Изобретение относится к устройствам для .контроля качества сварных соединений.
Известные устройства для контроля процесса контактной точечной и роликово й сварки содержат акустический датчик, нагруженный через сотласующий каскад на усилитель, соединенный с пороговым элементом, управляющим узлом сигнализации и регистрации качества (Полученного соединения. Однако для этих устройств характерна низкая точность определения контролируемого параметра, неОбх;одимость корректиров,ки показаний датчика при изменении типа свариваемых материалов н их толщин.
В предлагаемом устройстве в отличие от известных для повышения надежности выявления наличия и величины размеров зоны совместного расплавления свариваемых деталей акустический датчик установлен во вторичном контуре сварочной машины.
Сущность изобретения поясняется чертежом, на котором изображена схема описываемого устройства.
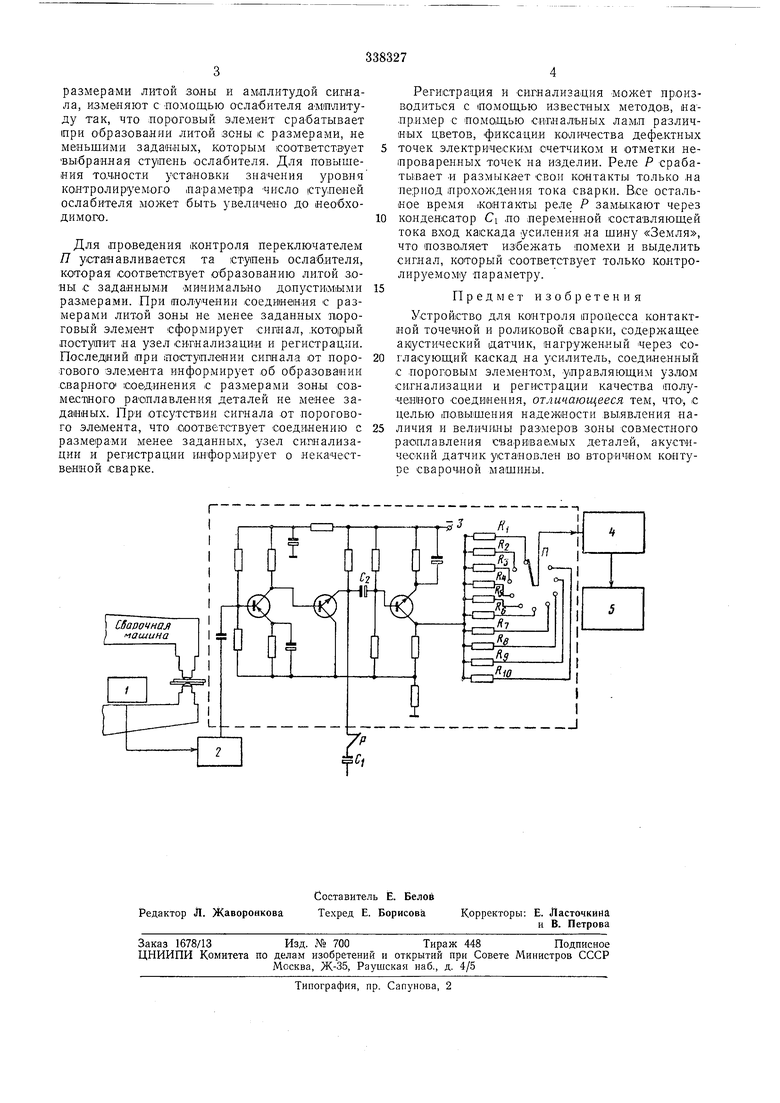
Акустический датчик / установлен во вторичном контуре сварочной машины, н апример, на одной из консолей; выход датчика через согласующий каскад 2 соединен с усилителем 3, «оторый содержит на в-ыходе выполненный на резисторах R - ослабитель сигнала. К ослабителю подключен пороговый элемент 4, выход которого соединен со входом узла 5 сигнализации и регистрации качества полученного соединения. Конденсатор Ci одной обкладкой соединен с шиной «Земля, а другой обкладкой через нормально за1мкнутые контакты реле Р - с конденсатором Са {выходом усилительного каскада).
Устройство работает следующим об разом. Закрепленный во вторичном контуре сварочной машины акустический датчик / преобразует акустичеокие колебания, возникающие прН образовании зоны совместного расплавления свариваемых деталей, в электр.чческий сигнал, (Параметры которого соответствуют
размерам литой зоны полученного соединения. С выхода датчика электрический сигнал через согласующий каакад 2, например эм.иттерный повторитель, выполненный на каскадной .схеме, поступает на усилитель 3. Усилителем сигнал линейно усиливается по амплитуде и поступает на ослабитель, который состоит из необ. числа ступеней, образованных резисторами R - , последовательно включенными с помощью переключателя П в цепь сигнала между выходом усилителя и входом порогового элемента 4.
Каждая ступень ослабителя соответствует определенному уровню амплитуды сигнала, при достижении которого срабатывает порогоразмерами литой зоны и амллитудой сигнала, изменяют с ПОМОЩЬЮ о-слабителя амплитуду так, что пороговый элемеят срабатывает 1при образовании литой зоны с размерами, не меяьш:Ими заданных, которым соответствует выбранная ступень ослабителя. Для повышения то.чности установки значения уровня контролируемого параметра число |Сту,пеней ослабителя может быть увеличено до необходимого.
Для .проведения контроля переключателем Я устанавливается та ступень ослабителя, которая соответствует образованию литой зоны с заданными минимально допустимыми размерами. При получении соединения с размерами литой зоны не менее заданных пороговый элемент сформирует сигнал, .который поступит на узел сигнализации и регистрации. Последний при поступлении силиала от порогового элемента информирует об образовании сварного соединения с размерами зоны совместного расплавления деталей не менее заданных. При отсутствии сигнала от порогового элемента, что соответствует соединению с размерами менее заданных, узел сигнализации и регистрации информирует о некачественной сварке.
Регистрация и сигнализация может производиться с помощью известных методов, например с помощью сигнальных ламп различных цветов, фиксации количества дефектных точек электрическим счетчиком и отметки непроваренных точек на изделии. Реле Р срабатывает и размыкает свои контакты только на период прохождения тока сварки. Все остальное время .контакты реле Р замыкают через конденсатор Ci по переменной составляющей тока вход каскада усиления на щин) «Земля, что позволяет избежать помехи и выделить сигнал, который соответствует только контролируемому параметру.
Предмет изобретения
Устройство для контроля процесса контактной точечной и роликовой сварки, содержащее акустический датчик, нагруженный через согласующий каскад на усилитель, соединенный с пороговым элементом, управляющим узлом сигнализации и регистрации качества полученного соединения, отличающееся тем, что-, с целью повы шения надежности выявления наличия и величины размеров зоны совместного расплавления свариваемых деталей, акустический датчик установлен во вторичном контуре сварочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля качества контактной сварки | 1981 |
|
SU994180A1 |
| Устройство для контроля процесса контактной точечной и роликовой саврки | 1973 |
|
SU511167A1 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1982 |
|
SU1031687A2 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| Способ автоматического управления процессом контактной точечной и шовной сварки | 1976 |
|
SU660799A1 |
| СПОСОБ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ и РОЛИКОВОЙ СВАРКИ | 1971 |
|
SU304082A1 |
| Устройство для контроля качестваТОчЕчНОй и шОВНОй СВАРКи | 1977 |
|
SU814620A1 |
| Устройство дистанционного управления сварочным током по сварочному кабелю | 1984 |
|
SU1260132A1 |
| Способ контроля качества точечного соединения | 1981 |
|
SU1073039A1 |
| Способ сварки, наплавки или резки с использованием роботизированного манипулятора | 2022 |
|
RU2786254C1 |
