Изобретение относится к фотомеха нической репродукции печатных форм. Известны способы изготовления печатных форм с использованием стру ной обработки на операциях проявления, прокывки, травления, снятия защитного светочувствительного слоя l .. .Недостатками известных способов являются неравномерность воздействия струй по поверхности формной пластины и значительный расход рабочих растворов. Известны способы изготовлвни я. пе чатных форм, заключающиеся в том, что изображение орт гинала переносят ца формную пластину со светочувстви тельным слоем, проявляют,промыв-ают, травят-и удаляют защитный светочувствительный слой в подвижных струях рабочих растворов 2. Недостатком этих способов является уменьшение эффективности воздействия струи на поверхность пластины по мере удаления от оси струи. С целью интенсификации процесса, улучшения качества печатных форм и экономии рабочих растворов, предлагается способ, согласно Которюму формные пластины на всех видах обработки и струи рабочих растворов подвижные друг относительно друга во взаимно перпендикулярных направлениях в соответствии с соотношейием:где Vy- скорость перемещения формной пластины, мм/с; скорость перемещения струй. мм/с п - радиус зоны растекания, струй, мм; 6 - шаг струй, мм; п - целое число от 1 ло 4. Кроме того, струи рабочих растворов пульсируют с частотой 0,02-1 Гц. Сущность способа иллюстрируется на фиг. 1, 2. Ргшиус R зоны растекания струй 1 определяетсяв направлении движения формной плайтины 2. Его величина, зависит от скорости истечения жидкости, диаметра сопла, поверхностных свойств жидкости и формной пластины. В свою очередь, значение пepeчиcлeнныk параметров зависит от технологического процесса изготовления печатных форм. Поэтому величин§1 радиуса растекания струй
определяется экспериментально и может находиться в пределах 25-60 мм
Шаг струй представляет собой расстояние между осями соседних струй/ а его значение зависит от тех же факторов, что и значение радиуса растекания струи и может находиться в пределах 40-100 мм.
Число п определяет количество прл шагов струй в одном шаге перемещения струй, т.е. произведение 0,5 п «представляет собой шаг перемещения струй.
С увеличением п повышается равномерность обработки, но увеличивается количество струй, не Попадающих на пластину в крайнем положении раствороподающих трубок, и, следовательно, уменьшается КПД струйной системы.
Таким образом, равйомерйое воздействие струй на различные -участ ки обрабатываемой.пластины обеспечивается За сче|Т того что:за время перемещения пластины на расстояние, равное размеру рабочей зоны раЪстекания одной струи, растворо подающая трубка перемещается на расстояние, крйтное половине шага струй
Наибольшая эффективность струйного во:здёйствия имеет местб при Способ обработки
использовании пульсирующих струй. Это происходит за счет большего ударного воздействия пульсирующих струй по сравнению с непрерывными струями и отсутствия при этом центральной мертвой зоны в месте 5 падения струи. Оптимальный диапазон частоты пульсации от 0,02 до 1 Гц. При большей частоте пульсации струи сглаживаются, а при малой частоте увеличивается продолжительность 0 обработки.
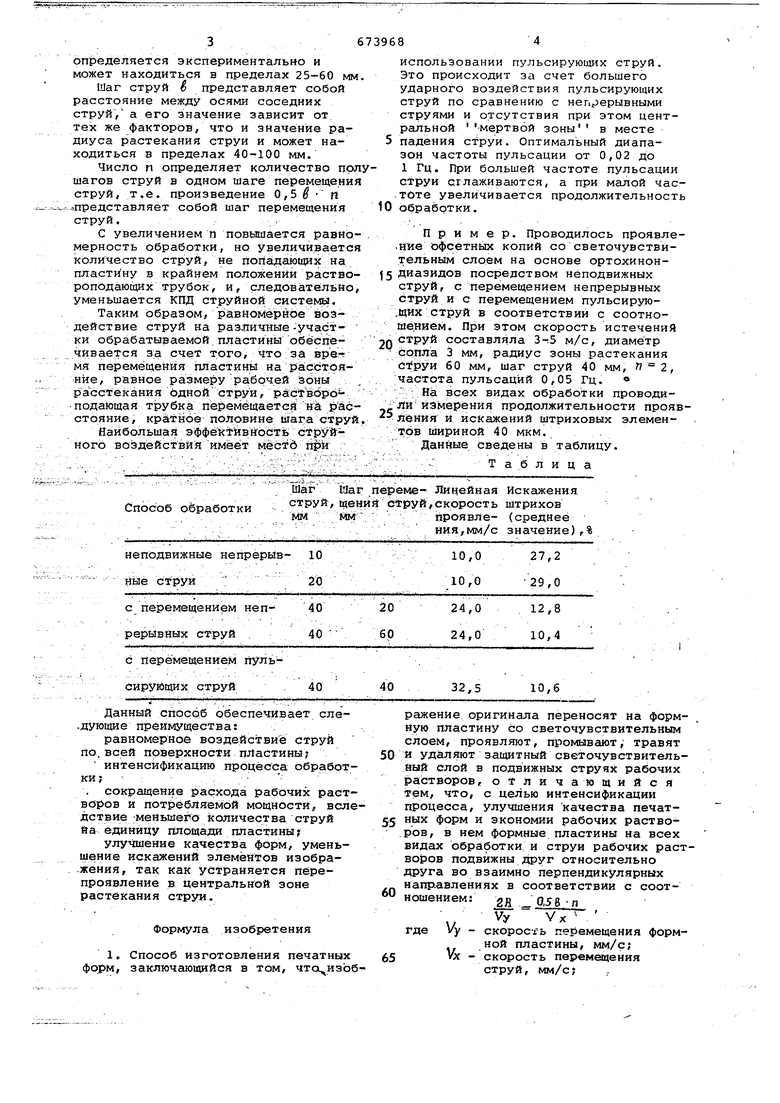
Пример. Проводилось проявление офсетных копий со светочувствительным слоем на основе ортохинон5 диазидов посредством неподвижных струй, с перемещением непрерывных бтруй и с перемещением пульсирую.щих струй в соответствии с соотношением. При этом скорость истечений
0 струй составляла 3-:5 м/с, диаметр сопла 3 мм, радиус зоны растекания 60 мм, шаг струй 40 мм, , частота пульсаций 0,05 Гц.
На всех видах обработки проводили измерения продолжительности проявления и искажений штриховых элементов шириной 40 мкм. . Данные Сведены в таблицу.
, . Т а .6 л и ц а Шаг Шаг переме- Линейная Искажения струй, щений струй,скорость штрихов ММ Мм; ; проявле- (среднее ния,мм/с значение),%

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ | 1971 |
|
SU295106A1 |
| Светочувствительный состав | 1975 |
|
SU541138A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОФСЕТНЫХ ПЕЧАТНЫХ ФОРМ | 2016 |
|
RU2658529C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ | 1968 |
|
SU220047A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ФОРМ | 1971 |
|
SU294540A1 |
| Способ изготовления фотополимерных форм глубокой печати | 1977 |
|
SU673967A1 |
| ТЕРМОРЕАКТИВНЫЕ, ИК-ПОГЛОЩАЮЩИЕ ПОЛИМЕРЫ И ИХ ИСПОЛЬЗОВАНИЕ В ТЕРМОЧУВСТВИТЕЛЬНОЙ ОФСЕТНОЙ ПЕЧАТНОЙ ФОРМЕ | 2005 |
|
RU2387676C2 |
| Способ жидкостной обработки кожевенного сырья | 1991 |
|
SU1795982A3 |
| Способ изготовления монометаллической формы офсетной печати | 1985 |
|
SU1353667A1 |
| Светочувствительный материал | 1971 |
|
SU437315A1 |
с перемещением пульсирующих струй . 40
Данный способ обеспечивает сле-дующие преимущества;
равномерное воздействие струй По,всей поверхности пластины;
интенсификацию процесса обработки; : . .
сокращение расхода рабочих растворов и потребляемой мощности, вследствие ;меньше1;О количества струй иа единицу площади пластины;
улучшение качества форм, уменьшение искажений элементов изобра.жения, так как устраняется перепроявление в центральной зоне растекания струи.
Формула изобретения
1, Способ изготовления печатных форм заключающийся в том, что изоб32,5
10,6
ражение оригинала переносят на формную пластину со светочувствительным слоем, проявляют, промывают; травят 0 и удаляют защитный светочувствительйый слой в подвижных струях рабочих растворов, отличающийся тем, что, с целью интенсификации процесса, улучшения качества печатных форм и экономии рабочих раство .ров, в нем формные пластины на всех видах обработки, и струи рабочих растворов подвижны друг относительно друга во взаимно перпендикулярных направлениях в соответствии с соотношением:
0,58
2В
п
У: Vy
где Vy - скорость перемещения формной пластины, мм/с; 5 Vx - скорость паремьения струй, мм/с;
. fl - радиус зоны растекания
струй, мм; fi - шаг струй, мм; П - целое число от 1 до 4. 2. Способ по п,1, отличающийся тем, что струи рабочих растворов пульсируют с частотой 0,02-1 Гц.
Источники информации, примятые во внимание при экспертизе
