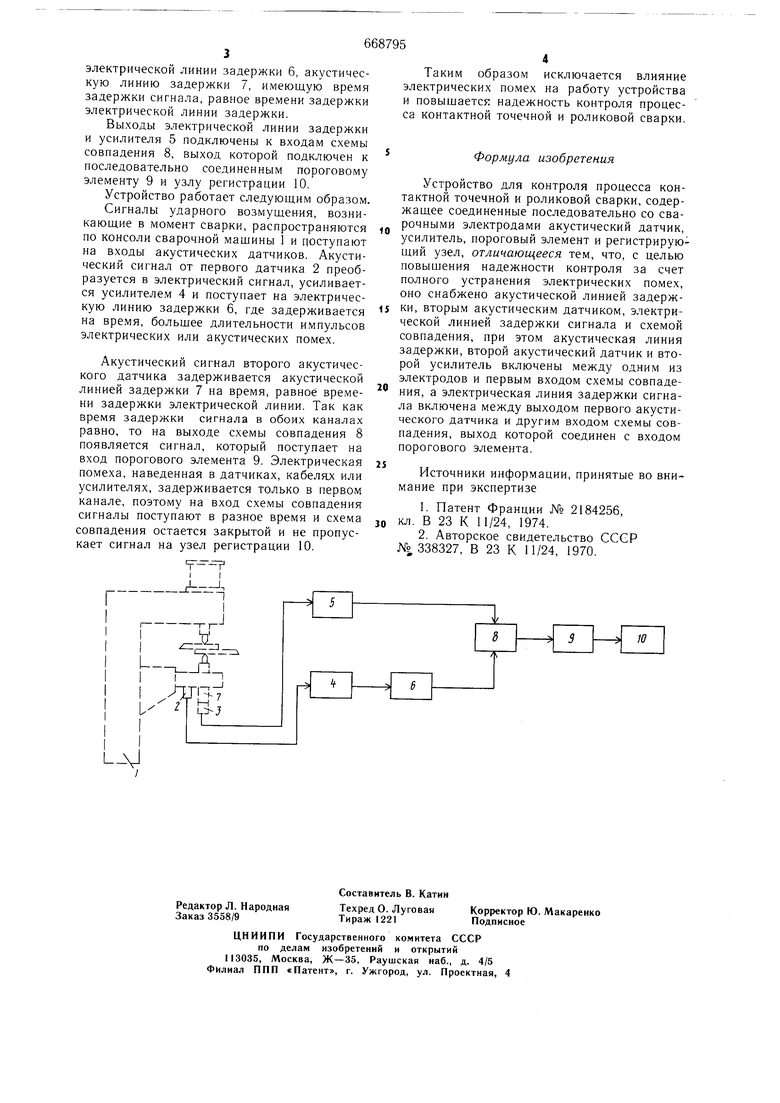
(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ электрической линии задержки 6, акустическую линию задержки 7, имеющую время задержки сигнала, равное времени задержки электрической линии задержки. Выходы электрической линии задержки и усилителя 5 подключены к входам схемы совпадения 8, выход которой подключен к последовательно соединенным пороговому элементу 9 и узлу регистрации 10. Устройство работает следующим образом. Сигналы ударного возмущения, возникающие в момент сварки, распространяются по консоли сварочной мащины 1 и поступают на входы акустических датчиков. Акустический сигнал от первого датчика 2 преобразуется в электрический сигнал, усиливается усилителем 4 и поступает на электрическую линию задержки 6, где задерживается на время, больщее длительности импульсов электрических или акустических помех. Акустический сигнал второго акустического датчика задерживается акустической линией задержки 7 на время, равное времени задержки электрической линии. Так как время задержки сигнала в обоих каналах равно, то на выходе схемы совпадения 8 появляется сигнал, который поступает на вход порогового элемента 9. Электрическая помеха, наведенная в датчиках, кабелях или усилителях, задерживается только в первом канале, поэтому на вход схемы совпадения сигналы поступают в разное время и схема совпадения остается закрытой и не пропускает сигнал на узел регистрации 10. t-Таким образом исключается влияние электрических помех на работу устройства и повыщается надежность контроля процесса контактной точечной и роликовой сварки. Формула изобретения Устройство для контроля процесса контактной точечной и роликовой сварки, содержащее соединенные последовательно со сварочными электродами акустический датчик, усилитель, пороговый элемент и регистрирующий узел, отличающееся тем, что, с целью повыщения надежности контроля за счет полного устранения электрических помех, оно снабжено акустической линией задержки, вторым акустическим датчиком, электрической линией задержки сигнала и схемой совпадения, при этом акустическая линия задержки, второй акустический датчик и второй усилитель включены между одним из электродов и первым входом схемы совпадения, а электрическая линия задержки сигнала включена между выходом первого акустического датчика и другим входом схемы совпадения, выход которой соединен с входом порогового элемента. Источники информации, принятые во внимание при экспертизе 1.Патент Франции № 2184256, кл. В 23 К 11/24, 1974. 2.Авторское свидетельство СССР №338327, В 23 К 11/24, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU338327A1 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1982 |
|
SU1031687A2 |
| Устройство для контроля качества изделий | 1974 |
|
SU533865A1 |
| Устройство для контроля процесса контактной точечной и роликовой саврки | 1973 |
|
SU511167A1 |
| Устройство для контроля качества контактной сварки | 1981 |
|
SU994180A1 |
| Автоматический регулятор режима роликовой сварки | 1986 |
|
SU1377173A1 |
| Устройство для диагностики подшипников | 1980 |
|
SU903729A1 |
| Устройство для контроля состояния контактных поверхностей | 1973 |
|
SU499071A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
