1
Изобретение относится к контактной сварке и может быть использовано при контроле качества сварных соединений непосредственно в процессе проведения точечной и роликовой сварки различных изделий.
Известны устройства для контроля процесса контактной точечной и роликовой сварки, содержащие акустический датчик, установленный во вторичном контуре сварочной машины, усилитель сигнала датчика, управляющий автоматическим ключом, запоминающее устройство, компаратор, блок управления, аналогоцифровой преобразователь, блок сигнализации и регистрации с пороговыми элементами на входе.
Однако на достоверность сигнала, приходящего с усилителя датчика и имеющего сложный спектр из-за влияния сварной цепи на измерительную цепь датчика, оказывает больщое влияние вид свариваемых изделий, режим сварки, марка материала. Это снижает точность измерения размеров литой зоны свариваемых деталей.
Цель изобретения - повысить надежность контроля качества сварочного соединения.
Это достигается тем, что в устройство дополнительно введен блок интегрирования с усилителя сигнала датчика, выход которого через запоминающее устройство соединен одновременно с одним из входов аналого-цнфрового преобразователя, входами пороговых элементов и входом компаратора. При этом выход последнего подключен к выходу блока управления, выход которого соединен одновременно с запоминающим устройством и входом блока масштабирования, выход которого подключен к другому входу аналого-цифрового преобразователя, один выход которого соединен с входом блока управления, а другой - с блоком сигнализации и регистрации.
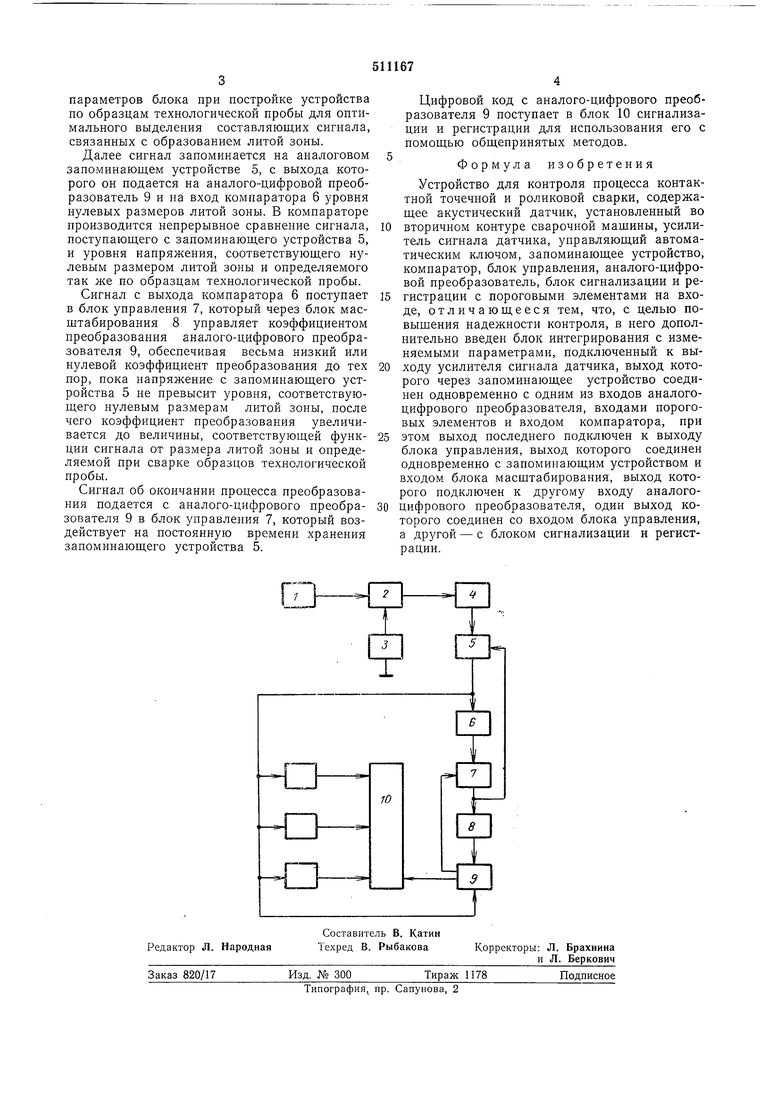
На чертеже представлена блок-схема предлагаемого устройства.
Она состоит из акустического датчика 1, усилителя 2 сигнала датчика, автоматического ключа 3, блока интегрирования 4 с переменными параметрами, запоминающего устройства 5, компаратора 6 уровня нулевых размеров литой зоны, блока управления 7, блока масштабирования 8, аналого-цифрового преобразователя 9 и блока 10 сигнализации и регистрации.
Устройство работает следующим образом.
Сигнал с акустического датчика 1 усиливается усилителем 2, причем ключ 3 обеспечивает усиление сигнала только во время прохождения сварочного тока. С выхода усилителя 2 усиленный сигнал поступает на блок интегрирования 4 с переменными параметрами, с помощью которого производится преобразование спектра сигнала путем изменения
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1982 |
|
SU1031687A2 |
| Устройство для контроля процесса контактной точечной сварки | 1979 |
|
SU867565A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2442155C2 |
| Устройство для контроля процесса контактной точечной и роликовой сварки | 1981 |
|
SU984764A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА В ПРОЦЕССЕ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2379677C1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Устройство для контроля качества контактной сварки | 1981 |
|
SU994180A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ И РОЛИКОВОЙ СВАРКИ | 1972 |
|
SU338327A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СТЫКОВ РЕЛЬСОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2528586C2 |
| СПОСОБ ОБНАРУЖЕНИЯ В ПРОЦЕССЕ СВАРКИ ДЕФЕКТОВ В СВАРНЫХ ШВАХ И ОПРЕДЕЛЕНИЯ ИХ МЕСТОПОЛОЖЕНИЯ ПО АКУСТИЧЕСКИМ СИГНАЛАМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424510C2 |
