радиуса г упрочняемого инструмен;з ,. 4Л2
Г
8Л
где h - глубина вдавливания индентора;
/ - хорда при контактировании. Установлено, что оптимальный эффект упрочнения наблюдается при ,2- 0,5 мм, размере элементарной площадки в направлении накатывания 5 2 мм и коэффициенте перекрытия - 2.
О
Так для /1 0,2 мм, - - 10.
Принимая во внимание начальные усло5ВИЯ , h - можно определить
-У
(2S) + 4
10;
4045
bS. 10-85
5 10
Откуда ,1 D инструмента.
Таким образом, условие получения необходимого эффекта упрочнения будет соблюдаться при ,1 DjiHCTp.
Максимальный размер плош,адки определяется из условий поглощения из смазки активных компонентов среды при изнашивании, что важно для предотвращения схватывания при износе.
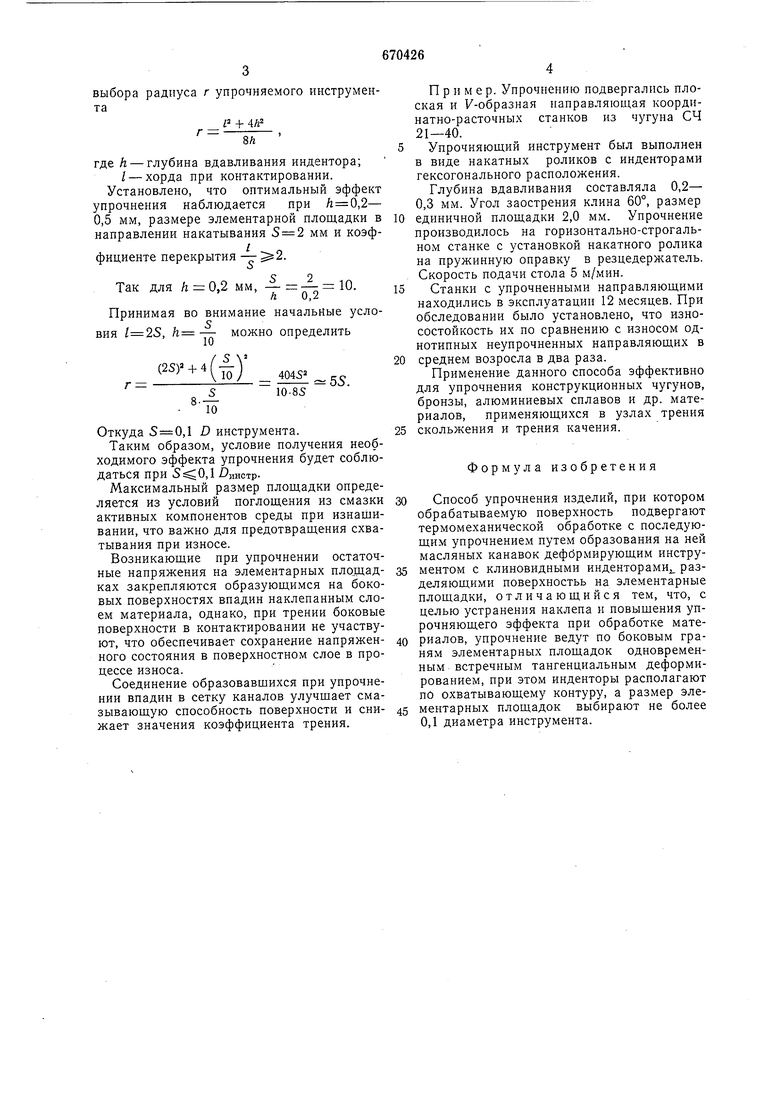
Возникающие при упрочнении остаточные напряжения на элементарных площадках закрепляются образующимся на боковых поверхностях впадин наклепанным слоем материала, однако, при трении боковые поверхности в контактировании не участвуют, что обеспечивает сохранение напряженного состояния в поверхностном слое в процессе износа.
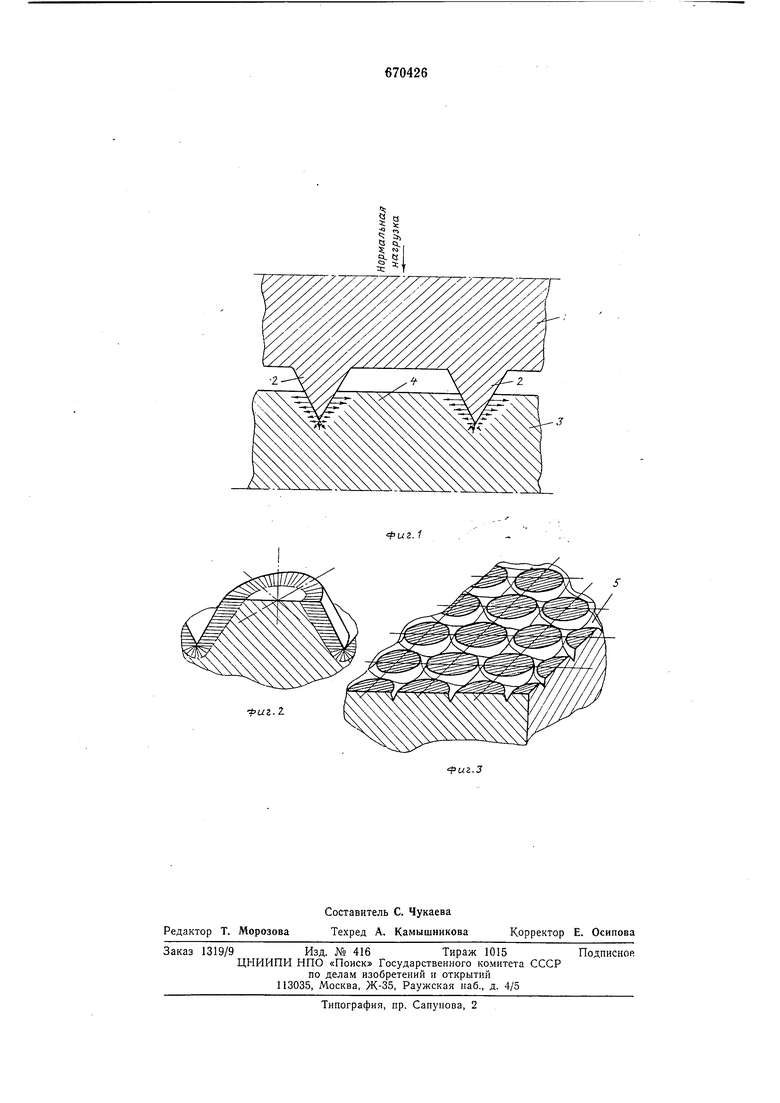
Соединение образовавшихся при упрочнении впадин в сетку каналов улучшает смазывающую способность поверхности и снижает значения коэффициента трения.
Пример. Упрочнению подвергались плоская и У-образная направляющая координатно-расточных станков из чугуна СЧ 21-40.
Упрочняющий инструмент был выполнен в виде накатных роликов с инденторами гексогонального расположения.
Глубина вдавливания составляла 0,2- 0,3 мм. Угол заострения клина 60°, размер
единичной площадки 2,0 мм. Упрочнение производилось на горизонтально-строгальном станке с установкой накатного ролика на пружинную оправку в резцедержатель. Скорость подачи стола 5 м/мин.
Станки с упрочненными направляющими находились в эксплуатации 12 месяцев. При обследовании было установлено, что износостойкость их по сравнению с износом однотипных неупрочненных направляющих в
среднем возросла в два раза.
Применение данного способа эффективно для упрочнения конструкционных чугунов, бронзы, алюминиевых сплавов и др. материалов, применяющихся в узлах трения
скольжения и трения качения.
Формула изобретения
Способ упрочнения изделий, при котором обрабатываемую поверхность подвергают термомеханической обработке с последующим упрочнением путем образования на ней масляных канавок дефбрмирующим инструментом с клиновидными инденторами разделяющими поверхностьь на элементарные площадки, отличающийся тем, что, с целью устранения наклепа и повышения упрочняющего эффекта при обработке материалов, упрочнение ведут по боковым граням элементарных площадок одновременным встречным тангенциальным деформированием, при этом инденторы располагают по охватывающему контуру, а размер элементарных площадок выбирают не более 0,1 диаметра инструмента.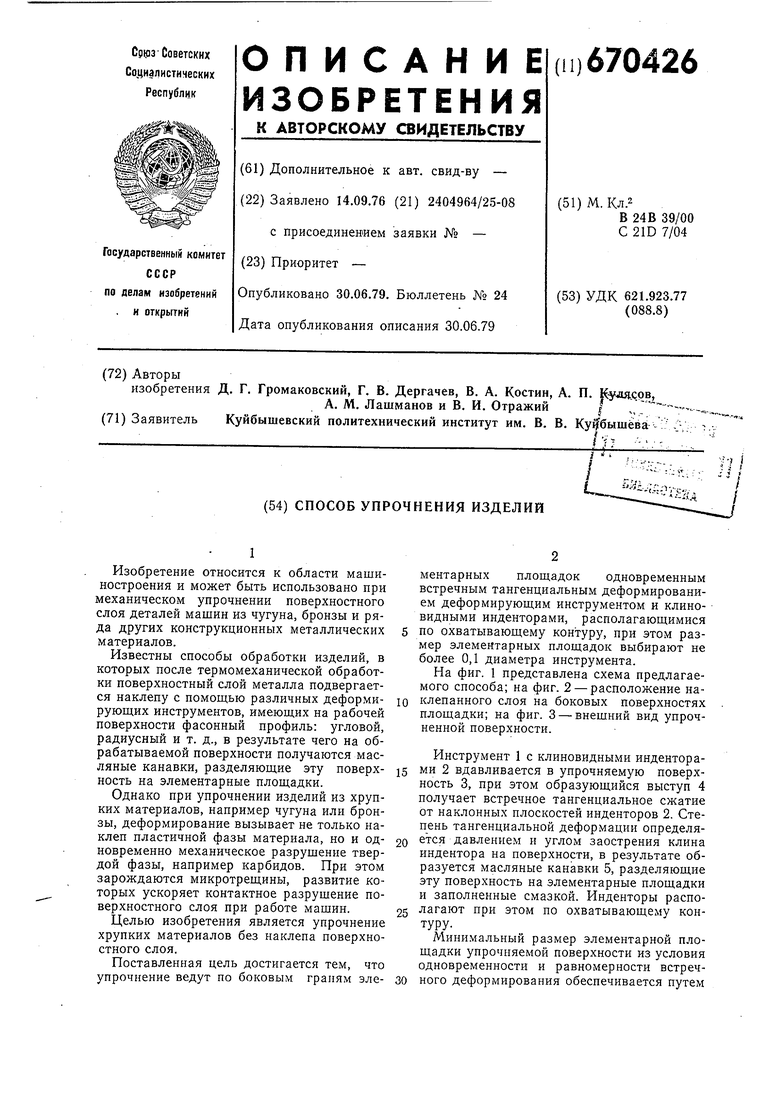
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий инструмент | 1982 |
|
SU1058765A2 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452608C1 |
| УСТРОЙСТВО ДЛЯ РАСКАТЫВАНИЯ ОТВЕРСТИЙ С НЕПРЕРЫВНЫМ КАЧЕНИЕМ ШАРИКОВ | 2010 |
|
RU2452609C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ТРЕНИЯ | 2004 |
|
RU2269407C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| СПОСОБ РАСКАТЫВАНИЯ ОТВЕРСТИЙ | 2010 |
|
RU2457096C1 |
| Способ нанесения твердых смазочных покрытий на поверхности трения | 1978 |
|
SU775502A1 |
| ЖЕСТКАЯ МНОГОШАРИКОВАЯ РАСКАТКА | 2010 |
|
RU2456149C1 |
риг.г
