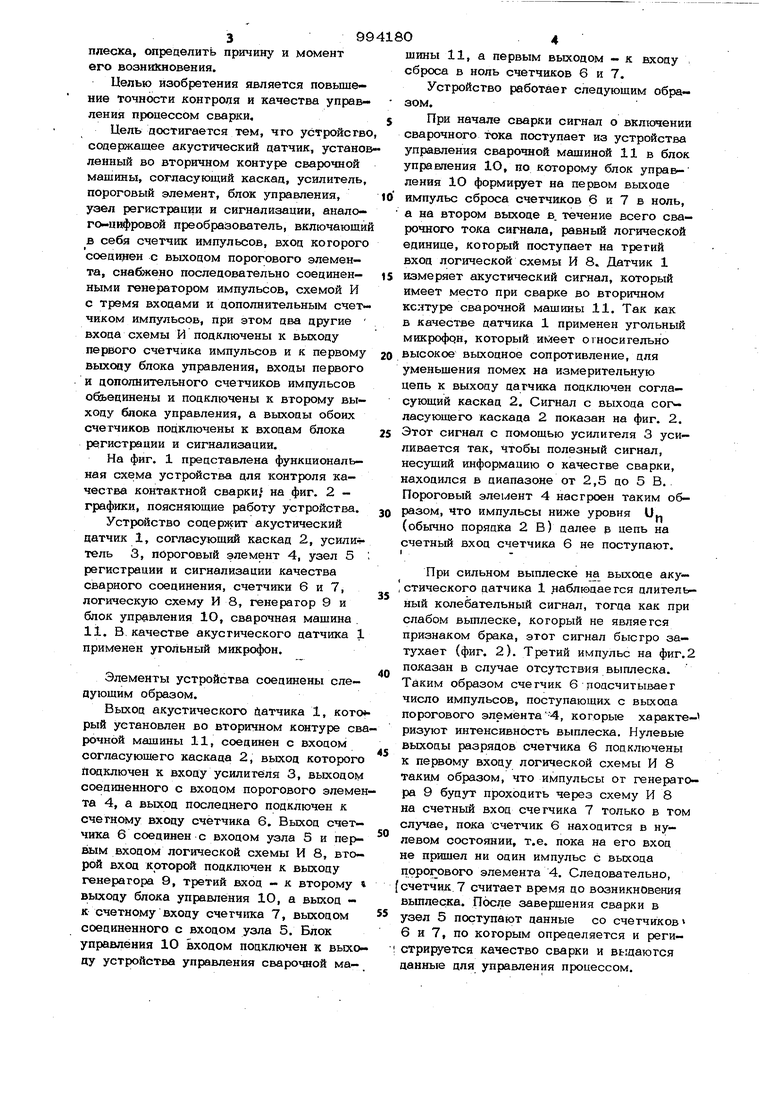
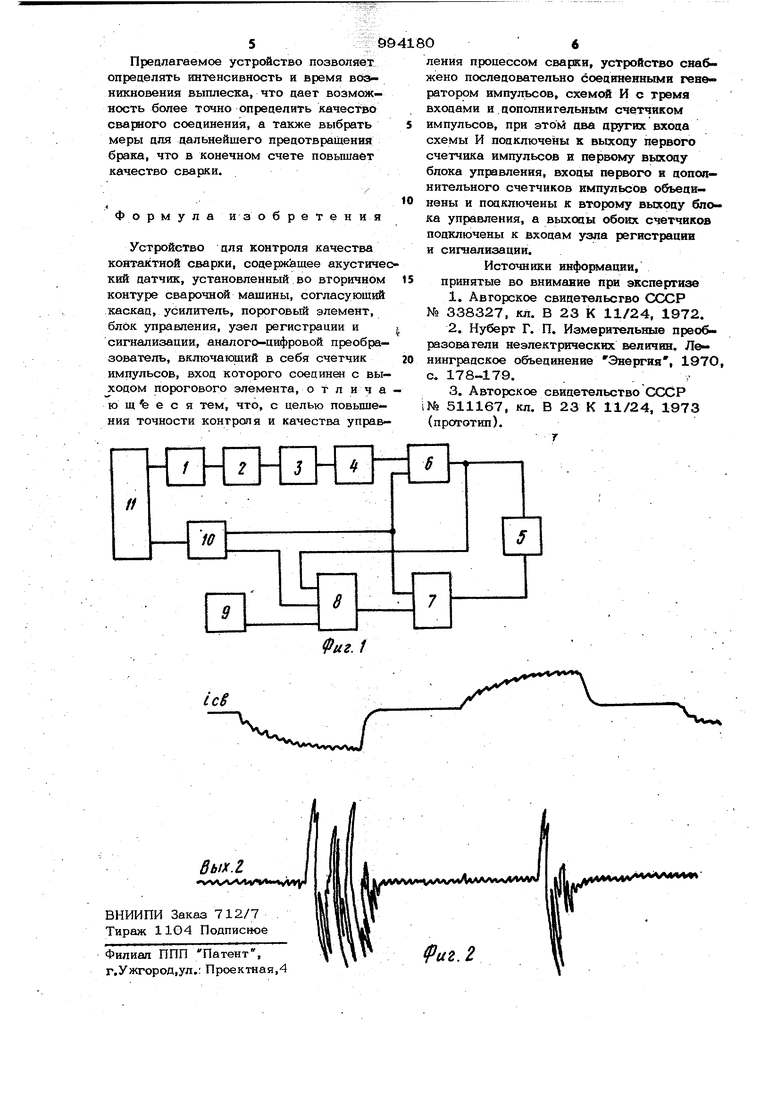
(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ КАЧЕСТВА Изобретение огносигся к области обрабогки и сварки материалов и можег быть использовано для контроля качества контактной сварки. Известно устройство для конгроля качества контактной сварки, содержащее акустический датчик, установленный во вторичном контуре сварочной машины и нагруженный через согласующий каскад на усилигель, соединенный с пороговым элементом, управляющим узлом сигнапазации и регистрации l . . Известны также ус;тройства, в которьЪ в качестве акустических датчиков используется угольный микрофон 21 . Однако известным устройствам присущи следующие основные недостатки. При контроле выплеска нельзя эпределить интенсивность выплеска и время его воо никновения. Как известно, интенсивность выплеска может являться браковочным признаком сварной точки. С другой сторо ны, время возникновения выплеска опреде ляет причины его возникновения. Так, КОНТАКТНОЙ СВАРКИ при нахождении сварочного усилия сжатия в допуске начальный вьтлеск говорит о некачественной подготовке поверхности свариваемых деталей или недопустимой износе рабочей поверхности электроцов, тогда как конечный выплеск, как прави ло, возникает при повышенном значении сварочного тока. Наиболее близким техническим решением к изобретению является устройство для контроля качества контактнсй сварки, содержащее акустический датчик, установленный во вторичном контуре сварочной машины, согласующий каскад, усили- тель, пороговый элемент, блок управления, узел регистрации и сигнализации, аналогоцифровой преобразователь, включающий в себя счетчик импульсов, вход которого соединен с выходом порогового элемента З . Недостатком известного устройства является то, ч го оно не позволяет производить отсчет времени до появления вы- плеска, определить причину и момент его вознШсновения. Целью изобретения является повышение точности контроля и качества управления процессом сварки, Цель достигается тем, что устройств содержащее акустический датчик, устано ленный во вторичном контуре сварочной машины, согласующий каскад, усилитель, пороговый элемент, блок управления, узел регистрации и сигнализации, аналого-цифровой преобразователь, включающи в себя счетчик импульсов, вход которого соединен с выходом порогового элемента, снабжено последовательно соединен- ными генератором импульсов, схемой И с тремя входами и дополнительным счет чиком импульсов, при этом два другие входа схемы И подключены к выходу первого счетчика импульсов и к первому выходу блока управления, входы первого и дополнительного счетчиков импульсов объединены и подключены к второму выходу блока управления, а выходы обоих счетчиков подключены к входам блока регистрации и сигнализации. На фиг. 1 представлена функциональная схема устройства для контроля качества контактной сварки, на фиг. 2 графкки, поясняющие работу устройства. Устройство содержит акустический датчик 1, согласующий каскад 2, усилИтель 3, пороговый элемент 4, узел 5 регистрации и сигнализации качества сварного соединения, счетчики 6 и 7, логическую схему И 8, генератор 9 и блок управления 1О, сварочная машина . 11. В.качестве акустического датчика 1 применен угольный микрофон. Элементы устройства соединены следующим образом. Выход акустического йатчика 1, кото рый установлен во вторичном контуре св рочной машины 11, соединен с входом согласующего каскада 2, выход которог подключен к входу усилителя 3, выходом соединенного с входом порогового элеме та 4, а выход последнего подключен к счетному входу счетчика 6. Выход счетчика б соединен с входом узла 5 и пер вым входом логической схемы И 8, второй вход которой подключен к выходу генератора 9, третий вход - к второму выходу блока управления 1О, а выход к счетному входу счетчика 7, выходом соединенного с входом узла 5. Блок управления 10 входом подключен к выхо ду устройства управления сварочной маШИНЫ 11, а первым выходом - к входу , сброса в ноль счетчиков 6 и 7. Устройство работает следующим образом. При начале сварки сигнал о включении сварочного тока поступает из устройства управления сварочной машиной 11 в блок управления 1О, по которому блок управления Ю формирует на первом выходе импульс сброса счетчиков 6 и 7 в ноль, а на втором выходе в. течение всего сварочного тока сигнала, равньй логической единице, который поступает на третий вход логической схемы И 8. Датчик 1 измеряет акустический сигнал, который имеет место при сварке во вторичном контуре сварочной машины 11. Так как в качестве датчика 1 применен угольный микрофрн, который имеет огносигельно высокое выходное сопротивление, для уменьшения помех на измерительную цепь к выходу датчика подключен согласующий каскад 2. Сигнал с выхода согласующего каскада 2 показан на фиг. 2. Этот сигнал с помощью усилителя 3 усиливается так, чтобы полезный сигнал, несущий информацию о качестве сварки, находился в диапазоне от 2,5 до 5 В. Пороговый элемент 4 настроен таким образом, что импульсы ниже уровня U, (обычно порядка 2 В) далее в цепь на счетный вход счетчика 6 не поступают. При сильном выплеске на выходе аку- стического датчика 1 наблюдается длительный колебательный сигнал, тогда как при слабом выплеске, который не является признаком брака, этот сигнал быстро затухает (фиг. 2). Третий импульс на фиг.2 показан в случае отсутствия выплеска. Таким образом счегчик 6 подсчитывает число импульсов, поступающих с выхода порогового элемента 4, которые характеризуют интенсивность выплеска. Нулевые выходы разрядов счетчика 6 подключены к первому входу логической схемы И 8 таким образом, что импульсы от генератора 9 будут проходить через схему И 8 на счетный вход счетчика 7 только в том случае, пока счетчик 6 находится в нулевом состоянии, т.е. пока на его вход не пришел ни один импульс с выхода порогового элемента 4, Следовательно, (счетчик. 7 считает время до возникновения вьшлеска. После завершения сварки в узел 5 поступают данные со счетчиков 6 и 7, по которым определяется и реги- I стри{ ется качество сварки и выдаются данные для управления процессом. Предлагаемое устройство позволяет определять интенсивность и время воэнюшовения выплеска, что цает возможность более точно определить качество сварного соединения, а также выбрать меры для дальнейшего предотвращения брака, что в конечном счете повьшабт качество сварки. Форм ула изоб ре тек и Устройство для контроля качества контактной сварки, содержавшее акустиче кий датчик, установленный во вторичном контуре сварочной машины, согласующий каскад, усилитель, пороговый элемент, бл1ок управления, узел регистрации и сигнализации, аналого-цифровой преобразователь, включающий в себя счетчик импульсов, вход которого соединен с вы содом порогового элемента, о т л и ч а ю щ е е с я тем, что, с целью повьш1ения точности контроля и качества управления процессом сварки, устройство снабжено последовательно соециненными генератором импульсов, схемой И с тремя входами и дополнительным счетчиком импульсов, при sTosi два других входа схемы И подключены к выходу первого счетчика импульсов и первому выходу блока управления, входы первого и дополнительного счетчиков импульсов объединены и подключены к второму выходу блока управления, а выхсщы обоих счетчиков подключены к входам узла регистрации и сигаализадии. Источники информации, принятые во внимание при экспертиза 1.Авторское свидетельство СССР № 338327, кл. В 23 К 11/24, 1972, 2.Нуберт Г. П. Измерительные преобразователи неэлектрических величин. Ленинградское объединение Энергия, 1970 с. 178-179. 3.Авторское свидетельство СССР № 511167, кл, В 23 К 11/24, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU338327A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Устройство для контроля процесса контактной точечной и роликовой саврки | 1973 |
|
SU511167A1 |
| Устройство для контроля качества точечной контактной сварки | 1975 |
|
SU768581A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство для управления процессом сварки | 1980 |
|
SU912441A1 |
| Устройство для управления процессом сварки | 1981 |
|
SU969483A2 |
| Ультразвуковое устройство для контроля качества сварки | 1980 |
|
SU926600A1 |
| Устройство для исследования сварочных процессов | 1982 |
|
SU1058729A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
