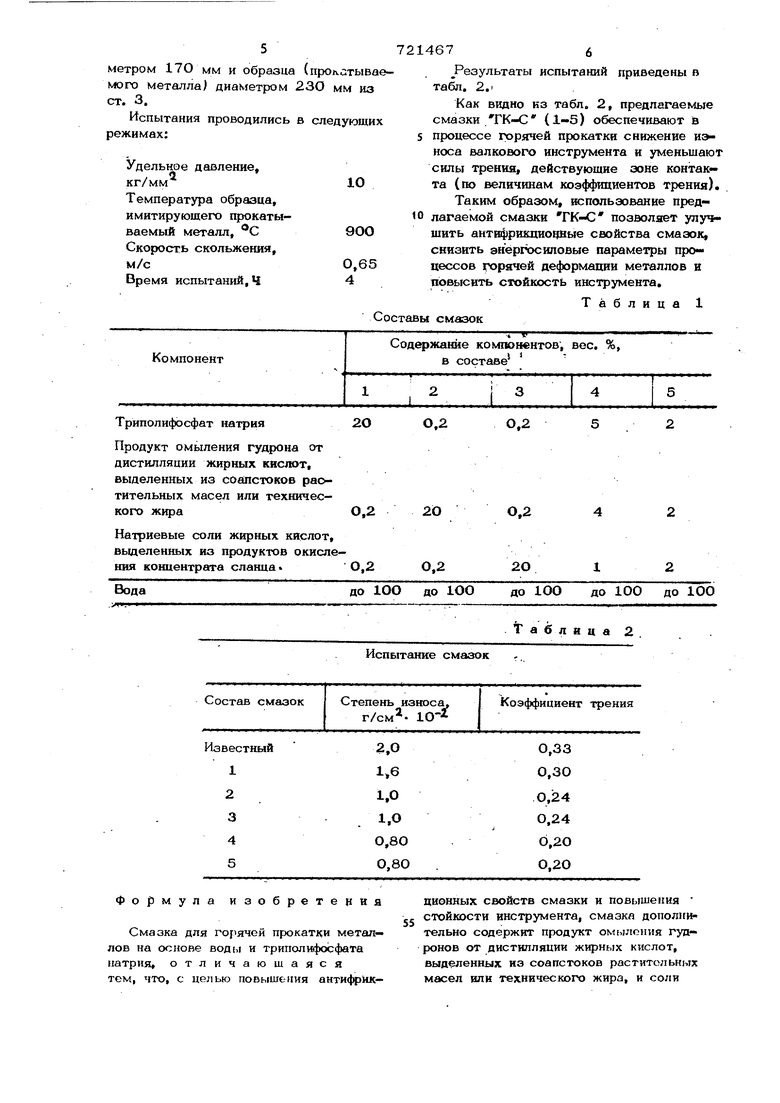
Изобретение относится к области тех нологических смазок для обработки мегаллов и может быть использовано в пр цессах горячей прюкатки, редуцирования прессования, в процессах холодной iipo- катки и волочения черных и цветных металлов, а также в процессах обработки металлов резанием. В процессах горячей деформации металлов применяют смазки на основе соглей и солевых смесей IJ ,L2.J. Такие смазки успешно применяются в процессах горячего прессования, редуциров ния металлов, но недостаточно э(})фективны в процессах горячей прокатки профилей. Повышение эффективности солевых смазок достигается за счет введения в их состав твердых наполнителей. Известна смазка, в состав которой входит триполн4 осфат натрия, окислы железа, д,ревеснн1е опилки и солевая эвтектика L3j, Олнако этот состав не может быть нанесен )ia заготовки из водного растворп. Смазка на основе триполифосфата натрия, содержеццая гашеную известь и галогешзды щелочного или щёлочноземельного металла, успешно применяется при горячей Прокатке труб, однако обладает недостаточными антифрикционными свойствами и не может быть применена при горячей прокатке на рельсобалочных и сортовых станах, где применяется система автоматической смазочной эмульсии . Наиболее близкой по составу к предлагаемой является смазка на основе Триполифосфата натрия, воды, углекислого калия и борной кислоты ЗД. Однако эта смазка недостаточно эффективна в процессах горячей прокатки профилей из-за отсутствия жидкой масляной фазы и низких антифрикционных свойств. Целью изобретеггия является улучшение антифрикционных свойств смл.экн, повышение стойкости валковогх ииструмента, улучшение качества поверхности . готовых изделий. Поставленная цель достигается тем, что смазка на основе воды и Триполи- фосфата натрия дополнительно содержит продукт омыления гудронов от дистилл$ ции жирных кислот, выделенных из соапстоков растительных масел или технического жира; и соли щелочных металлов жирных кислот, выделенных из продукта окисления концентрата сланца, Смазка имеет следующий состав, вес. %: Триполифосфат натрия0,2-2О Продукт омыления гудронов от дистилляции жирных кислот, выделенных из соапстоков растительных масел или технического жираО,2-2О Соли щелочных металлов жирных кислот, выделенных из продукта окисления концентрата сланца.О,2-2О Водадо 1ОО Триполифосфат натрия образует устой чивую антифрикционную пленку на повер ности металла, состо5ицую из нераствор мых фосфатов. Эта пленка, с одной стор ны, способствует адсорбции на поверхности металла нейтрального жира, с другой стороны; может реагировать с ж ровыми компонентами, образуя весьма термостабильные фосфорорганические сое динения. Удроны от дистилляции жирных кислот, выделенных из соапстоков растительных масел или технического жира, имеют сложный состав: до 2О% свободных жирных кислот, до 5О% нейтрального жира и около ЗО% продуктов поли меризации этих же кислот. В процессе дистилляции гудроны проходят вьюокотемпературную обработку (до 23Q С), что обеспечивает их дезодорацию , и тер мостабильность. Пррдукт омыления этих гудронов обе печивает наличие в очаге деформации: масляной жидкой фазы. Химически активной частью предлагаемой смазки являются соли щелочных ме лов жирных кислот, выделенных из проду окисления концентрата сланца. В начал ный период окисления концентрата слан ца происходит накопление высокомолек лярных кислот с количеством углеводо родных атомов от 24 и выще. Затем ронсходит деструкция высокомолекулярых кислот с образованием дикарбоновых ислот. При этом преобладают обладаюие высокой термоокислительной способостью янтарная, глутаровая кислоты, также дикарбоновые кислоты окси- изостроения всего до 4О вес.%. Соли тих кислот обладают высокими смазочными свойствами, а высокотемпературная обработка при окислении концентраа сланца обеспечивает дезодорацию и термостабильность получаемого продукта. Соли кислот увеличивают эмульгирующее действие омыленной части гудрона и обеспечивают высокие антифрикционные свойства предлагаемой смазочной композиции. Ниже представлена характеристика солей щелочных металлов жирньсх кислот, выделенных из продукта окисления концентрата сланца: Содержание свободной щелочи, .вес. %, не более0,5 Содержание неомыляемых веществ, вес. %, не более Температура плавления, С 16О-19О Титр жирных кислот, С 30-35 2-40 Содержание влаги, вес. % Приготавливается смазка простым смешением компонентов при 40-9О С. Соотнощение и концентрация компонентов в смазке может меняться в зависимости от условий процесса деформации и требований к готовым изделиям. Нанесение смазки может производиться с помощью централизованной системы подачи с точной дозировкой смеси, например, на автоматизированных прессах и на сортовых прокатных станах, а также погружением в смазочную ванну разогретого деформирующего инструмента (горячая прокатка) или холодной заготовки (холодное волочение черных и цветных металлов). В табл. 1 приведены примеры составов смазок для различных процессов горячей деформации металлов. Предлагаемые образцы смазок ГК-С, испытывались в сравнении со смазкой на основе 2О вес. % водного раствора триполифосфата натрия с добавкой 0,5 вес.% борной кислоты и 0,5 вес.% углекислого калия, принятой-в качестве прототипа установке для исследования валковых материалов на износ. Установка, имит1фующая процесс горячей прокатки, состоит из образна (валка) из хромоникелевого валковогх) чугуна диа- метром 17О мм и образца (прокатываемого металла) диаметром 23О мм из ст. 3. Испытания проводились в следующих режимах: Удельное давление, кг/мм Температура образца, имитирующего прокатываемый металл, С Скорость сколЕзжения, 7214 5 10 676 jPeзyльтaты испытаний приведены в табл. 2.1 Как видно КЗ табл. 2, предлагаемые смазки/ГК-С (1-5) обеспечивают в процессе горячей прокатки снижение износа валкового инструмента и уменьшают силы трения, действующие зоне контакта (по величинам коэффициентов трения). Таким образом, использование предлагаемой смазки ТК-С позволяет улучшить антвфршшиоЕ|Вые свойства смазок, снизить энергос иловые параметры про
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для обработки металлов давлением | 1981 |
|
SU1004455A1 |
| Способ получения смазки для холодной обработки металлов давлением | 1979 |
|
SU857249A1 |
| Способ получения смазки для обработки металлов | 1976 |
|
SU654674A1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU749885A1 |
| Способ получения смазки для обработки металлов давлением | 1985 |
|
SU1289878A1 |
| Смазка для горячей обработки металлов | 1975 |
|
SU566869A1 |
| Смазка для обработки металлов давлением | 1981 |
|
SU1011680A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU960231A1 |
| Смазка для горячей обработки металлов давлением | 1979 |
|
SU876704A1 |
| Концентрат смазки для мокрого волочения стальной проволоки | 1991 |
|
SU1778167A1 |
Триполифосфат натрия
Продукт омыления гудрона от дистилляции жирных кислот, выделенных из соапстоков растительных масел или технического жира
Натриевые соли жирных кислот, вьщеленных из продуктов окислеФормула изобретения
Смазка для горячей прокатки металлов на основе вод,1 и триполифосфата натрия, отличаюшаяся тем, что, с целью повышения анти(,2
0,2
Испытанке смазок
ционных свойств смазки и повышегшя стойкости инструмента, смазка дополни55тельно содержит продукт ОМЕ.;ЛОНИЯ гудронов от дистилляции жирнь1х кислот, выделенных на соапстоков растительных масел или технического жира, и соли
щелочных металлов жирных деленных из продукта окислрата сланца, при следующем KotiinoHeHTOD, вес, %:
Триполифосфат натрия
Продукт, бмыления гудронов от дистилляции жирных кислот, выделенных из соапстоков растительных масел или технического жира Соли щелочных металлов жирных кжзлот, выделенных из продукта окисления концентрата сланца Вода
Источники информации, принятые во внимание при экспертизе
2 Авторское сввдетельство СССР № 487933, кл. С 10 М 3/16, 1975.
№ 499291, кл. С 10 М 7/02, 1976.
4, Авторское сввдетельство СССР 505674, кл. С 10 М 3/О2, 1976.
№
