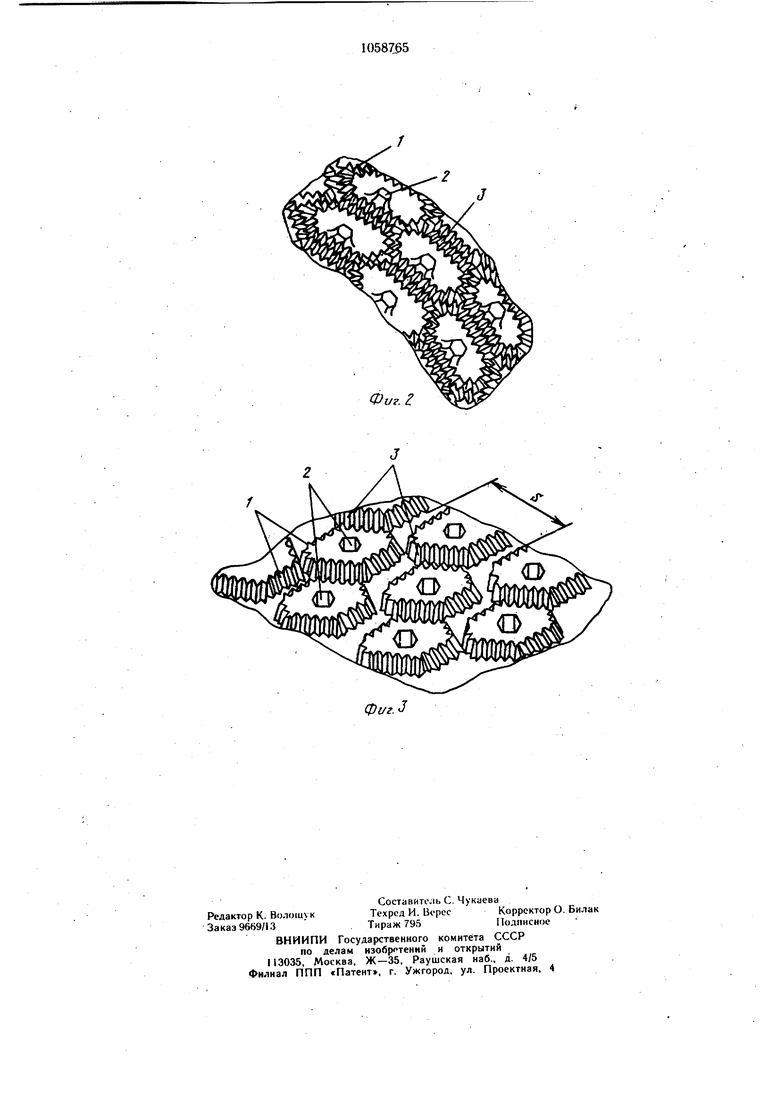
Изобретение относится к машиностроению и может быть использовано в различных отраслях промышленности для упрочнения труш;ихся поверхностей в деталям машин. По основному авт. св. № 645824 известен деформирующий инструмент для упрочнения поверхностного слоя деталей из хрупких материалов и сплавов, снабженный дополнительными инденторами в виде выступов гексагональной формы, охэатываюшихэлементарные инденторЫ 1. Деформирующий инструмент представляет собой обкатной ролик, изготавливаемый из стали ШХ-15, HRC 60, с размером гексагональных ячеек ,5-4 мм, наружным диаметром ролика 21 мм, внутренним диаметром 12 мм и шириной 12 мм. При рабо те деформирующим инструментом происходит относительное перемещение инструмента и детали, что создает движение обката, а инденторы при этом выдавливают на упрочняемой поверхности сетку каналов, создающих встречные сдвиговые деформации. Однако этот деформирующий инструмент не обеспечивает достаточных качества и износостойкости трущихся пар. ; Це-ль изобретения - повышение качества| упрочнения поверхностей устранением пррскальзывания инструмента при обкатывании. : Поставленная цель достигается тем, что инструмент, содержащий на рабочей поверхности инденторы гексагонального профиля, снабжен выступами клиновидной формы; расположенных по боковым граням гекса| оиальиых инденторов. Оснащение инденторов гексагонального профиля выступами клиновидной формы повышает качество упрочнения и износостойкость трущихся пар за счет распределения направлений встречных сдвиговых деформаций, достижения оптимальных тангенциальных напряжений в поверхностном слЬе деталей, устранения проскальзывания инструмента при обкатывании поверхностей деталей. На фиг. 1 показан инструмент, общий вид; на фиг. 2 - расположение инденторов гексагонального профиля и выступов клиновидной формы на них; на фиг. 3 - поверхности деталей упрочненных деформационным формоизменением поверхностного слоя с помощью предложенного инструмента, обший вид. Деформирующий инструмент имеет инденторы гексагонального профиля I и 2 и боковые грани инденторов с выступами клиновидной формы 3. При работе деформирующий инструмент, обкатывая деталь, выдавливает на упрочняемой поверхности каналы 1 с шагом S, несущие на боковых гранях клиновидные выступы 3 и углубления 2. На элементарных участках поверхностей деталей благодаря этому создается более высокий уровень тангенциальных остаT04Htix напряжений за счет распределения главного направления сдвиговой деформации на три составляющие, увеличивается площадь упрочненной поверхности по боковым граням элементарных площадок. Это означает, что при упрочнении единичной гексагональной площадки в обрабатываемук) поверхность одновременно вдавливаются инденторы I, 2 и выступы 3. При этом часть сдвиговой деформации ориентируется клиновидными инденторами (выступами) по двум дополнительным направлениям, что увеличивает упрочненную контурную площадь на элементарных гексагональных площадках и повышает износостойкость упрочненных деталей. Кроме того, за счет клиновидных выступов во время обкатывания поверхностей деталей (выдавливания гексагонального рельефа) инструмент находится в зацеплении с обрабатываемой поверхностью, в результате чего резко снижается нроскальзование инструмента относительно детали, что повышает качество упрочнения ж упрочняемой поверхности. Клиновидные выступы изготавливают по всей высоте боковых граней элементарных площадок, с шагом (0,1-0,15) S и углом при вершине 90-100°. Сравнительные испытания износостойкости бронзовых деталей в подшипниках скольжения, упрочненных предложенным инструментоМ и инструментом изготовленным по прототипу, показывают, что после упрочнения деталей предложенным инструментом износостойкость;повёрхностей трения повышается на 15-.20% за счет повышения микротвердости на боковых гранях и на зеркале элементарных площадок, снижения щерОХоватости повер;сностеи внутри каналов, увеличения смазывающей способности стыка сопрягаемой детали. Сравнительный анализ деформирующих инструментов показывает, что использование предлагаемого деформирующего инструмента для упрочнения поверхностей трения позволит повысить качество упрочнения, упрочняемой поверхности и ее износостойкость.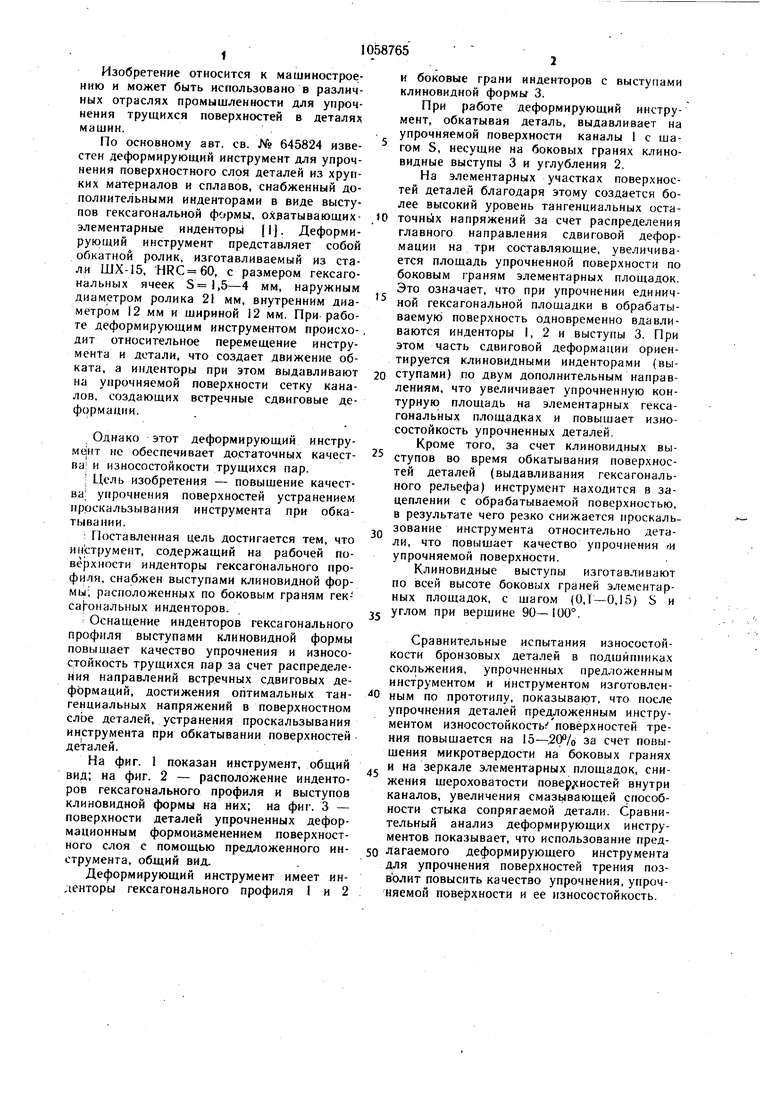
| название | год | авторы | номер документа |
|---|---|---|---|
| Деформирующий инструмент для упрочнения поверхностного слоя деталей | 1982 |
|
SU1142266A2 |
| СПОСОБ УДАРНОЙ ОБКАТКИ | 2009 |
|
RU2412039C1 |
| УДАРНО-ОБКАТНОЙ ИНСТРУМЕНТ С АКСИАЛЬНО СМЕЩЕННЫМИ ИНДЕНТОРАМИ | 2009 |
|
RU2412038C1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2175594C1 |
| СПОСОБ ПОВЕРХНОСТНО-ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ДЕТАЛИ В ВИДЕ ТЕЛА ВРАЩЕНИЯ | 2021 |
|
RU2757643C1 |
| Деформирующий инструмент для упрочнения поверхностного слоя деталей | 1977 |
|
SU645824A1 |
| Способ упрочения изделий | 1976 |
|
SU670426A1 |
| СПОСОБ НАНОСТРУКТУРИРУЮЩЕГО УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ПРЕЦИЗИОННЫХ ДЕТАЛЕЙ ВЫГЛАЖИВАНИЕМ | 2011 |
|
RU2460628C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2021 |
|
RU2753807C1 |
| Способ ультразвуковой упрочняющей обработки деталей из низкоуглеродистой конструкционной стали | 2022 |
|
RU2800481C1 |
ДЕФОРМИРУЮЩИЙ ИНСТРУМЕНТ по авт. св. № 645824, отличающийся тем, что, с целью повышения качества за счет устранения проскальзывания инструмента при обкатывании, на боковых гранях инденторов гексагонального профиля выполнены выступы клиновидной формы, расположенные в направлении к центру упомянутого профиля. (Л ел 00 О5 СП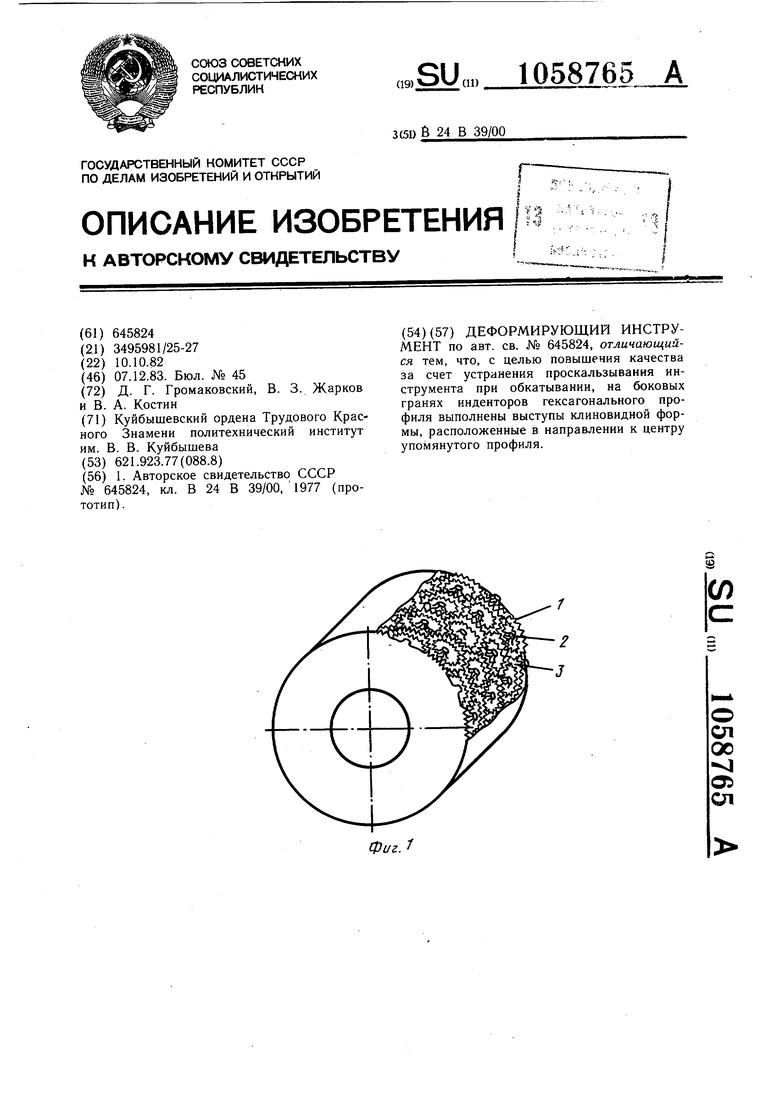
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Деформирующий инструмент для упрочнения поверхностного слоя деталей | 1977 |
|
SU645824A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
