) СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ
Наличие в составе смазки олеиновой кислоты, графита и алюминиевой пудры, обладающих высокими смазочными свойствами, позволяет получать прессованные изделия при высоких скоростях с хорошим качеством поверхности.
Компоненты ваяты в следующем соотношении, вес,%:
Олеиновая кислота5-15 .
Алюминиевая пудра5-10
Графит10-20
Тальк3-8
БитумПо 100.
Процентное содержание компонентов выбирают Б зависимости от типа прессуеЛгого сплава. При прессований легкодеформируемых алюминиевых сплавов содержание компонейтов ниже, при прессовании труднодеформируемых сплавов - выше,
Компоненты смазки перемешивают ме ханическим способом до равномерного распределения их в расплавленном битуме
Приготовленную смазку применяют в твердом состояниии наносят на прессовы инструмент {матрицу, иглу или штамп) любым известным способом.
Согласно описанной технологии бьти приготовлены следующие составь
Компонент У У
1 5 5
У
15 10 20
Олеиновая кислота
Алюминиевая пудра
Графит
10
Тальк
8 47 .3 77
Битум77 47 65
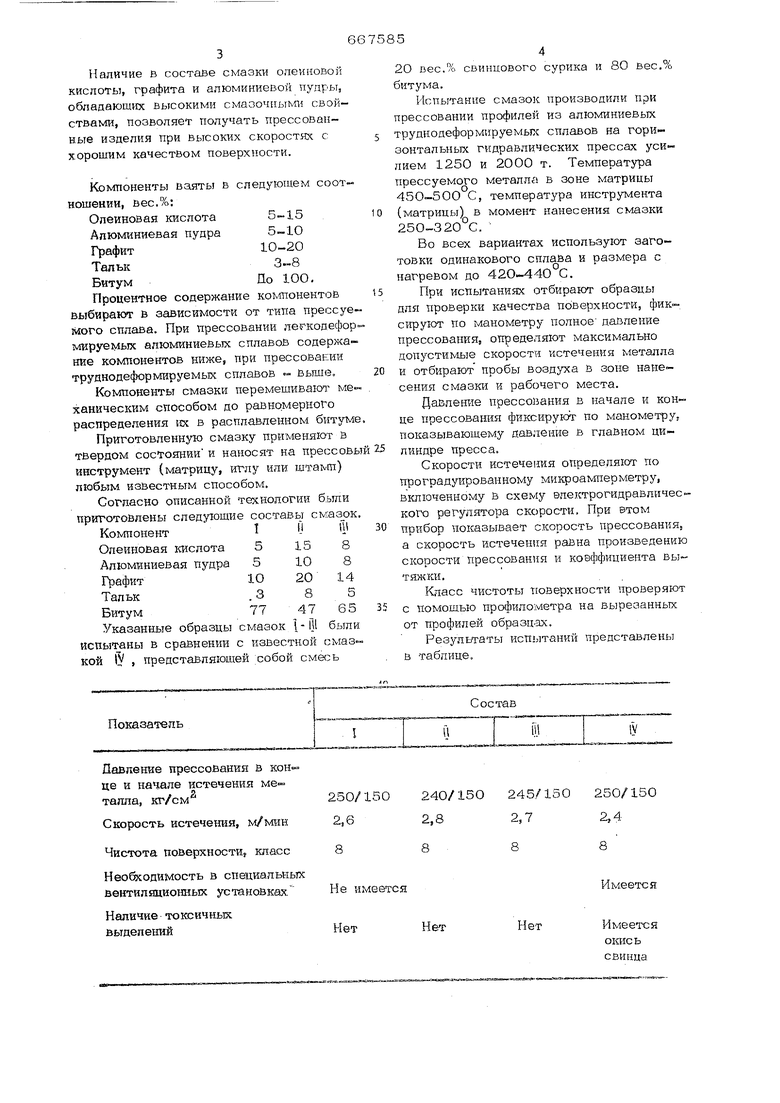
Указанные образцы смазок |-Hi были испытаны в сравнении с известной смазкой , представляющей собой смесь
20 вес.% свинцового сурика и 8О вес.% битума.
Испытание смазок производили при прессовании профилей из алюминиевых труднодеформируемых сплавов на горизонтальных гидравлических прессах уси лием 1250 и 2000 т. Температура прессуемого металла в зоне матрицы 450-500 С, температура инструмента (матрицы) в момент нанесения смазки 250-320°С.
Во всех вариантах используют заготовки одинакового сплава и размера с нагревом до 42О-440 С.
При испытаниях отбирают образцы для проверки качества поверхности, фиксируют по маном:етру полное давление прессования, определяют максимально допустимые скорости истечения металла и отбирают пробы воздуха в зоне нанесения смазки и рабочего места.
Давление прессования в начале и Конце прессования фиксируют по манометру, показывающему давление в главном цилиндре пресса.
Скорости истечения определяют по проградуировйнному микроамперметру, включенному в схему влеютрогидравлического регулятора скорости. При втом
Ф 8 8 прибор показывает скорость прессования, а скорость истечения равна произведению скорости прессования и коэффициента Вытяжки.
Класс чистоты поверхности проверяют с помощью профилометра на вырезанных от профилей образцах.
Резулнгаты испытаний представлены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для горячей обработки металлов давлением | 1981 |
|
SU1021172A1 |
| Смазка для обработки металлов давлением | 1979 |
|
SU927849A1 |
| Смазка "нпи-сп-2" для холодной обработки давлением алюминиевых сплавов | 1977 |
|
SU703565A1 |
| Смазка для горячей обработки давлением алюминиевых сплавов | 1977 |
|
SU696048A1 |
| СМАЗКА ДЛЯ ГОРЯЧЕЙ ДЕФОРМАЦИИ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2007 |
|
RU2368649C2 |
| Смазка для прессования металлических порошков | 1980 |
|
SU969459A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХ ПРОФИЛЕЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2003 |
|
RU2255823C1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910749A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Стеклосмазка для иглы при горячем прессовании труб и полых профилей | 1976 |
|
SU568673A1 |
Давление прессования в конце а начале истечения металла, кг/см 250/150 24 Скорость истечения, м/мин Чистота поверхности, класс Необходимость в специальных Не имеется вентиляционных установках Наличие токсичных выделений 2,62, 88 0/150 245/150 250/150 2,72,4 88 Имеется Имеется свинца
Как видно, предлагаемый состав смазки позволяет производить прессование алюминиевых полуфабрикатов с увеличенными скоростями истечения без применения специальных вентиляционных и фильтрующих установок, что позволяет более производительно использовать куз- нечно-прессовое оборудование.
Формула изобретения
Смазка для горячей обработки металлов на основе битума, отличающаяся тем, что, с целью повышения скорости истечения металла и снижения токсичности, смазка дополнительно со;1ержит олеиновую кислоту, алюминиевую
пудру, графит и тальк При следующем соотношении компонентов, вес. %: Олеиновая кислота5-15
Алюминиевая пудра5-10
Графит10-2О
Тальк3-8
БитумДо 100.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР № 299534, кл. С ЮМ 5/02, 1970.
3,Авторское свидетельство СССР
№ 540907, кл. С 10 М 5/02, 1974.
