1
Изобретение относится к области электронной техники и может быть использовано в электровакуумных приборах, свойства которых ухудшаются от воздействия различных газов, например, в видиконах, мишени которых подвержены вредному воздействию газов, выделяющихся при заварке и отпайке трубки.
Известен узел соединения колбы с ножкой, в котором ножка и колба сварены через коваровое кольцо, разогрев которого во время заварки прибора осуществляют токами высокой частоты 1.
Недостатком такого узла соединения колбы с ножкой прибора является то, что при разогреве стекла до температуры размягчения выделяются газы, ухудщающие параметры прибора.
Известен также другой узел соединения колбы вакуумного прибора с ножкой, содержащий сопряженные металлические фланцы герметично соединенные с колбой и ножкой 2.
Недостатком этого узла соединения колбы с ножкой является проникновение в объем прибора выделяющихся при сварке газов, приводящее к ухудщению параметров прибора
Целью изобретения является уменьщение проникновения в объем прибора выделяющихся при сварке газов.
Это достигается тем, что конфигурация сопрягаемых поверхностей фланцев имеет не менее одного колена, а отношение длины линии сопряжения фланцев в осевом сечении к ширине зазора между ними составляет не менее 100.
На чертеже изображен предлагаемый узел.
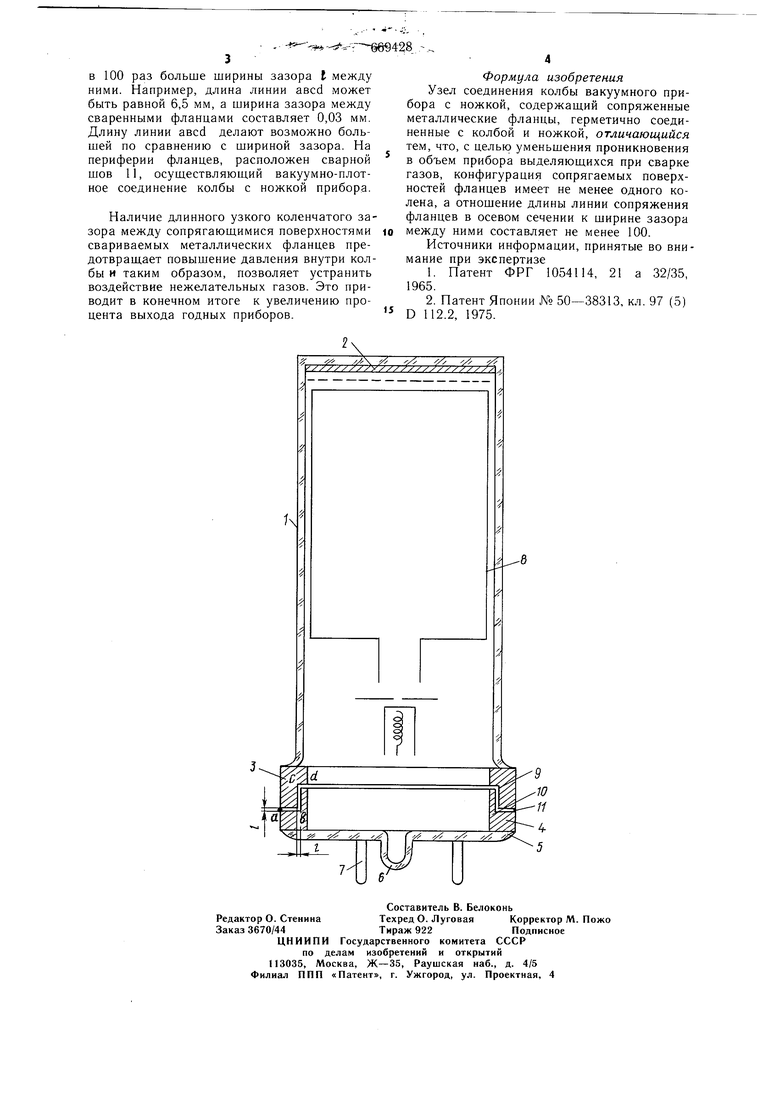
Узел содержит цилиндрическую колбу 1, в одном конце которой расположена фоточувствительная мищень 2, а к другому концу приварен металлический фланец 3, сопряженный с металлическим фланцем 4, приваренным к стеклянной ножке 5, имеющей заранее запаянный штенгель 6. В ножку 5 впаяны металлические вводы 7, на которых смонтирована арматура прибора 8. Фланцы 3 и 4 имеют в месте сопряжения колена 9 и 10. Длина линии сопряжения (a,b,c,d) фланцев в осевом сечении по крайней мере в 100 раз больше ширины зазора I между ними. Например, длина линии aecd может быть равной 6,5 мм, а ширина зазора между сваренными фланцами составляет 0,03 мм. Длину линии aecd делают возможно большей по сравнению с шириной зазора. На периферии фланцев, расположен сварной шов 11, осуш,ествляюш,ий вакуумно-плотное соединение колбы с ножкой прибора. Наличие длинного узкого коленчатого зазора между сопрягающимися поверхностями свариваемых металлических фланцев предотвращает повышение давления внутри колбы и таким образом, позволяет устранить воздействие нежелательных газов. Это приводит в конечном итоге к увеличению процента выхода годных приборов. Формула изобретения Узел соединения колбы вакуумного прибора с ножкой, содержаший сопряженные металлические фланцы, герметично соединенные с колбой и ножкой, отличающийся тем, что, с целью уменьшения проникновения в объем прибора выделяющихся при сварке газов, конфигурация сопрягаемых поверхностей фланцев имеет не менее одного колена, а отношение длины линии сопряжения фланцев в осевом сечении к ширине зазора между ними составляет не менее 100. Источники информации, принятые во вни мание при экспертизе 1.Патент ФРГ 1054114, 21 а 32/35, 1965. 2.Патент Японии № 50--38313, кл. 97 (5) D 112.2, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения частей оболочки вакуумного прибора | 1981 |
|
SU999126A1 |
| Ионный газовый лазер | 1981 |
|
SU965289A1 |
| Устройство для сборки фотоэлектрических приборов типа видиконов | 1977 |
|
SU661638A1 |
| Электродный узел газоразрядной лампы | 1981 |
|
SU964788A2 |
| Газовый лазер | 1979 |
|
SU774500A1 |
| Фотоэлектронный прибор | 1982 |
|
SU1095271A1 |
| Газоразрядное устройство | 1983 |
|
SU1105959A1 |
| УСТРОЙСТВО ВСКРЫТИЯ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1997 |
|
RU2164018C2 |
| Способ изготовления активного элемента газового лазера | 1986 |
|
SU1414259A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАЛОГАБАРИТНЫХ ЭЛЕКТРОВАКУУМНЫХ ПРИБОРОВ | 1969 |
|
SU235205A1 |
