1
Изобретение относится к обработке металлов давотение.м, а именно к изготовлению прессованны.х армированных изделий.
Известен инструмент для прессования армированных изделий, содержащий прессовую камеру, соосно размещенные в ней матрицу и дорн с каналом для подачи армирующего элемента 1.
Однако таким инструментом нельзя осуществлять деформацию труднодеформируемых алюминиевых сплавов, таких, например, как сплавы Д16, Д19, АМгБ и другие вследствие того, что основной особенностью этого инструмента является необходимость создания очень больщих вытяжек ;и. (часто ) для достижения надежного сцепления между армирующим элементом и прессуемым металло.м.
Изготовленные на таком инструменте армированные профили из легкодеформируемых алюминиевых сплавов имеют низкие эксплуатационные характеристики по сравнению с труднодеформируемыми сплавами, вследствие того, что передать необходи.мую нагрузку на профиль в конструкции нельзя
из-за смятия полок профиля в местах установки заклепок.
Для обеспечения возможности изготовления армированных изделий из труднодеформируемых алюминиевых сплавов с высокими эксплуатационными характеристиками дорн выполнен составным из двух концентричных частей, наружная из которых установлена неподвижно и имеет канал для подачи армирующего элемента, а внутренняя часть выполнена в виде подвижного в осевом направлении вкладыща, раз.мещенного под каналом на расстоянии, составляющем 25-35% от его диаметра.
На фиг. 1 изображен инструмент для прессования армированных изделий; на фиг. 2 показан профиль армированного элемента.
В прессовой камере 1 установлена профилирующая прессуемый металл матрица 2, опирающаяся на резьбовой упор 3 и дорн, состоящий из неподвижной части 4, устаноБленной по горячей посадке в теле прессовой ка.меры 1 и опирающейся на матрицу 2, и подвижной части 5, перемещающейся горизонтально по скользящей посадке внутри неподвижной части 4 с помощью резьбоБо1Ч) хвостовика, выполненного заодно с подвнжной частью 5 дерна и гайки 6. (axjpKa инструмента нроводится следуюliUiM 1)б)азом. В установленный на столе пресса инструмент вводят через неподвижную часть дорна (и очко матрицы) армирующий элемент 7. Одновременно через подвижную часть 5 дорнл в зону деформации вводят предварительно изготовленный полуфабрикат 8 в виде Т-образного профиля из труднодеформируемого алюминиевого сплава Д 19 с габаритными размерами 30x30 мм и с толщиной полок 2 мм. Подвижную часть дорна с помощью гайки 6 устанавливают так, что поверхность 9 контакта прессуемого металла (слитки 40 X 80мм из сплава АД1) с вертикальной полкой полуфабриката составляет ориентировочно 120% поверхности контакта пресс-уемого металла с армирующим элементом. После чего инструмент нагревают до необходимои температуры и начинают процесс прессования.
В процессе прессования осуществляют плавный поворот гайки 6, при этом подвижная часть 5 дорна, увлекаемая прессуемым металлом 9, продвигается в направлении прессования и закрывает часть поверхности в прессовой камере 1 от контакта с прессуемым металло.м до момента осуществления
элемента, а внутренняя часть выполнена в виде подвижного в осевом направлении вкладыша, размещенного под каналом на расстоянии, составляющем 25-35% от его диаметра.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 2692448, кл. 425- 113, 1975. устойчивого процесса прессования, при котором прессуемый металл 9, подаваемый в прессовую камеру 1, рассекается неподвижной частью 4 дорна, обхватывает ар.мирующий элемент 7 и, частично, полуфабрикат 8 из труднодеформируемого алюминиевого сплава и выдавливается совместно с армирующим элементом 7 через очко матрицы 2. Формула изобретения Инструмент для прессования армированных изделий, содержащий прессовую камеру соосно размен 1енные в ней матрицу и дорн с каналом для подачи армирующего элемента, отличающийся тем, что, с целью обеспечения возможности изготовления армированнЬ)1х изделий из трудиодеформируемых алюминиевых сплавов, дорн выполнен составным из двух концент)ичных частей, наружная из которых установлена неподвижно и имеет канал для по.чачи армирующего
фиг.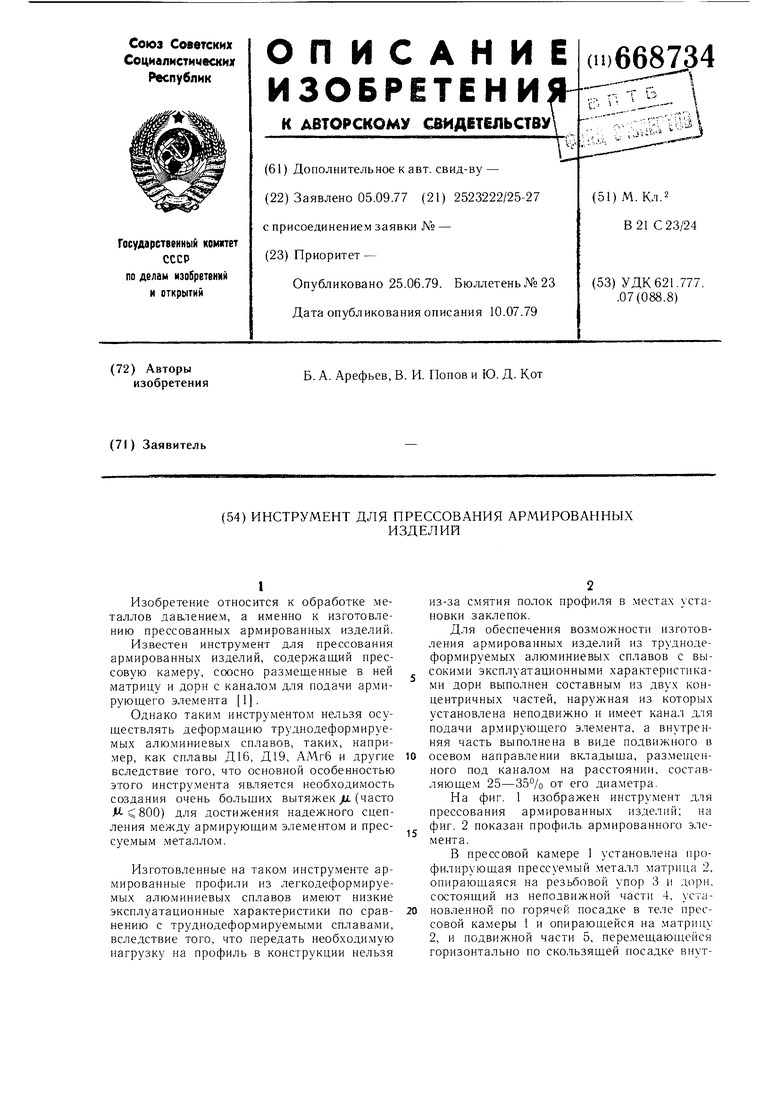
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлических армированных изделий | 1975 |
|
SU582867A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2218223C2 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ШИРОКИХ ТОНКОСТЕННЫХ ПАНЕЛЕЙ | 2007 |
|
RU2352418C1 |
| Смазка для горячего прессования металлов | 1973 |
|
SU446542A1 |
| МАТРИЧНЫЙ УЗЕЛ ДЛЯ МНОГОКАНАЛЬНОГО ПРЕССОВАНИЯ | 1991 |
|
RU2050208C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| Смазка для горячей обработки металлов | 1978 |
|
SU667585A1 |
| Матричный узел для прессования ар-мированных труб | 1974 |
|
SU508293A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Способ изотермического прессования профилей | 1982 |
|
SU1181731A1 |
