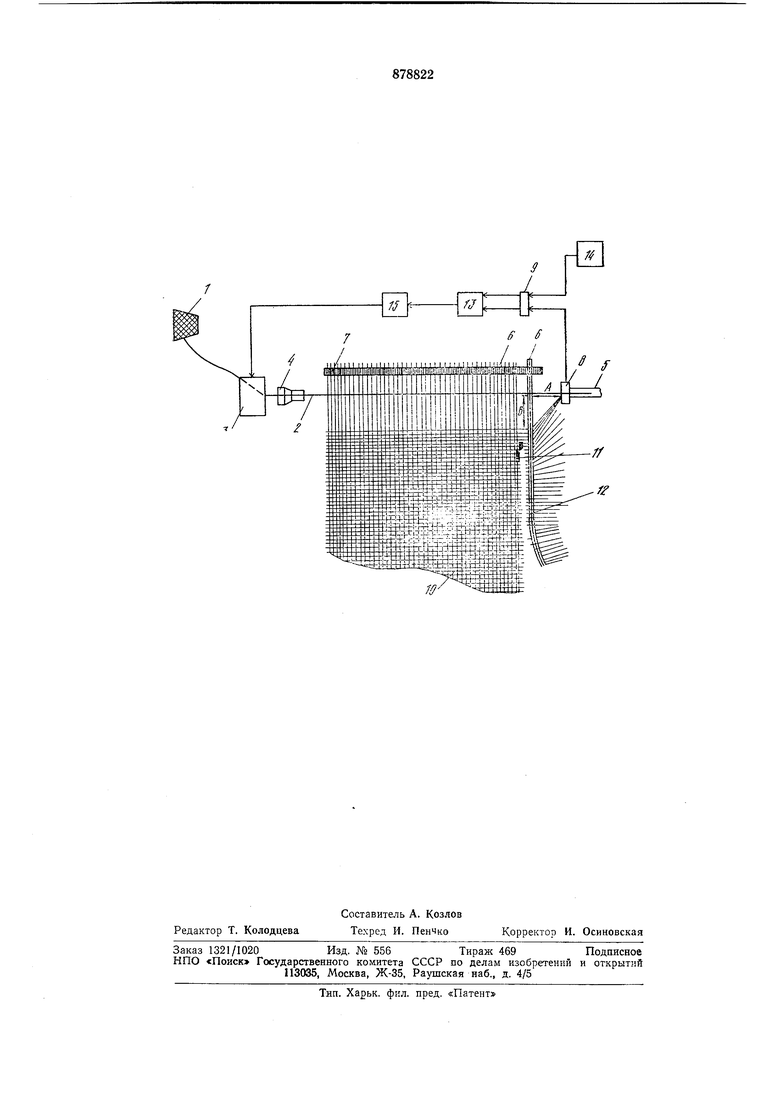
сывает уточную нить 2 через зев, образованный основными и неревивочными нитями 6, в результате чего конец уточной нити 2 нопадает в отсосную трубку 5, связанную с вакуумной системой станка (на чертеже не показана). В том же цикле стайка бердо 7 прибивает уточную нить 2 к опушке ткани 10. Дальнейшее движение уточной нитн 2 происходит совместно с двигкепием ткапя JO и ее конец постоянно вытаскивается из отсосной трубки 5. При дальнейшем движении ткани 10 уточные нити 2 перерезаются ножницами 11, в результате чего образуется отрезная кромка 12 включающая перевивочные нити 6 и уточные нити 2. Отрезная кромка ирехЧ,ставляет собой угары сырья, которые регламентируются и должны быть минимальными. Если принять, что в некоторый интервал времени средняя длина уточных нитей в отрезной кромке равна /, то число уточных нитей л, например, На срезе отсосной трубки в момент прокладывания будет равно:
п. П(/2-А2) --В
II
В| -; А
и
где П - плотность ткани по утку, птъ/см; А - расстояние между кромочными нитями и срезом отсосной трубки, см;
В - расстояние между линией прокладывания уточной нити и прибойной полосой ткани, см. Поскольку при выработке одного арти.. кула ткани величины П, А и В постоянны, то очевидно, что длина уточных нитей однозначно связана с их количеством на срезе отсосной трубки 5. Количество нитей на срезе отсосной трубкм 5 определяется при помощи датчика 8 в каждом цикле станка, причем датчик 8 может быть построен по оптическому, емкостному, пневматическому, радиоизотопному или другому известному принципу. Количество иитей в отсосной трубке 5 в течение цикла работы станка пе.ременно, так как отсосная трубка 5 вместе с бердом 7 совершает колебательное движение относительно опушки ткани 10. Поэтому измерение числа уточных нитей производится в момент времени, соответствующий циклу прокладывания уточной нити 2, когда отсосная трубка неподвижна достаточно (ое время и число уточных нитей в ней минимально. Для синхронизации времени измерения с и.иклом станка, соответствующим выстою, служит датчик 5 положения берда, который подключает сигпал
от датчика 8 числа уточных нитей и задат.чика 14 только в периоды прокладки уточной нити в зев. При этом на входах блока 13 сравнения каждый цикл действуют два равных по длительности рмпульса. Амплитуда одного из них (с задатчика/4) калибрована и пропорциональна заданному числу уточных нитей на срезе отсосной трубки, а амплитуда второго импульса (сигнала с датчика 8 числа уточных нитей) соответствует фактическому числу уточных нитей на срезе отсосной трубки. Результирующий сигнал через блок 15 управлепия воздействует па отмеривающий механизм 3, поддерживая постоянным заданное число уточных нитей на срезе отсосной трубки 5, тем самым стабилизируя среднюю длину подаваемых уточных нитей 2.
Использование предложенного способа подачи уточной нити на пневматическом ткацком станке позволяет создать эффек.. тивную систему регулирования длины подаваемой заточной нити, обладающую высокой точностью и быстродействием, что дает возможность сократить отходы сырья.
Формула изобретения
Способ подачи уточных нитей на пневматическом ткацком станке, включающий их отмеривание, прокладывание воздушной струей через зев, удержание вакуумом в отсосной трубке и контроль длины проложенной нити, по результатам которого управляют операцией отмеривания, отличающ и и с я тем, что, с целью повышения быстродействия и точности отмеривания, одновременно с прокладывапием уточной нити
определяют количество уточных нитей п в отсосной трубке, а отмеривание длины уточных нитей производят по результатам сравнения заданного значения и измереиного зиачения / длины уточной нити, определяемого по формуле:
- В
I И
-ПЛОТНОСТЬ вырабатываемой ткани
где Ппо утку;
А-расстоянпе между кромочными питями п срезом отсоспой трубки;
-расстояние между линией проклаВдываемой уточной нити и прибойной полосой ткани.
Источник информации, нринятый во внимание при экспертизе:
GO 1. Авторское свпястельство СССР ДГо 632773, кл. D 03 D 47/36, 1979.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выработки ткани на бесчелночном ткацком станке | 1977 |
|
SU672241A1 |
| СПОСОБ ФОРМИРОВАНИЯ ТКАНИ | 2015 |
|
RU2588430C1 |
| Способ выработки ткани на бесчелночном ткацком станке | 1979 |
|
SU878821A1 |
| Устройство для регулирования линейной плотности кромки ткани на бесчелночном ткацком станке | 1983 |
|
SU1131933A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНОЙ ТКАНИ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1992 |
|
RU2030493C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ТКАНИ | 2012 |
|
RU2504605C1 |
| СПОСОБ ТКАЧЕСТВА И ВЕРТИКАЛЬНАЯ ТКАЦКАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2726078C1 |
| Устройство для регулирования линейной плотности кромки ткани на бесчелночном ткацком станке | 1982 |
|
SU1086038A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОТНЫХ ТЕХНИЧЕСКИХ ТКАНЕЙ НА БЕСЧЕЛНОЧНОМ ТКАЦКОМ СТАНКЕ | 1990 |
|
SU1697467A1 |
| МЕХАНИЗМ ПРИБОЯ УТОЧНОЙ НИТИ НА ТКАЦКОМ СТАНКЕ | 1996 |
|
RU2111299C1 |