(54) СПОСОБ ВЫРАБОТКИ ТКАНИ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подачи уточной нити на пневматическом ткацком станке | 1977 |
|
SU632773A1 |
| Способ выработки ткани на бесчелночном ткацком станке | 1979 |
|
SU878821A1 |
| Устройство для регулирования линейной плотности кромки ткани на бесчелночном ткацком станке | 1982 |
|
SU1086038A1 |
| Устройство для регулирования линейной плотности кромки ткани на бесчелночном ткацком станке | 1983 |
|
SU1131933A1 |
| Способ подачи уточных нитей на пневматическом ткацком станке | 1980 |
|
SU878822A1 |
| БЕСЧЕЛНОЧНЫЙ ТКАЦКИЙ СТАНОК | 1968 |
|
SU207125A1 |
| Устройство для регулирования длины прокладываемой уточной нити | 1985 |
|
SU1270184A1 |
| Устройство для натяжения уточной нити на бесчелночном ткацком станке | 1985 |
|
SU1296641A1 |
| Способ прокладывания уточной нити на бесчелночном ткацком станке | 1988 |
|
SU1527340A1 |
| Устройство для контроля уточной нити | 1986 |
|
SU1368345A1 |
I
Изобретение относится к текстильному производству и может быть использовано на пневматических и гидравлических ткацких станках.
Известен способ выработки ткани на бесчелночных ткацких станках, включающий отмеривание уточной нити, прокладывание ее через зев основы, прибой и отрезание кромки ткани 1.
Недостатком способа является низкое качество суровых тканей и повышенное количество угаров.
Целью изобретения является повышение качества ткани и сокращение угаров сырья.
Указанная цель достигается тем, что контролируют линейную плотность крймки ткани, сравнивают ее с заданным номинальным значением, а отмеривание уточной нити производят в зависимости от результатов сравнения контролируемых и заданных значений, линейной плотности.
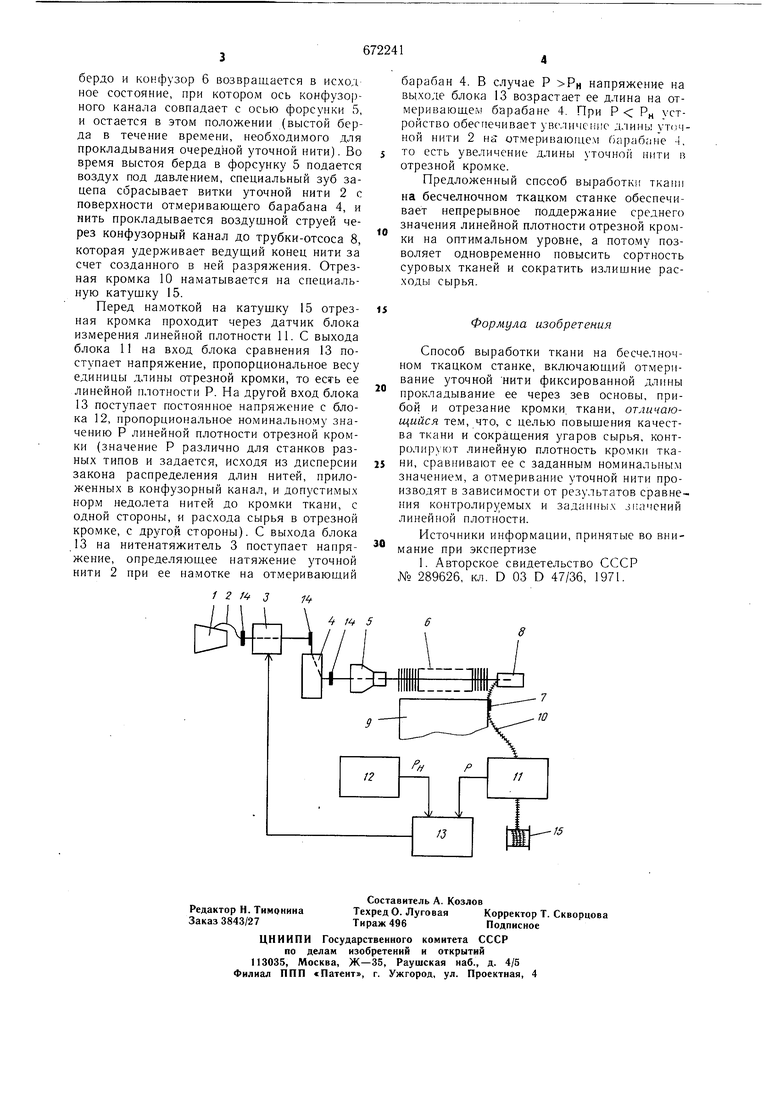
На чертеже схематически изображено устройство, реализующее предлагаемый способ.
На чертеже обозначены уточная паковка 1, уточная нить 2, электромагнитный нитенатяжитель 3, отмеривающий барабан
4, форсунка 5, конфузор 6, ножницы 7, отсосная трубка 8, ткань 9, отрезная кромка 10, блок 11 измерения линейной плотности отрезной кромки, блок 12 ввода заданного номинального значения линейной плотности отрезной кромки ткaVlи, блок 13 сравнення, нитепроводники 14, катущка 15.
Устройство работает следующим образом. Уточная нить 2 непрерывно сматывается с неподвижной паковки 1, проходит между пластинами электромагнитного нитенатяжителя 3 чере систему нитепроводников 14 и укладывается в винтовую бороздку на поверхности непрерьгвно вращающегося отмеривающего барабана 4. Одновременно бердо на чертеже жестко соединено с конфузором, совершает колебательное движение в вертикальной плоскости. При движении берда вперед конфузор 6 опускается ниже опущки ткани и уточная нить 2 (приложенная в конфузорный канал при предыдущем цикле работы станка) выходит из конфузорного канала через горизонтальный паз, прибивается бердом к опущке ткани и перерезается ножницами 7 ра участке между форсункой 5 и левой кромкой ткани 9.- После этого
бердо и конфузор 6 возвращается в исход ное состояние, при котором ось конфузорного канала совпадает с осью форсунки 5, и остается в этом положении (выстой берда в течение времени, необходимого для прокладывания очередной уточной нити). Во время выстоя берда в форсунку 5 подается воздух под давлением, специальньЕЙ зуб зацепа сбрасывает витки уточной нити 2 с поверхности отмеривающего барабана 4, и нить прокладывается воздушной струей через конфузорный канал до трубки-отсоса 8, которая удерживает ведущий конец нити за счет созданного в ней разряжения. Отрезная кромка 10 наматывается на специальную катущку 15.
Перед намоткой на катушку 15 отрезная кромка проходит через датчик блока измерения линейной плотности 11. С выхода блока 11 на вход блока сравнения 13 поступает напряжение, пропорциональное весу единицы длины отрезной кромки, то есть ее линейной плотности Р. На другой вход блока 13 поступает постоянное напряжение с блока 12, пропорциональное номинальному значению Р линейной плотности отрезной кромки (значение Р различно для станков разных типов и задается, исходя из дисперсии закона распределения длин нитей, приложенных в конфузорный канал, и допустимых норм недолета нитей до кромки ткани, с одной стороны, и расхода сырья в отрезной кромке, с другой стороны). С выхода блока 13 на нитенатяжитель 3 поступает напряжение, определяющее натяжение уточной нити 2 при ее намотке на отмеривающий
12}
барабан 4. В случае Р Рн напряжение на выходе блока 13 возрастает ее длина на отмеривающем барабане 4. При Р РН устройство обеспечивает увс-.-чичешю длины уточной нити 2 Htr отмеривающем барабане 4, то есть увеличение длины уточной нити в отрезной кромке.
Предложенный способ выработки ткани на бесчелночном ткацком станке обеспечивает непрерывное поддержание среднего значения линейной плотности отрезной кромки на оптимальном уровне, а потому позволяет одновременно повысить сортность суровых тканей и сократить излищние расходы сырья.
Формула изобретения
Способ выработки ткани на бесчелночном ткацком станке, включающий отмеривание уточной НИТИ фиксированной длины прокладывание ее через зев основы, прибой и отрезание кромки, ткани, отличающийся тем, что, с целью повыщения качества ткани и сокращения угаров сырья, контролируют линейную плотность кромки ткани, сравнивают ее с заданным номинальным значением, а отмеривание уточной нити производят в зависимости от результатов сравнения контролируемых и заданных значений линейной плотности.
Источники информации, принятые во внимание при экспертизе
